用于发泡成型的注射装置、注射成型机以及发泡成型方法与流程
- 国知局
- 2024-08-01 03:06:54
本发明涉及通过将气体注入到注射材料来成型发泡成型品的注射装置、具有这种注射装置的注射成型机以及发泡成型方法。
背景技术:
1、使用作为物理发泡剂的氮气、二氧化碳气体等来成型发泡成型品的注射成型机例如如专利文献1中记载的那样,大致如下这样地构造而成。首先,注射成型机的注射装置由加热缸和螺杆构成,加热缸内部根据螺杆的形状而具有多个区。即,具有树脂被塑化的上游侧的塑化区、在塑化区的下游侧的树脂压力降低的饥饿区、以及在饥饿区的下游侧的树脂被压缩的压缩区。在加热缸以与饥饿区对应的方式设有气体注入口,气体被向树脂供给并与树脂混炼。
2、树脂在加热缸内由螺杆向下游侧输送时,在塑化区被熔融。然后在饥饿区,树脂压力降低,并且被供给气体。被供给了气体的树脂在压缩区被混炼和压缩,并被计量。当将混炼和压缩了气体的树脂注射到模具时,气体在模具内发泡。即,得到发泡成型品。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2014-200937号公报
技术实现思路
1、发明所要解决的课题
2、在用于发泡成型的注射成型机中,在饥饿区中,向树脂中供给气体,但是在饥饿区中,树脂压力并非一定降低到适当的压力。这样一来,则存在向树脂供给的气体量变得不均匀的问题。此外,如果在树脂压力高的状态下供给气体,则还存在发生树脂进入气体注入口、即所谓溢料(vent up)的风险。本公开的目的在于,能够稳定地向树脂供给气体,以能够得到合格的发泡成型品。
3、其他的课题和新的特征应从本说明书的记述及附图变得明确。
4、用于解决课题的手段
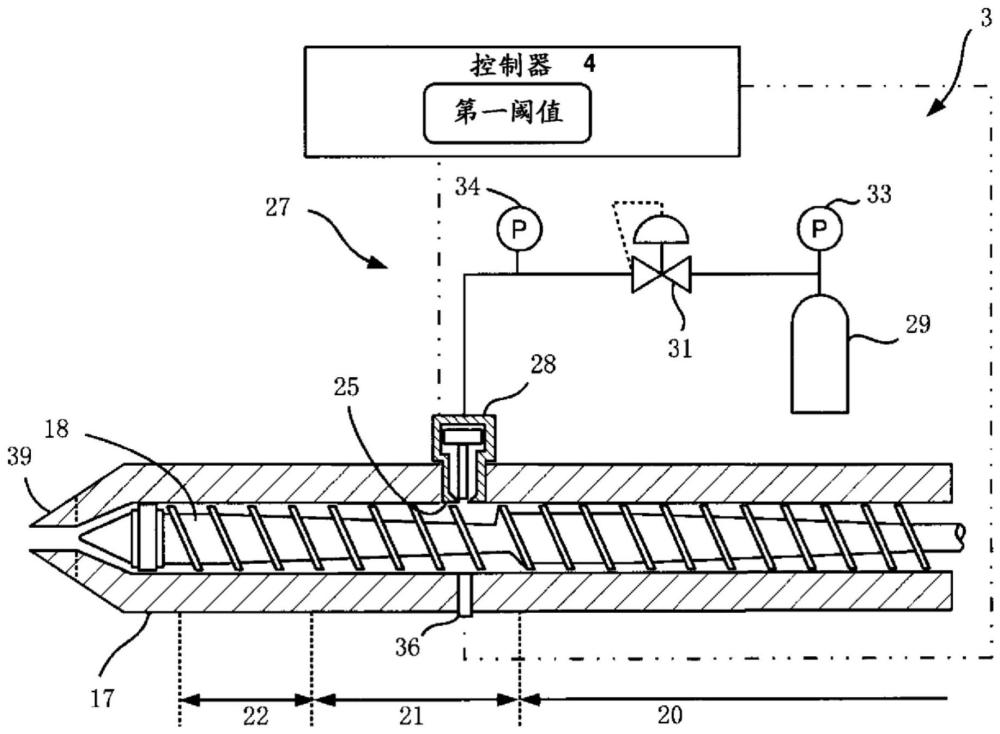
5、发明人发现,通过具有以下构造的注射装置能够解决上述课题。即,根据本发明的实施方式的注射装置包括设置有气体注入口的加热缸、螺杆、气体供给装置和控制机构。加热缸的内部根据螺杆的形状被划分为多个区,包括上游侧的塑化区、塑化区的下游侧的饥饿区和饥饿区的下游的压缩区。气体注入口设有注入阀,其在饥饿区中向加热缸内供给气体。加热缸设有压力传感器。控制机构构造成基于压力传感器所检测到的树脂压力来控制注入阀。
6、发明效果
7、根据本公开,能够提供能够防止溢料而适当地向树脂中供给气体以获得合格的发泡成型品的注射装置、具有该注射装置的注射成型机以及发泡成型方法。
技术特征:1.一种注射装置,包括:
2.根据权利要求1所述的注射装置,其中,所述加热缸设有多个所述气体注入口,在各个所述气体注入口设有所述注入阀,所述注入阀由所述控制机构控制。
3.根据权利要求1或2所述的注射装置,其中,所述加热缸设有多个所述压力传感器。
4.根据权利要求3所述的注射装置,其中,当所述螺杆处于计量开始时的螺杆位置时,多个所述压力传感器中的至少两个位于所述饥饿区。
5.根据权利要求3或4所述的注射装置,其中,当所述螺杆处于计量开始时的螺杆位置时,多个所述压力传感器中的至少一个位于所述饥饿区,并且至少一个位于所述塑化区。
6.根据权利要求3至5中任一项所述的注射装置,其中,多个所述压力传感器中的至少一个设于所述气体注入口的上游侧,并且至少一个设于所述气体注入口的下游侧。
7.根据权利要求1至6中任一项所述的注射装置,其中,所述控制机构设置成当在所述注射装置中检测到计量结束时,关闭所述注入阀。
8.一种注射成型机,包括:
9.根据权利要求8所述的注射成型机,其中,所述加热缸设有多个所述气体注入口,在各个所述气体注入口设有所述注入阀,所述注入阀由所述控制机构控制。
10.根据权利要求8或9所述的注射成型机,其中,所述加热缸设有多个所述压力传感器。
11.根据权利要求10所述的注射成型机,其中,当所述螺杆处于计量开始时的螺杆位置时,多个所述压力传感器中的至少两个位于所述饥饿区。
12.根据权利要求10或11所述的注射成型机,其中,当所述螺杆处于计量开始时的螺杆位置时,多个所述压力传感器中的至少一个位于所述饥饿区,并且至少一个位于所述塑化区。
13.根据权利要求10至12中任一项所述的注射成型机,其中,多个所述压力传感器中的至少一个设于所述气体注入口的上游侧、并且至少一个设于所述气体注入口的下游侧。
14.根据权利要求8至13中任一项所述的注射成型机,其中,所述控制机构设置成当在所述注射装置中检测到计量结束时,关闭所述注入阀。
15.一种发泡成型方法,为在注射装置中向树脂供给气体并进行混炼、注射而成型发泡成型品的发泡成型方法,所述注射装置包括:
16.根据权利要求15所述的发泡成型方法,其中,在所述注射装置中,在计量结束时关闭所述注入阀。
技术总结注射装置(3)包括设有气体注入口(25)的加热缸(17)、螺杆(18)、气体供给装置(27)和控制机构(4)。加热缸(17)的内部被分为上游侧的塑化区(20)、塑化区的下游侧的饥饿区(21)和饥饿区的下游的压缩区(22)。气体注入口(25)设有注入阀(28),其在饥饿区(21)中向加热缸(17)内供给气体。加热缸(17)设有压力传感器(36)。控制机构(4)基于压力传感器(36)检测到的树脂压力来控制注入阀(28)。技术研发人员:内藤章弘,油布拓也受保护的技术使用者:株式会社日本制钢所技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240723/211485.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。