一种聚氨酯多层复合布料成型工艺的制作方法
- 国知局
- 2024-08-01 03:23:28
本发明涉及一种聚氨酯多层复合布料,更具体的说是一种聚氨酯多层复合布料成型工艺。
背景技术:
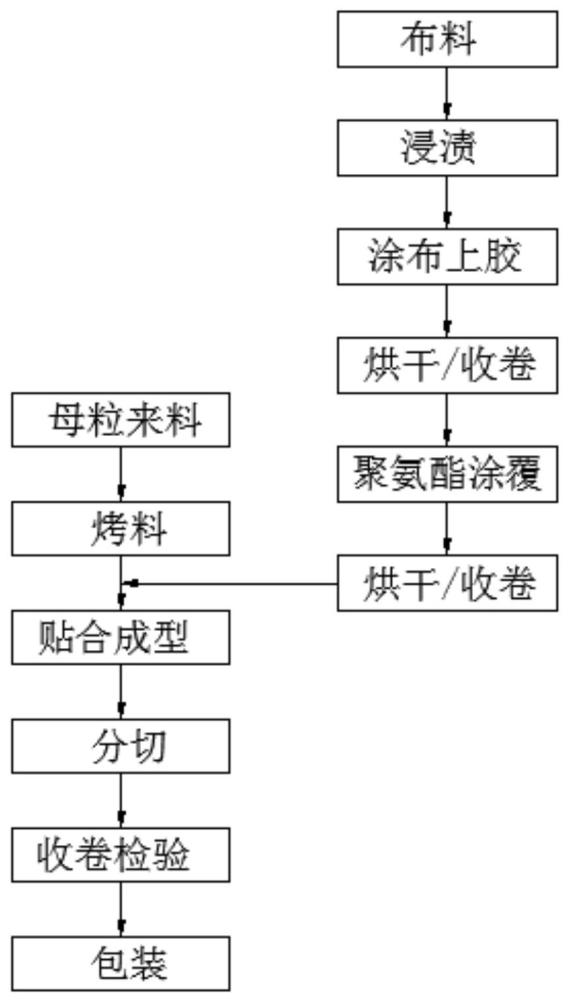
1、目前,大部分特殊功能性热塑性聚氨酯胶布依在强度性能、老化耐湿热性、使用寿命、加工性以及特殊功能性等众多方面存在不足。目前,常规的聚氨酯胶布制备方法为将聚氨酯胶水涂覆到改性纤维增强层的上下两面,烘干、收卷后经退卷装置,以热风预热激活后,再与流延tpu面膜和底膜在高温高压下贴合制得成品的tpu复合材料。本发明用聚酰氨纤维(尼龙)布、聚氨酯胶水、热塑性聚氨酯膜,在一定组合配比下,通过热贴合技术——“聚氨酯涂覆-熔融挤出贴合成型工艺”,其工艺流程为:聚酰氨纤维(尼龙)布先经涂布设备涂覆一定量的聚氨酯胶水,烘干成卷;后经涂覆设备在基布一面涂覆贴合一定量的热塑性聚氨酯面料,烘干成卷;再经流延设备在基布另一面熔融挤出贴合一定量的热塑性聚氨酯面膜,收卷成型,制得的热塑性聚氨酯胶布,为一种新型聚氨酯胶布制备工艺,此工艺制备的聚氨酯胶布具有高的力学性能、粘合强度、耐溶剂性、耐辐射热等优势,其性能远胜市面上常规聚氨酯胶布。
技术实现思路
1、本发明主要解决的技术问题是提供一种聚氨酯多层复合布料成型工艺,能够解决聚氨酯胶布在强度性能、老化耐湿热性、使用寿命、加工性以及特殊功能性等众多方面存在不足。
2、为解决上述技术问题,根据本发明的一个方面,更具体的说是一种聚氨酯多层复合布料成型工艺,包括以下步骤:
3、s1、将布料浸渍成阻燃布料;
4、s2、在所述阻燃布料上,进行涂布上胶,并将完成上胶的所述阻燃布料进行烘干,得到阻燃布料成品;
5、s3、制作聚氨酯母料
6、在挤出机烤料腔内对聚氨酯母粒、阻燃剂、耐水解剂、抗uv助剂进行预热混合,得到制作聚氨酯母料;
7、s4、制备聚氨酯涂层布
8、将聚氨酯母料、dmf、mek、阻燃剂,耐水解剂、抗uv助剂进行加热混合搅拌处理,得到聚氨酯涂层,将聚氨酯涂层涂覆在所述阻燃布料成品表面,得到聚氨酯涂层布;
9、s5、对聚氨酯多层复合布料成品进行贴合制备
10、采用预设的贴合机,将tpu复合在已制备的聚氨酯涂层布的背面,得到聚氨酯多层复合布料成品;
11、s6、对聚氨酯多层复合布料成品进行裁边、收卷、分切、包装,获得聚氨酯多层复合布料。
12、更进一步的,所述步骤s1的将布料浸渍成阻燃布料,包括:将布料放入阻燃剂放置槽中浸渍阻燃剂,并将完成阻燃剂浸渍的布料在桥式烘箱中进行烘干,得到阻燃布料,其中,布料在阻燃剂放置槽中的浸渍为速度:5m/min,桥式烘箱在烘干时,被设置为自40℃升温至160℃,并在升温至160℃后,自160℃降温至40℃。
13、更进一步的,所述步骤s2,包括:将布料放入涂布线上布涂胶,两面均匀涂覆二液型胶水,并将涂覆二液型胶水的布料在桥式烘箱内烘干,其中,桥式烘箱对布料进行烘干时,被设置为自40℃升温至160℃,并在升温至160℃后,自160℃降温至40℃。
14、更进一步的,所述步骤s4的制备聚氨酯涂层布,包括:
15、步骤s41,将20-40份聚氨酯母料、20-80份dmf、20-40份mek、5-30份阻燃剂,1-3份耐水解剂、0.1-3份抗uv助剂进行加热混合搅拌处理,得到聚氨酯涂层;
16、步骤s42,将聚氨酯涂层涂覆在所述阻燃布料成品表面得到聚氨酯涂层布,并在桥式烘箱内烘烤成型,得到聚氨酯涂层布,其中,所述桥式烘箱内的温度设定为40℃至160℃。
17、更进一步的,所述步骤s3中,将如下组分放入挤出机烤料箱内进行预热:
18、20-40份聚氨酯母粒
19、5-30份阻燃剂
20、1-3份耐水解剂
21、0.1-3份抗uv助剂份;
22、所述挤出机烤料腔内的温度设定为100℃至130℃。
23、更进一步的,在步骤s3的制造母料中,加入相变微胶囊。
24、更进一步的,所述步骤s5中,所述贴合机的贴合辊温度为:140-200℃、贴合辊压力为:30-60千克力。
25、本发明一种聚氨酯多层复合布料成型工艺的有益效果为:
26、通过设置涂覆-熔融挤出贴合成型的新型复合工艺,让其制作成的聚氨酯胶布具有高的力学性能、粘合强度、耐溶剂性、耐辐射热等优势,加工方便,操作简单,可进行大规模生产,大幅度节约时间,降低成本;
27、通过设置在母料内加入相变微胶囊,实现母料内含有相变微胶囊纤维,通过在温度达到一定值时,相变微胶囊内的相变材料会发生物理形态的相互转化(固—液),从而可以实现吸热和放热的功能,达到智能调温的目的。
技术特征:1.一种聚氨酯多层复合布料成型工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种聚氨酯多层复合布料成型工艺,其特征在于:所述步骤s1的将布料浸渍成阻燃布料,包括:将布料放入阻燃剂放置槽中浸渍阻燃剂,并将完成阻燃剂浸渍的布料在桥式烘箱中进行烘干,得到阻燃布料,其中,布料在阻燃剂放置槽中的浸渍为速度:5m/min,桥式烘箱在烘干时,被设置为自40℃升温至160℃,并在升温至160℃后,自160℃降温至40℃。
3.根据权利要求1所述的一种聚氨酯多层复合布料成型工艺,其特征在于:所述步骤s2,包括:将布料放入涂布线上布涂胶,两面均匀涂覆二液型胶水,并将涂覆二液型胶水的布料在桥式烘箱内烘干,其中,桥式烘箱对布料进行烘干时,被设置为自40℃升温至160℃,并在升温至160℃后,自160℃降温至40℃。
4.根据权利要求1所述的一种聚氨酯多层复合布料成型工艺,其特征在于:所述步骤s4的制备聚氨酯涂层布,包括:
5.根据权利要求1所述的一种聚氨酯多层复合布料成型工艺,其特征在于:所述步骤s3中,将如下组分放入挤出机烤料箱内进行预热:
6.根据权利要求5所述的一种聚氨酯多层复合布料成型工艺,其特征在于:在步骤s3的制造母料中,加入相变微胶囊。
7.根据权利要求1所述的一种聚氨酯多层复合布料成型工艺,其特征在于:所述步骤s5中,所述贴合机的贴合辊温度为:140-200℃、贴合辊压力为:30-60千克力。
技术总结本发明涉及户外、医疗、冲锋艇、气艇、气囊式防护用品领域;具体为一种聚氨酯多层复合布料成型工艺,包括以下步骤:S1、将布料浸渍成阻燃布料;S2、在所述阻燃布料上,进行涂布上胶,并将完成上胶的所述阻燃布料进行烘干;S3、制作聚氨酯母料;S4、制备聚氨酯涂层布;S5、对多层复合布料进行贴合制备;S6、对聚氨酯多层复合布料成品进行裁边、收卷、分切、包装,获得聚氨酯多层复合布料通过设置涂覆‑熔融挤出贴合成型的新型复合工艺,让其制作成的聚氨酯胶布具有高的力学性能、粘合强度、耐溶剂性、耐辐射热等优势,加工方便,操作简单,可进行大规模生产,大幅度节约时间,降低成本。技术研发人员:何建雄,谷庆风,樊辉受保护的技术使用者:东莞市雄林新材料科技股份有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212478.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表