一种夹具装置和包装焊接机以及电芯装夹方法与流程
- 国知局
- 2024-08-01 03:31:03
本申请涉及锂电池制造,特别涉及一种夹具装置和包装焊接机以及电芯装夹方法。
背景技术:
1、mylar膜具有良好的表面平整度、透明度、绝缘性和机械柔韧性,广泛应用于产品包装。尤其是在锂电池制造技术领域,电芯表面包覆mylar膜并焊接固定,增强对电芯的保护,以及电芯与壳体之间的绝缘。包装设备是将电芯和mylar膜放置在焊接装置中,mylar膜覆盖在电芯的表面后,焊接装置将mylar膜与盖板、负极支架焊接,从而完成mylar膜在电芯表面的包装和焊接。目前常见的包装设备所面临的问题是:mylar膜焊接时,电芯两端的盖板和负极支架的位置难以相对于电芯的正极和负极摆正。
技术实现思路
1、为解决上述技术问题中的至少之一,本申请提供一种夹具装置和包装焊接机以及电芯装夹方法,所采用的技术方案如下。
2、本申请所提供的包装焊接机包括夹具装置。
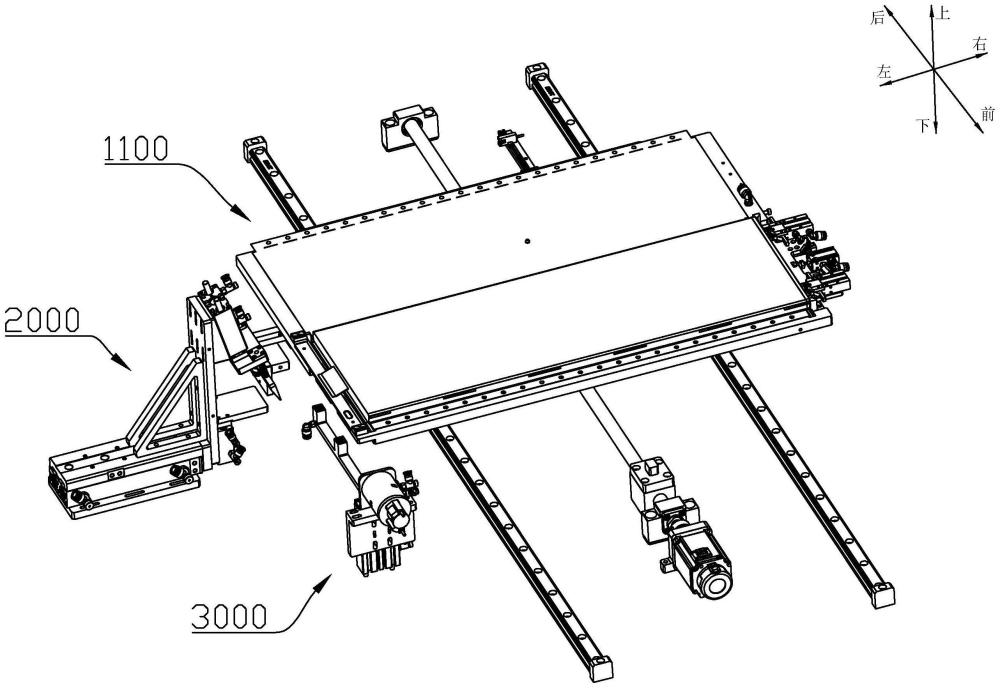
3、本申请所提供的夹具装置包括装载机构、折极耳机构和翻转机构,装载机构包括装载座,装载座用于放置mylar膜和电芯;折极耳机构包括折极耳组件,折极耳组件包括可移动的折刀,折刀用于下压电芯的极耳表面;翻转机构包括盖板翻转组件,盖板翻转组件包括可旋转的第一盖板抓取器,第一盖板抓取器用于抓取电芯上的极耳所连接的盖板并将盖板由平放翻转为立起;其中,装载机构还包括第二盖板抓取器,第二盖板抓取器设置于装载座,第二盖板抓取器用于抓取立起后的盖板并将盖板保持为立起的状态,且第二盖板抓取器抓取盖板上背向电芯正极的表面。
4、本申请的某些实施例中,折极耳机构包括第一前推组件,第一前推组件包括第一前推驱动器和第一前推座,折极耳组件设置于第一前推座,第一前推驱动器推动第一前推座,以使第一前推座沿靠近电芯的正极的方向移动。
5、本申请的某些实施例中,折极耳机构包括盖板抵压组件,盖板抵压组件设置于第一前推座,盖板抵压组件包括盖板抵压座,盖板抵压座用于抵压盖板的表面,以使第一盖板抓取器抓取盖板;其中,盖板抵压座能够向下移动和/或第一盖板抓取器能够向上移动。
6、本申请的某些实施例中,包装焊接机具有上料位和修正位,装载座能够移动以切换至上料位或修正位;其中,装载座在上料位时,mylar膜和电芯放置于装载座,装载座在修正位时,折极耳机构下压电芯的极耳以及翻转机构翻转盖板。
7、本申请的某些实施例中,夹具装置包括电芯定位机构,电芯定位机构包括电芯定位结构,装载座移动至上料位时,装载座处于电芯定位结构的下方,电芯定位结构用于定位电芯放置于装载座上的位置。
8、本申请的某些实施例中,装载机构包括支架抓取器,支架抓取器设置于装载座,支架抓取器用于在电芯的负极处抓取负极支架。
9、本申请的某些实施例中,第二盖板抓取器能够沿靠近电芯的正极的方向移动;和/或,支架抓取器能够沿靠近电芯的负极的方向移动。
10、本申请的某些实施例中,第一盖板抓取器设置有负压吸引部,负压吸引部以负压吸附的方式抓取盖板。
11、本申请所提供的电芯装夹方法基于夹具装置实施,电芯装夹方法包括如下工作流程:
12、将mylar膜或者焊接有侧托片的mylar膜放置于装载座的上表面,将电芯放置于装载座的mylar膜上;
13、折刀向下移动抵压极耳的表面并下压极耳,第一盖板抓取器抓取盖板并将盖板翻转,以使盖板由平放翻转为立起;
14、第二盖板抓取器抓取盖板上背向电芯正极的表面,第一盖板抓取器释放盖板,第二盖板抓取器保持盖板为立起的状态。
15、本申请的实施例至少具有以下有益效果:包装焊接机中,夹具装置通过设计折极耳机构和翻转机构将极耳所连接的盖板由平放翻转为立起并朝向电芯正极,且装载机构利用第二盖板抓取器从翻转机构中抓取盖板并将盖板保持为立起的状态,以使盖板保持为朝向电芯正极的状态。本申请可广泛应用于锂电池制造技术领域。
技术特征:1.一种夹具装置,其特征在于:包括
2.根据权利要求1所述的夹具装置,其特征在于:所述折极耳机构(2000)包括第一前推组件,所述第一前推组件包括第一前推驱动器(2201)和第一前推座(2202),所述折极耳组件设置于所述第一前推座(2202),所述第一前推驱动器(2201)推动所述第一前推座(2202),以使所述第一前推座(2202)沿靠近电芯的正极的方向移动。
3.根据权利要求2所述的夹具装置,其特征在于:所述折极耳机构(2000)包括盖板抵压组件,所述盖板抵压组件设置于所述第一前推座(2202),所述盖板抵压组件包括盖板抵压座(2301),所述盖板抵压座(2301)用于抵压盖板的表面,以使所述第一盖板抓取器(3101)抓取盖板;其中,所述盖板抵压座(2301)能够向下移动和/或所述第一盖板抓取器(3101)能够向上移动。
4.根据权利要求1所述的夹具装置,其特征在于:包装焊接机具有上料位和修正位,装载座(1101)能够移动以切换至所述上料位或所述修正位;其中,所述装载座(1101)在所述上料位时,mylar膜和电芯放置于所述装载座(1101),所述装载座(1101)在所述修正位时,所述折极耳机构(2000)下压电芯的极耳以及所述翻转机构(3000)翻转盖板。
5.根据权利要求1至4任一项所述的夹具装置,其特征在于:所述夹具装置(1000)包括电芯定位机构(1500),所述电芯定位机构(1500)包括电芯定位结构(1501),所述装载座(1101)移动至所述上料位时,所述装载座(1101)处于所述电芯定位结构(1501)的下方,所述电芯定位结构(1501)用于定位电芯放置于所述装载座(1101)上的位置。
6.根据权利要求1至4任一项所述的夹具装置,其特征在于:所述装载机构(1100)包括支架抓取器(1400),所述支架抓取器(1400)设置于所述装载座(1101),所述支架抓取器(1400)用于在电芯的负极处抓取负极支架。
7.根据权利要求6所述的夹具装置,其特征在于:所述第二盖板抓取器(1300)能够沿靠近电芯的正极的方向移动;和/或,所述支架抓取器(1400)能够沿靠近电芯的负极的方向移动。
8.根据权利要求1至4任一项所述的夹具装置,其特征在于:所述第一盖板抓取器(3101)设置有负压吸引部,所述负压吸引部以负压吸附的方式抓取盖板。
9.一种包装焊接机,其特征在于:包括如权利要求1至8任一项所述的夹具装置(1000)。
10.一种电芯装夹方法,其特征在于:所述电芯装夹方法基于如权利要求1至8任一项所述的夹具装置(1000)实施,所述电芯装夹方法包括
技术总结本申请公开了一种夹具装置和包装焊接机以及电芯装夹方法,包装焊接机包括夹具装置,夹具装置包括装载机构、折极耳机构和翻转机构,装载机构包括用于放置Mylar膜和电芯的装载座;折极耳机构包括折极耳组件,折极耳组件包括用于下压极耳的折刀;翻转机构包括盖板翻转组件,盖板翻转组件包括第一盖板抓取器,第一盖板抓取器用于抓取盖板并将盖板由平放翻转为立起;装载机构还包括设置于装载座的第二盖板抓取器,第二盖板抓取器用于抓取立起后的盖板并将盖板保持为立起的状态。本申请可广泛应用于锂电池制造技术领域。技术研发人员:董玉彬,黄俊强,李文钜受保护的技术使用者:厦门合南道智能科技有限公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/212837.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表