一种客车顶边弧面结构成型工装的制作方法
- 国知局
- 2024-08-01 03:32:57
本技术涉及客车,尤其涉及一种客车顶边弧面结构成型工装。
背景技术:
1、客车采用顶罩结构,在市面上更受欢迎,车顶中置电池和空调,顶罩两边采用客车顶边弧面结构安装,用于装饰客车顶盖布置,此类客车空间更大,而且整车布置更合理。
2、参见图5,客车顶边弧面结构3包括弧边骨架31和蒙皮32,弧边骨架31通过上纵梁311、下纵梁312和若干肋313焊接而成,蒙皮32焊接在弧边骨架31上。客车顶边弧面结构3长度在2m-6m之间,目前蒙皮32是开卷机将一整块钣金辊边成型所得,而后再将蒙皮32与弧边骨架31焊接成型,这导致客车顶边弧面结构3的生产存在几点问题:
3、(1)模具冲压成型钣金弧面,钣金尺寸很大,不利于生产控制成本;
4、(2)焊接质量差,蒙皮表面会产生波浪纹;
5、(3)模具成型后直接焊接,工装定位差,蒙皮32和弧边骨架31出现错位,影响整车外观质量;
6、(4)蒙皮32开卷辊边后,冲压会影响蒙皮32止口。
7、因此有必要设计一种客车顶边弧面结构成型工装,用于此类客车顶边弧面成型,解决模具冲压成本高、工装夹具等问题。
技术实现思路
1、本实用新型提供了一种客车顶边弧面结构成型工装,以解决上述现有技术中的技术问题。提高了生产效率
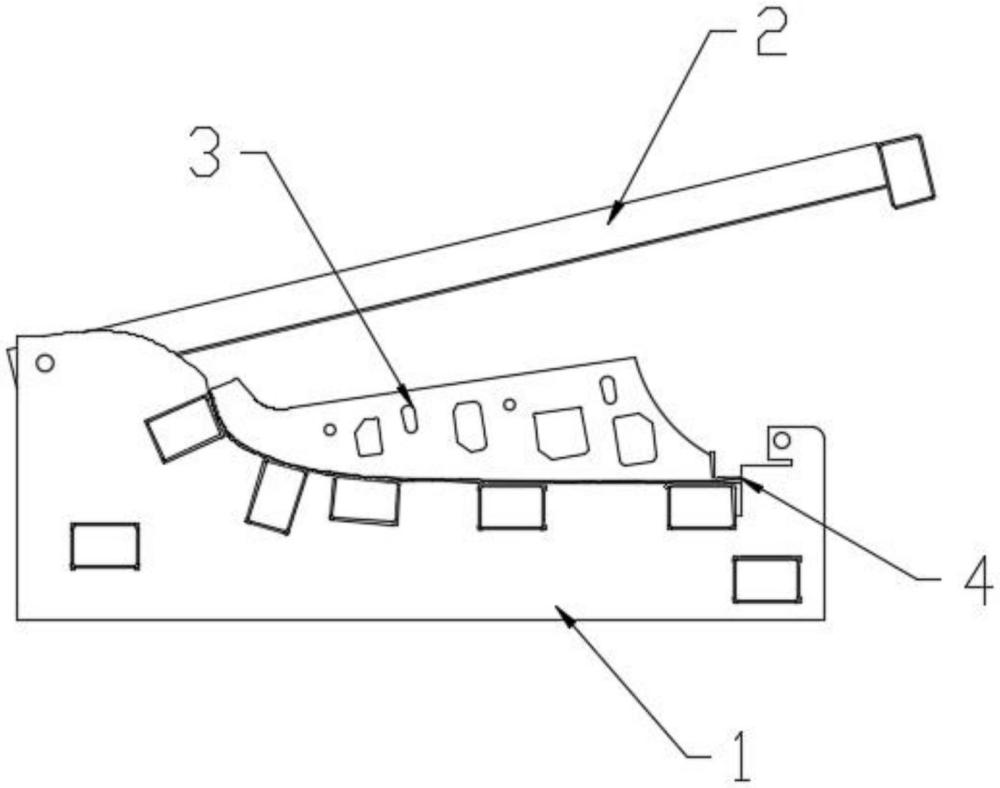
2、本实用新型采用的技术方案是:提供一种客车顶边弧面结构成型工装,所述客车顶边弧面结构包括弧边骨架和蒙皮,所述成型工装用于通过弧边骨架将蒙皮压制成弧面,所述成型工装包括:
3、固定骨架,其顶部设置有与蒙皮弧面相同的弧面结构;
4、旋转骨架,其一侧旋转连接在固定骨架的弧面结构的一侧,用于对弧边骨架进行下压。
5、进一步的,所述固定骨架包括多个弧形板、多个第一纵梁、转轴,多个第一纵梁固定安装在呈一字型排列的多个弧形板上,所述弧形板顶部具有和蒙皮相贴合的弧边,各弧形板顶部的弧边共面,所述转轴安装在弧形板顶部的一侧。
6、进一步的,所述第一纵梁为矩形钢管。
7、进一步的,一部分矩管的一个平面与弧形板顶部的弧边平齐。
8、进一步的,所述矩管上设置有耐磨层。
9、进一步的,还包括蒙板,所述蒙板与蒙皮具有相同的弧面,所述蒙板安装在各弧形板顶部。
10、进一步的,所述旋转骨架包括压柄和多个横梁,所述横梁一端连接所述转轴上,所述横梁另一端与压柄固定连接。
11、进一步的,所述转轴为圆形钢管或圆钢。
12、进一步的,所述转轴通过轴承安装在弧形板上,所述横梁一端固定连接所述转轴上;或者,所述转轴固定连接在弧形板上,所述转轴与所述横梁一端预设的通孔连接;或者,所述转轴与弧形板上预设的通孔连接,所述横梁一端固定连接所述转轴上;或者,所述转轴固定连接在弧形板上,所述横梁一端通过轴承与所述转轴连接。
13、进一步的,所述固定骨架顶部还设置有对弧边骨架的一侧和蒙皮的一侧进行定位的定位止口。
14、本实用新型的有益效果是:
15、(1)成型工装将整片蒙皮固定,保证了蒙皮的平整度,且由于弧边骨架与蒙皮贴合,蒙皮底部在一条直线,因此焊接质量高,不会存在波浪纹。
16、(2)通过应用本实用新型提供的客车顶边弧面结构成型工装,保证了客车顶边弧面结构装饰件的表面平整度,可用于12米以下的客车蒙皮成型、焊接,满足客车生产的一致性,比开钢模具节约成本,制作简单,成本优势明显,与传统骨架和钣金焊接相比平整度明显提升。
17、(3)本实用新型提供的客车顶边弧面结构成型工装已经运用在公交客车8米、10米、12米车型上,生产了800多台客车,实际生产中,蒙皮生产周期由6车/天提高到11车/天,其中每车4片顶边弧面结构。
18、(4)模具费用初期投入15万左右,车间成型工装制作成本控制在2200元以内,成本大大降低。
19、(5)减少了焊接、打磨工序,工装固定后,工人在固定点位焊接,切割多余部分后,打磨集中工件的两端,人工和质量提高。蒙皮表面提升后,涂装车间刮灰量大大减少,喷涂更快。
技术特征:1.一种客车顶边弧面结构成型工装,所述客车顶边弧面结构包括弧边骨架和蒙皮,其特征在于,所述成型工装用于通过弧边骨架将蒙皮压制成弧面,所述成型工装包括:
2.根据权利要求1所述的客车顶边弧面结构成型工装,其特征在于,所述固定骨架包括多个弧形板、多个第一纵梁、转轴,多个第一纵梁固定安装在呈一字型排列的多个弧形板上,所述弧形板顶部具有和蒙皮相贴合的弧边,各弧形板顶部的弧边共面,所述转轴安装在弧形板顶部的一侧。
3.根据权利要求2所述的客车顶边弧面结构成型工装,其特征在于,所述第一纵梁为矩形钢管。
4.根据权利要求3所述的客车顶边弧面结构成型工装,其特征在于,一部分矩管的一个平面与弧形板顶部的弧边平齐。
5.根据权利要求4所述的客车顶边弧面结构成型工装,其特征在于,所述矩管上设置有耐磨层。
6.根据权利要求2所述的客车顶边弧面结构成型工装,其特征在于,还包括蒙板,所述蒙板与蒙皮具有相同的弧面,所述蒙板安装在各弧形板顶部。
7.根据权利要求2所述的客车顶边弧面结构成型工装,其特征在于,所述旋转骨架包括压柄和多个横梁,所述横梁一端连接所述转轴上,所述横梁另一端与压柄固定连接。
8.根据权利要求7所述的客车顶边弧面结构成型工装,其特征在于,所述转轴为圆形钢管或圆钢。
9.根据权利要求8所述的客车顶边弧面结构成型工装,其特征在于,所述转轴通过轴承安装在弧形板上,所述横梁一端固定连接所述转轴上;或者,所述转轴固定连接在弧形板上,所述转轴与所述横梁一端预设的通孔连接;或者,所述转轴与弧形板上预设的通孔连接,所述横梁一端固定连接所述转轴上;或者,所述转轴固定连接在弧形板上,所述横梁一端通过轴承与所述转轴连接。
10.根据权利要求1所述的客车顶边弧面结构成型工装,其特征在于,所述固定骨架顶部还设置有对弧边骨架的一侧和蒙皮的一侧进行定位的定位止口。
技术总结本技术公开了一种客车顶边弧面结构成型工装,客车顶边弧面结构包括弧边骨架和蒙皮,成型工装用于通过弧边骨架将蒙皮压制成弧面,成型工装包括:固定骨架,其顶部设置有与蒙皮弧面相同的弧面结构;旋转骨架,其一侧旋转连接在固定骨架的弧面结构的一侧,用于对弧边骨架进行下压。通过应用本技术提供的客车顶边弧面结构成型工装,保证了客车顶边弧面结构装饰件的表面平整度,可用于12米以下的客车蒙皮成型、焊接,满足客车生产的一致性,比开钢模具节约成本,制作简单,成本优势明显,与传统骨架和钣金焊接相比平整度明显提升。且由于弧边骨架与蒙皮贴合,蒙皮底部在一条直线,因此焊接质量高,不会存在波浪纹。技术研发人员:刘军,梁强,曹娜,傅汉涛,杨敏,钟月红受保护的技术使用者:成都客车股份有限公司技术研发日:20231124技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/213032.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表