一种重力式管材牵引机及控制方法与流程
- 国知局
- 2024-08-01 03:43:50
本发明属于管材制造领域,具体涉及一种重力式管材牵引机及控制方法。
背景技术:
1、玻璃钢管道连续缠绕生产线生产出的管材可以是裁切成任意长度的,其基本原理是:连续缠绕模具环向旋转,将浸润树脂的玻璃纤维缠绕到模具上,同时缠绕模具还提供轴向推进力,将已缠绕好的铺层不断向模具出口方向推进,在离开缠绕模具前经过固化装置,这样离开模具的是经过固化的成品管材;当成品管材的长度达到要求时,用切割机进行切割,成品管材下线。常见的连续缠绕模具包括步进式、钢带凸轮式等多种类型,目前都有较为广泛的应用。
2、从市政给排水工程质量的角度出发,玻璃钢管材的单节长度越长,管道工程中需要的接头数量越小,施工过程越简单,管道闭水性能越可靠。尤其是有的新型连续缠绕模具结构紧凑、便于运输,具备在工程现场生产的能力,使超长规格管材(如单管长度达到24米以上)避免了公路运输的制约,在工程中应用成为可能。然而,当生产的管材过长时,由于成品管材整体在多个托管轮的支撑下边旋转边前进,管道越长,托管轮越多,环向和轴向阻力越大;环向阻力可以用电机带动的主动托管轮抵消,而连续缠绕模具的轴向推进力往往受其机械结构限制,难以满足要求,可能出现步进式模具螺距变小、钢带凸轮式模具出现钢带交叠等问题,因此额外轴向阻力的抵消是保证连续缠绕生产线稳定生产的必要条件,理想的办法是在生产线上加入专门的轴向牵引机来进行助力。
3、对于玻璃钢管道连续缠绕生产线所需的轴向牵引机,需要适应管道的环向旋转,并且提供较为恒定的轴向牵引力,不能影响连续缠绕模具的正常工作。申请号201611160361.8的中国专利公开了一种管材旋转牵引机,包括机架、旋转传动系统、牵引系统、电气系统,本旋转牵引机能按各种需求提供挂紧力,且一边稳定牵引管材直线运动一边让管材沿中心线旋转。这种牵引机理论上能够满足玻璃钢管道连续缠绕生产线的轴向牵引要求,即既能够环向旋转,又能够提供轴向牵引力,但也存在较大的技术挑战:一是牵引机的环向转动如果为主动,即有专门电机带动,则可能与缠绕模具的环向转速不完全一致或者来回波动,对缠绕模具的环向转动造成冲击;二是缠绕模具轴向推进速度很慢,需要有很大减速比的减速机进行减速,以匹配轴向推进速度,这类减速机体积重量巨大,且电机力矩的轻微波动会被急剧放大,从而造成轴向牵引力的不稳定,同时也存在轴向牵引速度与缠绕模具的轴向牵引速度不匹配的问题,对缠绕模具的轴向运动造成冲击。
技术实现思路
1、本发明提供了一种重力式管材牵引机及控制方法,解决了现有技术中的牵引机的环向转动采用专门电机等主动驱动时,则可能导致与缠绕模具的环向转速不完全一致或者来回波动,对缠绕模具的环向转动造成冲击的问题。
2、其次,现有技术的牵引机缠绕模具轴向推进速度很慢,因此需要有很大减速比的减速机进行减速,以匹配轴向推进速度,这就导致了这类减速机体积重量巨大,且电机力矩的轻微波动会被急剧放大,从而造成轴向牵引力的不稳定,同时也存在轴向牵引速度与缠绕模具的轴向牵引速度不匹配的问题,以及对缠绕模具的轴向运动造成冲击进而损坏的问题。
3、为了实现发明目的,本发明采用如下技术方案:
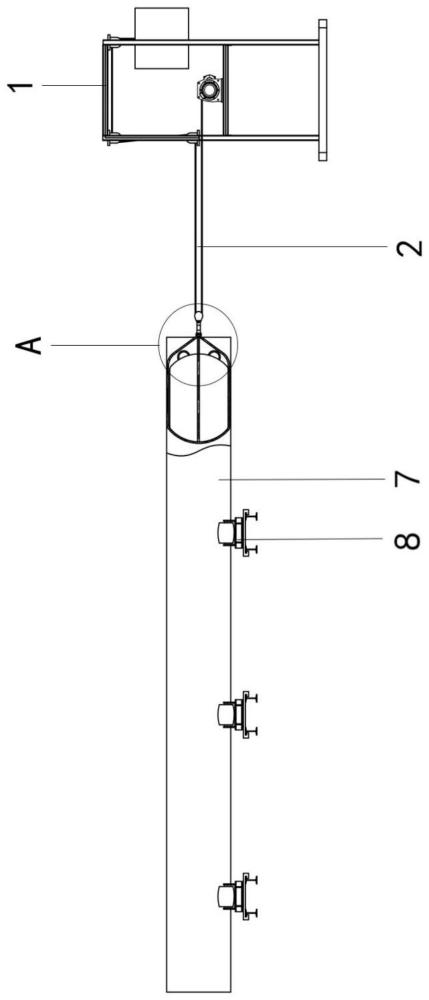
4、一种重力式管材牵引机,包括牵引机,包括框架式的机架,机架一侧面顶部和底部各设有前置定滑轮,且机架中部安装有电动绞盘,电动绞盘内安装有牵引索,牵引索由电动绞盘伸出穿过悬空定滑轮后依次穿过机架一侧面底部和顶部所设的前置定滑轮,随后所述牵引索穿过与前置定滑轮相对的机架侧面顶部设置的后置定滑轮并与牵引配重块连接。
5、作为优选,所述悬空定滑轮与牵引索配合安装,且所述悬空定滑轮外部的一端与旋转牵引头配合连接,所述旋转牵引头为块状结构,两端设有凹槽,其凹槽内分别设有柱状的管材侧接头和牵引侧接头,所述管材侧接头和牵引侧接头可相互自由旋转。
6、作为优选,所述牵引侧接头与悬空定滑轮配合连接,所述管材侧接头与管道夹持装置连接,所述管道夹持装置包括牵引绳,所述牵引绳为两根相互垂直的穿过管材侧接头并与管材侧接头固定连接,两根所述牵引绳固定于管材的内壁上并与管材的内壁紧密贴合。
7、作为优选,所述管道夹持装置还包括气囊,所述气囊安装在管材内,两根所述牵引绳位于管道与气囊之间,且所述气囊紧贴管材内壁,所述气囊近于管材侧接头的侧面上设有扩张环,所述扩张环的外径与管材内壁匹配,所述扩张环设有四个缺口并一一对应的容纳有牵引绳。
8、作为优选,所述牵引配重块内部具备一个空腔,因此牵引配重块的重量是可调的,所述牵引配重块的空腔采用管路与外界储液箱形成回路,并且在管路上还设有电控水泵,外界储液箱的输入输出的时机由电控水泵根据牵引管材的长度进行判断。
9、作为优选,所述牵引配重块内部所设置的空腔,还可以采用不同密度的砝码对牵引配重块的重量进行调整,调整时机由控制系统根据牵引管材的长度进行判断。
10、作为优选,在管材内部还可采用丝杆代替气囊,所述丝杆安装在管材内部,其两端头紧贴管壁,并且所述丝杆两端头设有卡口,所述牵引绳容纳于卡口中并紧贴管材内壁。
11、作为优选,两个所述前置定滑轮和后置定滑轮与牵引索和牵引配重块均位于同一平面内。
12、作为优选,所述牵引配重块与机架之间设有垂直于地面导轨,牵引配重块可沿导轨进行上下移动。
13、作为优选,所述管材底部设有若干个等间隔分布的托管轮。
14、一种重力式管材牵引机的控制方法,包括以下步骤:
15、s1.当管材达到需求长度从而需要牵引时,将管道夹持装置固定于管材内壁上,此时旋转牵引头的管材侧随管材旋转,牵引侧则不旋转;
16、s2.启动牵引机控制系统,控制系统启动电动绞盘将牵引配重块以较小的加速度提升到上限位;
17、s3.电动绞盘关闭,电动绞盘刹车锁定保证不会自由转动;
18、s4.牵引配重块按照管材生产速度的1/2缓慢下降,作用在管材上的牵引力需保持恒定;
19、s5.当牵引配重块到达下限位时,控制系统再次启动电动绞盘,再次将牵引配重块以较小的加速度提升到上限位;
20、s6.停止电动绞盘并刹车锁定;
21、s7.在控制系统控制下重复步骤s4至s6,实现持续牵引管材;
22、s8.若生产管材长度很长,牵引过程中阻力变化较大,对缠绕模具轴向载荷的控制比较严格,则牵引机控制系统可以根据管材长度或工作的托管轮数量动态调整牵引配重块的重量。
23、与现有技术相比,本发明的有益效果时:
24、(1)用牵引配重块的重力作为牵引力,只要牵引配重块质量不变,理论上牵引力也不会变,牵引力更加恒定;通过牵引配重块重量的调整,可以基本抵消托管轮造成的额外轴向阻力。
25、(2)没有主动的速度控制,即环向速度、轴向速度都是被动的,可避免复杂的传动系统,并由此可能导致的与连续缠绕模具速度不匹配,造成冲击的问题。
26、(3)本发明结构简单、成本低廉、操作使用方便,具有很大的推广价值。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213737.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表