一种异形密封圈硫化成型模具及其异形密封圈的制作方法
- 国知局
- 2024-08-01 03:48:58
本技术涉及橡胶密封件加工,具体而言,涉及一种异形密封圈硫化成型模具及其异形密封圈。
背景技术:
1、橡胶密封件是汽车水泵中的核心部件之一,橡胶密封件的性能直接影响着汽车水泵的冷却效果,一直以来对于汽车水泵用橡胶密封件性能要求非常严格。
2、由于三元乙丙(也称epdm)橡胶具有良好的抗老化等性能,目前在汽车水泵用橡胶密封圈多有采用。但epdm橡胶门尼高,流动性不太好,加工性能相对较差,对于圆形、矩形等规则形状的密封圈,一般主要通过控制硫化时的参数提高其流动性;对于形状极其不规则的异形密封圈,则加工难度较大,甚至胶料无法有效填充满型腔,造成产品缺陷,即使成型,其在高温高压工况下的抗形变能力也很难保证。
3、经检索发现,申请号为2020209396503的中国实用新型专利公开了一种带撕边结构的水泵异形密封圈橡胶模具,该模具包括上、下模具、二者对应设有型腔,型腔内套设有内径撕边,外套设有外径撕边;沿周向设有多处定位凸点;上模内径撕边与下模内径撕边以及上模外径撕边与下模外径撕边对应设置,摒弃手工形式去除橡胶飞边结构,节约时间,提高了生产效率。
4、上述方案中撕边均为倒v字型结构,该型结构呈现出较为尖锐的角度,一定程度上影响了撕边效果。
5、此外,现有技术中汽车水泵用异形密封圈形状不规则,往往需手工填块状半成品胶料,操作困难且操作时间较长,由于模具表面温度高达170℃,长时间操作也易于被烫伤,且操作不当也会使产品脱模撕坏。而开发一模多穴的量产模具,由于操作时间过于漫长,模具表面温度下降,也会产生异形密封圈欠硫风险。而一旦欠硫,异形密封圈在使用过程中易于被压缩永久变形而不能起到密封作用。
技术实现思路
1、1.实用新型要解决的技术问题
2、本实用新型的目的在于解决现有技术中存在的异形密封圈制作过程中撕边效率不高、脱模易撕坏、飞边粘附、飞边厚度不一致、半成品胶料填入模具不方便等问题之中的一个或多个,开发一种一模多穴的量产模具,提高了产品质量和生产效率。
3、2.技术方案
4、为实现上述目的,本实用新型提供如下技术方案:
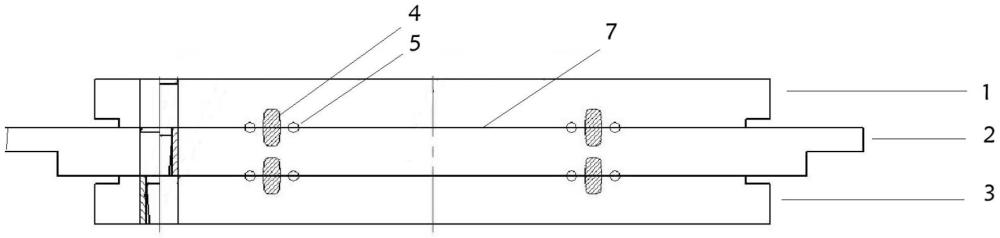
5、本实用新型的一种异形密封圈硫化成型模具,包括上模具和下模具,所述上模具加工有第一型腔,所述第一型腔内外圈设置有第一半圆形撕边筋;所述下模具上加工有与所述上模具对称的第二型腔,所述第二型腔内外圈设置有与所述第一半圆形撕边筋对称的第二半圆形撕边筋;所述上模具和所述下模具合模后,对称的第一型腔和第二型腔形成产品型腔,对称的第一半圆形撕边筋和第二半圆形撕边筋形成0形撕边筋。
6、进一步地,在上模具所述第一型腔外圈设置有第一半椭圆波浪纹,在下模具所述第二型腔外圈设置有与第一半椭圆波浪纹对称的第二半椭圆波浪纹,在所述上模具与所述下模具合模后,所述第一半椭圆波浪纹与所述第二半椭圆波浪纹形成椭圆形波浪纹。
7、进一步地,所述产品型腔包括型腔小圈和型腔大圈,在下模具所述型腔小圈内设置有溢胶槽。
8、进一步地,下模具型腔小圈与型腔大圈交接处、且靠近所述型腔大圈一侧的夹角部位设有防撕坏保护筋,所述防撕坏保护筋与所述第二半圆形撕边筋相连接。
9、进一步地,所述0形撕边筋尺寸为φ1.5mm-φ2.5mm,且与产品型腔的距离a为0.1-0.3mm。
10、进一步地,所述椭圆形波浪纹宽度c为0.5-1mm、高度e为0.3-0.8mm,距离圆形撕边筋距离b为1-2mm,所述椭圆形波浪纹为3道、波浪纹之间距离d为1-2mm。
11、进一步地,所述溢胶槽直径为10-20mm、深0.3-0.8mm、底部倒角r0.2-0.8。
12、进一步地,还包括中模具,所述中模具的上表面与所述下模具的设置相一致,所述中模具的下表面与所述上模具的设置相一致。
13、进一步地,还包括用于装卸半成品胶料料胚的辅助填料板,所述辅助填料板包括上板和下板,所述上板和下板上均匀设置有若干与产品型腔尺寸大小相匹配的通孔,所述通孔的中心连线组成的形状与所述型腔相一致,当投放半成品胶料料胚时,使上板与下板通孔相互错开以便于下板支撑胶料;当投放完成后,使上板与下板通孔相互对应,半成品胶料料胚落入产品型腔。
14、本实用新型的一种异形密封圈,所述密封圈由硫化成型模具加工而成,所述异形密封圈包括密封圈大圈和密封圈小圈,所述密封圈大圈和所述密封圈小圈之间共用一段异形密封段,所述异形密封段与所述密封圈小圈之间的夹角至少一个呈钝角,所述异形密封段与密封圈大圈之间的夹角至少一个呈锐角。
15、3.有益效果
16、采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
17、(1)通过设置0型撕边筋,在硫化成型后修边过程中,只需沿着产品任意一个部位,即可很容易将过多的飞边撕掉,改善了修边质量,提高了生产效率,降低了制造成本;
18、(2)通过设置椭圆形波浪纹,使得型腔四周过多的胶料可以溢入波浪纹之中,从而解决型腔四周飞边过薄而产生的飞边粘附问题;
19、(3)通过型腔小圈内设置溢胶槽,便于多余胶料溢入溢胶槽,使得橡胶小圈与橡胶大圈飞边厚度保持合理一致,同时,也加大了模具单位型腔的合模压力,使半成品胶料更加均匀地填充满型腔;
20、(4)通过设置防撕坏保护筋,在手工撕边时可以任意撕保护筋或撕边筋从而更容易地将飞边撕掉,同时,可以保护产品夹角部位在脱模瞬间受到应力集中而不被撕坏;
21、(5)通过设置辅助填料板,可以将半成品胶料快速填入模具型腔,且胶料与胶料之间保持一定间距,合模、上压,胶料可以快速均匀地填充满型腔,杜绝了缺胶风险。
技术特征:1.一种异形密封圈硫化成型模具,包括上模具(1)和下模具(3),其特征在于,所述上模具(1)加工有第一型腔(41),所述第一型腔(41)内外圈设置有第一半圆形撕边筋(51);所述下模具(3)上加工有与所述上模具(1)对称的第二型腔(42),所述第二型腔(42)内外圈设置有与所述第一半圆形撕边筋(51)对称的第二半圆形撕边筋(52);所述上模具(1)和所述下模具(3)合模后,对称的第一型腔(41)和第二型腔(42)形成产品型腔(4),对称的第一半圆形撕边筋(51)和第二半圆形撕边筋(52)形成0形撕边筋(5)。
2.根据权利要求1所述的成型模具,其特征在于,在上模具(1)所述第一型腔(41)外圈设置有第一半椭圆波浪纹(61),在下模具(3)所述第二型腔(42)外圈设置有与第一半椭圆波浪纹(61)对称的第二半椭圆波浪纹(62),在所述上模具(1)与所述下模具(3)合模后,所述第一半椭圆波浪纹(61)与所述第二半椭圆波浪纹(62)形成椭圆形波浪纹(6)。
3.根据权利要求2所述的成型模具,其特征在于,所述产品型腔(4)设置有型腔小圈(43)和型腔大圈(44),在下模具(3)型腔小圈(43)内设置有溢胶槽(8)。
4.根据权利要求3所述的成型模具,其特征在于,所述下模具(3)型腔小圈(43)与型腔大圈(44)交接处、且靠近所述型腔大圈(44)一侧的夹角部位设有防撕坏保护筋(9),所述防撕坏保护筋(9)与所述第二半圆形撕边筋(52)相连接。
5.根据权利要求1所述的成型模具,其特征在于,所述0形撕边筋(5)尺寸为φ1.5mm-φ2.5mm,且与产品型腔(4)的距离a为0.1-0.3mm。
6.根据权利要求2所述的成型模具,其特征在于,所述椭圆形波浪纹(6)宽度c为0.5-1mm、高度e为0.3-0.8mm,距离圆形撕边筋(5)距离b为1-2mm,所述椭圆形波浪纹(6)为3道、波浪纹之间距离d为1-2mm。
7.根据权利要求3所述的成型模具,其特征在于,所述溢胶槽(8)直径为10-20mm、深0.3-0.8mm、底部倒角r0.2-0.8。
8.根据权利要求1至7任一项所述的成型模具,其特征在于,还包括中模具(2),所述中模具上表面(7)与所述下模具(3)的设置相一致,所述中模具下表面与所述上模具(1)的设置相一致。
9.根据权利要求8所述的成型模具,其特征在于,还包括用于装卸半成品胶料料胚(10)的辅助填料板(11),所述辅助填料板(11)包括上板和下板,所述上板和下板上均匀设置有若干与产品型腔(4)尺寸大小相匹配的通孔(111),所述通孔(111)的中心连线组成的形状与产品型腔(4)相一致,当投放半成品胶料料胚(10)时,使上板与下板通孔相互错开以便于下板支撑胶料;当投放完成后,使上板与下板通孔相互对应,半成品胶料料胚落入产品型腔。
10.一种异形密封圈,由权利要求1至9任一项所述的成型模具加工而成,其特征在于,所述异形密封圈(12)包括密封圈大圈(122)和密封圈小圈(121),所述密封圈大圈(122)和所述密封圈小圈(121)之间共用一段异形密封段(123),所述异形密封段(123)与所述密封圈小圈(121)之间的夹角至少一个呈钝角,所述异形密封段(123)与密封圈大圈(122)之间的夹角至少一个呈锐角。
技术总结本技术公开了一种异形密封圈硫化成型模具及其异形密封圈。所述成型模具包括上模具和下模具,所述上模具加工有第一型腔,所述第一型腔内外圈设置有第一半圆形撕边筋;所述下模具上加工有与所述上模具对称的第二型腔,所述第二型腔内外圈设置有与所述第一半圆形撕边筋对称的第二半圆形撕边筋;所述上模具和所述下模具合模后,对称的第一型腔和第二型腔形成产品型腔,对称的第一半圆形撕边筋和第二半圆形撕边筋形成0形撕边筋,进一步的方案还包括椭圆波浪纹、溢胶槽、以及防撕坏保护筋。本技术提供的技术方案具有易于撕边、防止飞边粘附、飞边厚度均匀合理以及便于快速填充胶料等优点,提高了产品质量和生产效率。技术研发人员:芮巧红,魏二楼,金国秋受保护的技术使用者:安徽金三力高分子科技有限公司技术研发日:20231107技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214097.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表