一种基于复合材料止口定位结构的蒙皮合模工艺的制作方法
- 国知局
- 2024-08-01 03:49:30
本发明涉及合模工艺领域,具体地,涉及一种基于复合材料止口定位结构的蒙皮合模工艺。
背景技术:
1、在某型号无人机加工任务中,无人机机身碳纤维复合材料蒙皮分左右两半铺贴固化后,需要将左右蒙皮合模,形成整体机身蒙皮结构。在实际生产中,针对此类合模结构,工艺人员通过设计金属工装进行产品间定位,并在工装上进行合模操作等工序。但通过工装定位合模工序繁琐,原有合模工装共由12块工装拼接而成,由一块基板作为水平基准,在机身前、中、后位置分别设有用于限位保型的工装卡板,工装卡板均分左右两半。在合模时,需要先安装机身前部和中部的卡板,并将机身左右两半蒙皮零件置于其中,最后拼装机身后部卡板实现蒙皮零件的完全固定,整个拼装定位过程复杂。同时由于机身左右蒙皮零件边缘通过工人手工切除,导致边缘不够整齐,在工装上拼接时会产生干涉,需要反复取下打磨调整,直至边缘齐整无干涉。金属工装加工耗时长,增加额外成本;工装加工基准与零件成型基准不一致,容易由于基准偏差产生装配误差。
技术实现思路
1、为了解决该型号机身蒙皮合模工艺耗时长、成本高且难以保证高精度的问题,本发明提供一种基于复合材料止口定位结构的蒙皮合模工艺,该工艺核心为通过对原模具设计的改进,即在模具上设计添加镶块和压块结构,使产品固化后成型止口结构,利用止口结构实现左右两半机身蒙皮定位,后续采用铆接固定,在接缝处湿法铺覆玻璃纤维带增加连接强度的工艺流程合模。
2、为实现上述目的,本发明提供了一种基于复合材料止口定位结构的蒙皮合模工艺,所述工艺包括:
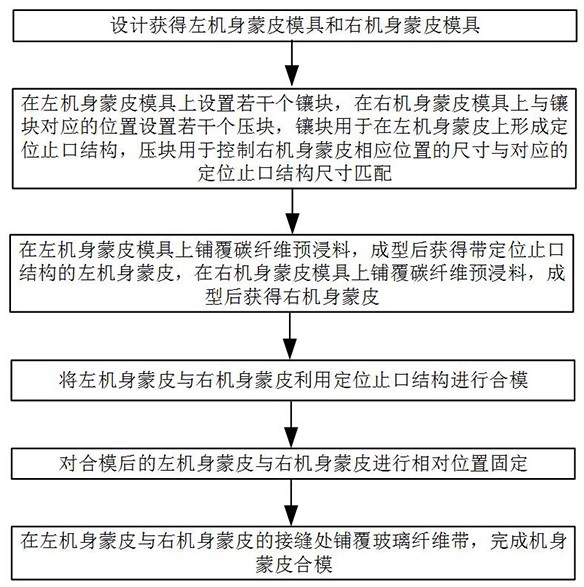
3、步骤1:获得左机身蒙皮模具和右机身蒙皮模具;
4、步骤2:在左机身蒙皮模具上设置若干个镶块,在右机身蒙皮模具上与镶块对应的位置设置若干个压块,镶块用于在左机身蒙皮上形成定位止口结构,压块用于控制右机身蒙皮相应位置的厚度尺寸,从而与对应止口结构的尺寸匹配;
5、步骤3:在左机身蒙皮模具上铺覆碳纤维预浸料,成型后获得带定位止口结构的左机身蒙皮,在右机身蒙皮模具上铺覆碳纤维预浸料,成型后获得右机身蒙皮;
6、步骤4:将左机身蒙皮与右机身蒙皮利用定位止口结构进行合模;
7、步骤5:对合模后的左机身蒙皮与右机身蒙皮进行相对位置固定;
8、步骤6:在左机身蒙皮与右机身蒙皮的接缝处铺覆玻璃纤维带,完成机身蒙皮合模。
9、其中,本发明在模具上设计镶块和压块,镶块用于成型定位基准,压块用于控制配合面的厚度尺寸精度,使产品固化后具备止口定位结构。
10、本发明解决其技术问题所采用的技术方案是:在左机身蒙皮模具上设计镶块多个,用于在产品上成型轴向和径向定位止口结构,通过贴膜保证定位面的光洁度,进而保证合模精度。在右侧机身蒙皮模具上设计压块多个,压块位置与左机身蒙皮模具上的止口位置对应,通过机械加工保证压块尺寸精度和表面光洁度,保证压块与模具之间的间隙尺寸,从而控制对应位置蒙皮成型厚度。左右机身蒙皮在成型后,通过止口接触面实现径向和轴向定位,并通过铆接方式固定相对位置,在接缝处采用湿法工艺铺覆玻璃纤维带进行补强,完成机身蒙皮合模。
11、该工艺实际充分利用碳纤维预浸料随形铺覆特性,通过将左右机身的定位基准与产品共同成型,减少了基准转换带来的装配误差,相比工装定位提高定位精度,实现左右机身蒙皮合模时的快速精确定位;其中,碳纤维预浸料是将碳纤维与树脂基体结合的复合材料中间体。其碳纤维形态为将碳纤维丝束按一定规则编织而成的碳纤维布;树脂形态为b阶段,即已完成部分固化,但未完全固化,具有一定流动性和粘性,可以较好地渗透并包裹碳纤维。预浸料即采用b状态树脂预浸碳纤维布,柔软且粘性强,可以很好地贴合在模具型面上,因此可以根据模具型面不同而固化为不同形状产品。
12、原有工艺需要额外机械加工组合式的工装;现有工艺不需要额外加工工装;原有工艺合模时需要进行工装的定位安装,同时左右蒙皮成型后,边缘存在大量毛边和多余无规则材料,合模时会产生干涉,导致相对位置不准,需要反复打磨或切割调整蒙皮从而消除干涉;现有工艺合模时主要靠止口定位,止口成型依靠配套镶块和压块保证,因此用于定位的型面精度和光洁度均较高,不需要额外加工,或仅需要进行少量打磨调整;原有工艺在合模时需要采用工装定位蒙皮,由于蒙皮外形均为圆滑型面,没有用于各向定位的基准平面,因此在定位时只能保证工装型面与蒙皮型面的大致贴合,工人只能通过肉眼进行调整,精度不高,工作量大;现有工艺通过止口定位,有定位基准面,只需将对应止口结构定位面贴合固定,因此工作量小。因此本工艺与传统工艺相比合模工艺得到大幅简化,节省工装加工经费与时间;该止口结构保留在机身中,相比原结构在一定程度上提高机身接缝处强度。同时,该结构设计思路也可以应用在其他类似的复合材料产品模和定位工序中,特别对于非标小批量产品具有较强的借鉴价值。
13、在一些实施例中,左机身蒙皮模具与右机身蒙皮模具为镜像件。
14、在一些实施例中,左机身蒙皮模具的轴向方向设有轴向镶块,左机身蒙皮模具的径向方向均设置有径向镶块,右机身蒙皮模具的轴向方向设有轴向压块,右机身蒙皮模具的径向方向均设置有径向压块。
15、在一些实施例中,所述步骤5具体包括:依靠止口结构定位左机身蒙皮与右机身蒙皮,并通过绑带缠绕捆绑固定,将缠绕捆绑固定后的左机身蒙皮与右机身蒙皮采用铆接与胶接混合固定的方式进行相对位置固定,采用绑带缠绕捆绑固定即通过机械压力使各处定位止口结构的定位面贴合紧密,完成初步临时定位,为后续铆接作业提供条件,铆接位置即各止口位置。采用铆钉即在通过绑带缠绕捆绑固定后,通过铆钉的机械方式使止口定位面贴合在一起,将各止口结构全部通过铆钉固定后,然后进行胶接,胶接使用3m环氧结构胶,从接触面缝隙通过针筒灌入,增加止口接触面之间的连接强度,即完成了对机身蒙皮的全部定位工作,此时可以松开绑带,解除临时定位。
16、在一些实施例中,所述步骤6采用湿法工艺在左机身蒙皮与右机身蒙皮的接缝处铺覆玻璃纤维带。湿法工艺在左右蒙皮接缝处铺覆玻璃纤维带,同时采用液态未固化树脂涂刷,并加热固化,用于加强接缝处的连接强度。
17、在一些实施例中,轴向镶块一端与左机身蒙皮模具外壁齐平,轴向镶块另一端从左机身蒙皮模具内壁向左机身蒙皮模具内部延伸。
18、在一些实施例中,轴向镶块通过定位销钉与左机身蒙皮模具定位,然后通过螺钉与左机身蒙皮模具连接。
19、在一些实施例中,径向镶块一端与左机身蒙皮模具连接,径向镶块另一端向左机身蒙皮模具内延伸。
20、在一些实施例中,径向镶块通过定位销钉与左机身蒙皮模具定位,然后通过螺钉与左机身蒙皮模具连接。
21、在一些实施例中,轴向压块和径向压块上均设有用于右机身蒙皮模具侧壁嵌入的嵌入槽,右机身蒙皮模具侧壁嵌入相应的嵌入槽后,通过锁紧螺钉从右机身蒙皮模具外向内穿过嵌入槽的一侧侧壁将右机身蒙皮模具与压块连接,嵌入槽另一侧内壁与右机身蒙皮模具之间预留有用于铺覆碳纤维预浸料的间隙。
22、在一些实施例中,所述步骤6具体包括:在左机身蒙皮与右机身蒙皮的接缝处铺覆玻璃纤维带可增强机身接缝处的结构强度,并涂刷环氧树脂形成湿法工艺,常温固化后完成机身蒙皮合模。
23、本发明提供的一个或多个技术方案,至少具有如下技术效果或优点:
24、本发明中的合模工艺简单,提高合模作业效率,成本低,合模精度高,提高了接缝处强度。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214149.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。