一种3D打印方法及装置
- 国知局
- 2024-08-01 04:02:07
本发明涉及3d打印,特别涉及一种3d打印方法及装置。
背景技术:
1、3d打印(3dp)即快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。3d打印机内装有金属、陶瓷、塑料、砂等不同的“打印材料”,是实实在在的原材料,打印机与电脑连接后,通过电脑控制可以把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物,因此该技术在珠宝、鞋类、工业设计、建筑、工程和施工(aec)、汽车,航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都有所应用。然而在fdm3d打印机应用的场景中,尤其是商业化的多个打印机“农场”,通常是打印较小的打印件,但也时常会遇到较大的打印件。若采用小打印机,则无法打印大零件;而采用大打印机,则会造成时间与空间一定程度上的浪费。
技术实现思路
1、本发明的目的在于,提供一种3d打印方法及装置。本发明可以根据实际打印任务来适配的进行3d打印,能够节约打印资源,也能降低打印成本,提高打印效率。
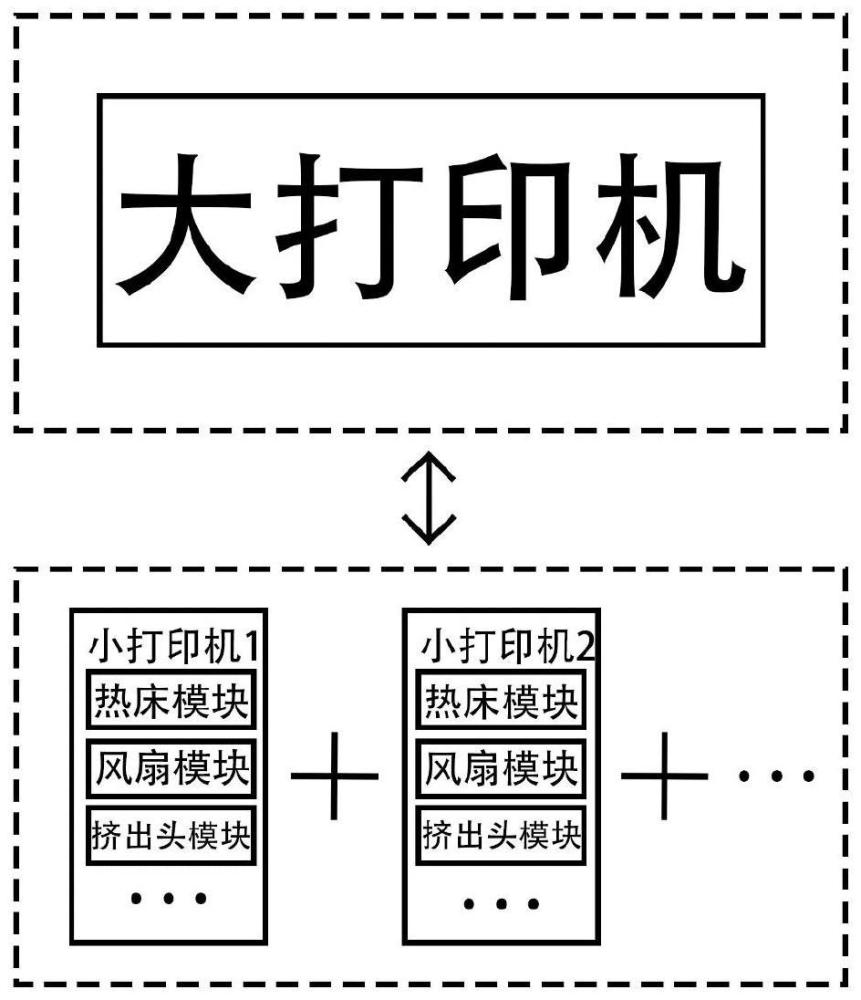
2、本发明提供的技术方案如下:一种3d打印方法,包括多个小打印机,由多个小打印机规模化配合形成大打印机;
3、当需要进行3d打印时,根据物件的大小,若单一小打印机满足打印任务,则由单一的小打印机单独处理,若小打印机不满足打印任务,则由大打印机中的小打印机共同处理。
4、上述的3d打印方法,还包括主机,所述主机与每个小打印机通讯连接;
5、在打印之前,所述主机对储存的打印文件进行拆包与分发,并传输给各个小打印机的储存模块;
6、在打印过程中,主机与小打印机之间传输命令数据,用于协调小打印机之间的进度以及应对突发命令。
7、前述的3d打印方法,在大打印机打印时,两个小打印机所打印的两个零件交界处采用多层交叉结构,以提高打印件的强度。
8、前述的3d打印方法,在创建打印文件时通过节点将打印任务分为多个阶段,打印节点用在打印交叉的区域,以避免打印时不同小打印机打印头之间的干扰。
9、前述的3d打印方法,所述小打印机的打印进程覆盖一定范围的节点,若某一打印机的打印节点超出打印进程所覆盖的部分,表示该小打印机打印速度过快或过慢,则执行额外的控制命令来暂停打印较快的打印机,然后在打印进程进入覆盖范围内后继续打印。
10、前述的3d打印方法,所述大打印机的打印过程具体如下:
11、步骤1、打印前准备:
12、步骤1.1、打印前电脑的切片软件导入各个小打印机的切片数据,小打印机打印交叉的区域、打印不交叉的区域也在切片前在切片软件中计算,以映射现实中小打印机的顺序以及重叠区域数据;
13、步骤1.2、切片时,假设大打印机仅有一个挤出头,对打印模型进行切片,得到整体的切片数据;
14、步骤1.3、由下至上对单层的切片分析:
15、步骤1.3.1、一层内有多条挤出头的运动路径,判断此路径是否有经过打印重叠区域,若无,则判断并标记挤出头序号;若有,即此路径有部分在打印重叠区域运行,执行步骤1.3.2操作;
16、步骤1.3.2、如果挤出机的路径是此层第一次经过这个重叠打印区域,则结合上一层添加的边缘路径,在此层添加加边缘路径;边缘路径为两个挤出头在该层打印范围的分界线,如果之前已经经过此区域,表示之前已经生成边缘路径,则执行1.3.3操作;
17、步骤1.3.3、如果此路径不经过边缘路径,正常执行1.3.1的操作,如果此路径经过边缘路径,则以边缘路径为分界点,拆分单挤出头的运动路径为多个挤出头的运动路径;
18、步骤1.4、一层内的所有挤出头路径分解完毕后,对下一层执行1.3操作,直到所有层执行完毕;
19、步骤1.5、对切片后的路径数据以小打印机为单位进行分拣,得到多份挤出机的运动路径,并以数据包的形式在打印交叉区域周围插入打印节点;
20、步骤1.6、将处理完成后的打印数据按打印机序号排列,整理成一个打印文件后导入主机;
21、步骤2、打印过程:
22、步骤2.1、打印前由主机将打印文件拆包后按打印机序号传输给各个小打印机;
23、步骤2.2、小打印机进行打印前的预热操作;
24、步骤2.3、小打印机开始打印,执行打印切片文件;
25、步骤2.4、在打印到重叠区域时,小打印机执行如下步骤:
26、步骤2.4.1、第一小打印机开始执行重叠区域a的打印路径时,按程序向主机发送“开始打印重叠区域a”的数据包;
27、步骤2.4.2、主机收到数据包后判断其相邻的第二小打印机是否在打印重叠区域a,若否,允许第一小打印机打印,若是,执行2.4.3操作。
28、步骤2.4.3、若第二打印机已在打印重叠区域,主机需要发送“暂停打印”的数据包给第一号打印机,并在收到第二小打印机“结束打印重叠区域a”的数据包后发送“继续打印”的数据包给第一小打印机,第一小打印机再继续打印工作,以避免挤出机碰撞事故;
29、步骤2.5、重复正常打印与步骤2.4操作,直到打印完成。
30、实现前述的3d打印方法的装置,包括主机和多个小打印机,每个所述小打印机均分别与主机连接;所述小打印机中设置有热床模块、打印头模块、风扇和显示交互模块;由多个小打印机规模化配合形成大打印机。
31、与现有技术相比,本发明通过将小打印机进行规模化配合以形成大的打印机,由此大打印机的模型可以多样化,能够适应不同大小的打印模型的打印任务需求,而且小打印机也可以自行实现相应的打印任务,从而能够节省打印资源,降低打印成本,提高打印效率。进一步的,本发明的小打印机可以通过采用统一规格的形式进行制造,能够自由组合应对不同的打印任务,而且小打印机的模块化设计使其方便更换、维修以及应用不同的打印场景。再进一步地,本发明针对大打印机的打印方式作了改进,一方面通过大打印机与小打印机之间的从属关系与通讯的设计,能够减少不同部件之间通信的数据量,提高模块化程度,另一方面在遇到小打印机打印交叉区域的地方,通过相应的切片分析,重叠区域数据构造以实现打印交叉区域的顺利打印,避免挤出机碰撞事故,通过设计了多层交叉方式以提高了打印交叉区域的模型强度。
技术特征:1.一种3d打印方法,包括多个小打印机,其特征在于:由多个小打印机规模化配合形成大打印机;
2.根据权利要求1所述的3d打印方法,其特征在于:还包括主机,所述主机与每个小打印机通讯连接;
3.根据权利要求2所述的3d打印方法,其特征在于:在大打印机打印时,两个小打印机所打印的两个零件交界处采用多层交叉结构,以提高打印件的强度。
4.根据权利要求2所述的3d打印方法,其特征在于:在创建打印文件时通过节点将打印任务分为多个阶段,打印节点用在打印交叉的区域,以避免打印时不同小打印机打印头之间的干扰。
5.根据权利要求4所述的3d打印方法,其特征在于:所述小打印机的打印进程覆盖一定范围的节点,若某一打印机的打印节点超出打印进程所覆盖的部分,表示该小打印机打印速度过快或过慢,则执行额外的控制命令来暂停打印较快的打印机,然后在打印进程进入覆盖范围内后继续打印。
6.根据权利要求2所述的3d打印方法,其特征在于:所述大打印机的打印过程具体如下:
7.实现根据权利要求1-6任一项所述的3d打印方法的装置,包括主机和多个小打印机,每个所述小打印机均分别与主机连接;所述小打印机中设置有热床模块、打印头模块、风扇和显示交互模块;其特征在于:由多个小打印机规模化配合形成大打印机。
技术总结本发明公开了一种3D打印方法及装置,包括多个小打印机,由多个小打印机规模化配合形成大打印机;当需要进行3D打印时,根据物件的大小,若单一小打印机满足打印任务,则由单一的小打印机单独处理,若小打印机不满足打印任务,则由大打印机中的小打印机共同处理。本发明可以根据实际打印任务来适配的进行3D打印,能够节约打印资源,也能降低打印成本,提高打印效率。技术研发人员:郑资翰,吴茗蔚,施祥受保护的技术使用者:浙江科技大学技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214337.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表