一种升降式弹顶块切换生产的模具结构及注塑工艺的制作方法
- 国知局
- 2024-08-01 04:06:04
本发明涉及汽车零件加工,具体涉及一种升降式弹顶块切换生产的模具结构及注塑工艺。
背景技术:
1、目前,随着汽车市场需求的多样化,部分汽车塑料件产品存在配置差异化,如某些高配置车型带摄像头,而低配置车型不带摄像头,高配置车型有雷达,而低配置车型无雷达配置,这些配置差异化体现在塑料件上,即塑料件上是否设计有安装某些差异零件的孔洞。如某车型关于前格栅包含高配置车型带摄像头、低配置车型不带摄像头这两种状态,则对应的高配置车型的前格栅101在摄像头安装区域102有孔(见图1a),低配置车型的前格栅101在摄像头安装区域102无孔(见图1b)。从两图中可知,两种状态的前格栅101,高配置车型和低配置车型的前格栅101边界尺寸保持一致,外观均为高亮黑注塑,而唯一的差异体现在中部摄像头安装区域102是否有孔,而是否有孔,会影响前格栅101注塑过程中的切换生产。
2、相关技术中,对于此类局部差异化的注塑产品,传统模具结构是采用镶件方式切换生产不同状态的产品。由于产品外观面定义为高亮黑注塑,因此,不允许采用凹模型腔镶件去实现切换生产,以免产生外观夹线缺陷问题,故只能采用凸模型芯镶件切换的方式,低配置车型的前格栅101在摄像头安装区域102无孔的注塑示意图如图2a,高配置车型前格栅101在摄像头安装区域102有孔的注塑示意图如图2b。
3、如图2a和图2b所示,凹模型腔103和凸模型芯106形成注塑型腔,注塑前格栅101。如图2a所示,当生产低配置车型在摄像头安装区域102无孔的前格栅101时,使用低配切换镶件104,由于低配切换镶件104与凹模型腔103之间是存在约等于一个料厚的间隙,因此,塑料熔胶可以填充摄像头安装区域102,注塑后得到无孔的前格栅101。当需要切换生产高配置车型在摄像头安装区域102有孔的前格栅101时,由于切换镶件通过反锁螺钉107锁在低配切换镶件104的背面,因此需要将模具从生产线卸载下来,并拆散模具结构,进一步从模具背面拆除反锁螺钉107、从凸模型芯106正面拆除低配切换镶件104,然后将高配切换镶件105正面装入凸模型芯106中,并从背面拧紧反锁螺钉107,再逐步将模具装配好,再次上生产线组织生产,注塑后得到摄像头安装区域102有孔的前格栅101。
4、但是,传统模具结构从上面切换生产的过程来看,存在如下缺陷:
5、①模具成本相对较高:不同的生产状态对应不同的模具切换镶件,因此,须准备2套镶件,模具的制造成本相对较高。
6、②操作复杂:每次切换生产不同配置的产品,往往须多人配合工作,将模具从生产线卸载,下机拆散,并更换不同配置的切换镶件,然后组装模具,再次上线组织生产,工人操作复杂繁琐,工人劳动强度高。
7、③切换效率低:从一种生产状态完成,到另一种生产状态的镶件切换完成,生产机台须停止生产、工人须按照步骤逐步操作,拆除模具,耗时耗力,生产效率低。
8、④能耗高:由于注塑过程中须对模具和塑料加热升温,尤其是高光注塑产品,一般须对模具加热至70℃以上,而切换生产过程中,为防止工人烫伤,须待模具冷却后方可操作,切换完成后,再次上机生产时,又须经过模具升温以达到具备生产的工艺条件,整个过程中,对生产线的能耗较高。
9、⑤镶件易丢失或损坏:1套模具对应2组切换镶件,如车间管理不善,镶件的存放出现问题,很有可能将其中一种状态的镶件遗失或者损坏。
技术实现思路
1、本技术提供一种升降式弹顶块切换生产的模具结构及注塑工艺,解决在面对局部差异化的注塑产品切换生产时传统模具结构的模具成本相对较高、操作复杂、切换效率低、能耗高及镶件易丢失或损坏的问题。
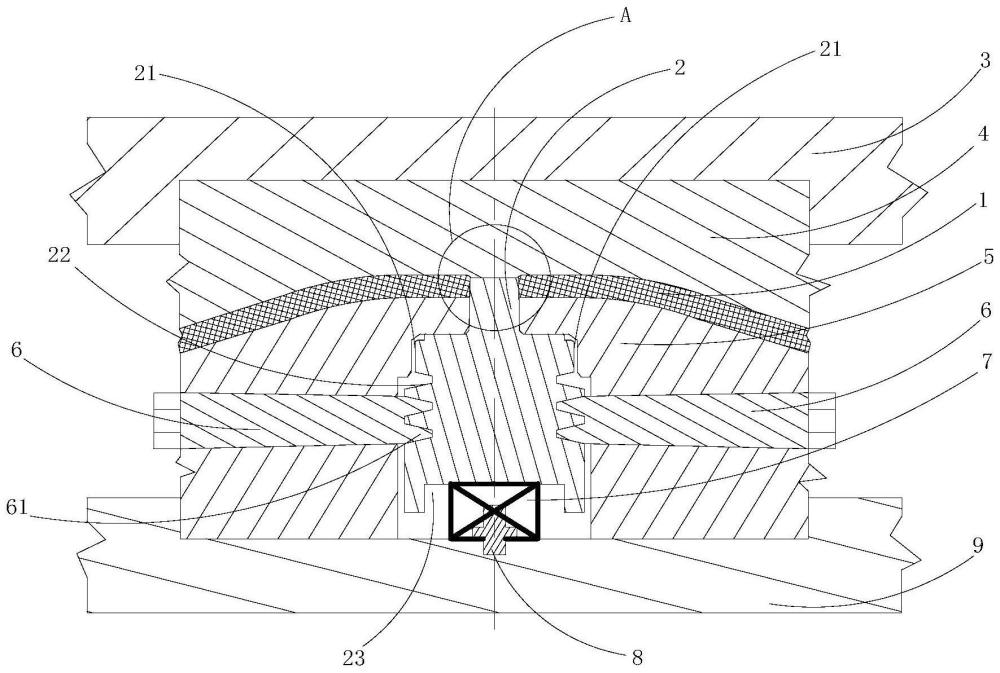
2、第一方面,本技术实施例提供一种升降式弹顶块切换生产的模具结构,包含凹模型腔和凸模型芯,所述凸模型芯内部开设竖直异形腔和水平隧道孔,且水平隧道孔连通于竖直异形腔中部;
3、所述模具结构还包含异形弹顶块和异形锁紧楔,所述异形弹顶块可上下升降设置于竖直异形腔内,且异形弹顶块顶部的圆台结构可从竖直异形腔伸出凸模型芯顶面;
4、所述异形锁紧楔可左右移动设置于水平隧道孔内,且异形锁紧楔端部用于插接异形弹顶块侧壁;
5、所述异形锁紧楔端部和异形弹顶块具有两种插接状态,第一种插接状态,所述圆台结构紧贴凹模型腔底面并用于生产带孔的注塑产品;第二种插接状态,所述圆台结构顶面平齐于凸模型芯顶面并用于生产无孔的注塑产品。
6、结合第一方面,在一种实施方式中,所述凸模型芯包含模具底板和凸模型芯模仁,所述模具底板水平设置,所述凸模型芯模仁固定于模具底板;所述竖直异形腔和水平隧道孔开设于凸模型芯模仁内,且竖直异形腔还容纳弹性元件;所述弹性元件通过固定销固定于模具底板,且弹性元件的顶端抵持于异形弹顶块底面;当异形锁紧楔端部与异形弹顶块无插接时,所述异形弹顶块在弹性元件作用下升起至最高位,且所述最高位为第一种插接状态的异形弹顶块所在位置。
7、结合第一方面,在一种实施方式中,所述弹性元件采用弹簧;所述固定销为中间大、两端小的台阶柱状结构,其上部用于防止弹簧偏转卡死,底部用于固定模具底板上,中部用于将弹簧底端压紧于模具底板上表面;所述异形弹顶块的底部设置用于限制弹簧摆动的凹槽沉孔。
8、结合第一方面,在一种实施方式中,所述异形锁紧楔的端部设置二级v型凸起,所述异形弹顶块的中部侧壁设置三级v型槽,所述三级v型槽从上往下分别为第一v型槽、第二v型槽和第三v型槽;
9、当异形锁紧楔的二级v型凸起插入第二v型槽和第三v型槽时,形成第一种插接状态;当异形锁紧楔的二级v型凸起插入第一v型槽和第二v型槽时,形成第二种插接状态。
10、结合第一方面,在一种实施方式中,所述二级v型凸起的v形角小于或等于所述三级v型槽的v形角;当异形锁紧楔的二级v型凸起插接异形弹顶块的三级v型槽时,所述异形锁紧楔末端的外六角结构露出凸模型芯。
11、结合第一方面,在一种实施方式中,所述异形弹顶块的中部左右两侧设置一段直身面,所述直身面与竖直异形腔的内壁直面配合。
12、结合第一方面,在一种实施方式中,所述凹模型腔底面对应圆台结构的位置设置向下的弧面圆台,所述弧面圆台与圆台结构同轴;所述弧面圆台用于使带孔注塑产品的圆孔朝向a面的一侧形成倒圆角;所述圆台结构顶面的直径比弧形圆台的底面直径大设定数值;所述圆台结构侧面角度为设定拔模角度。
13、第二方面,本技术实施例提供了一种升降式弹顶块切换生产的注塑工艺,采用上述模具结构,所述注塑工艺包含以下步骤:
14、在生产带孔的注塑产品时,所述模具结构的异形锁紧楔端部和异形弹顶块处于第一种插接状态,所述圆台结构紧贴凹模型腔底面,浇筑成型带孔的注塑产品;
15、当带孔的注塑产品生产结束后,将所述模具结构的异形锁紧楔端部和异形弹顶块从第一种插接状态切换至第二插接状态,所述圆台结构顶面平齐于凸模型芯顶面,浇筑成型无孔的注塑产品。
16、结合第二方面,在一种实施方式中,所述凸模型芯包含模具底板和凸模型芯模仁,所述模具底板水平设置,所述凸模型芯模仁固定于模具底板;所述竖直异形腔和水平隧道孔开设于凸模型芯模仁内,且竖直异形腔还容纳弹性元件;所述弹性元件通过固定销固定于模具底板,且弹性元件的顶端抵持于异形弹顶块底面;
17、在生产带孔的注塑产品时,抽出异形锁紧楔,使得异形锁紧楔端部和异形弹顶块无插接,异形弹顶块在弹性元件向上弹力作用下升到最高位,再用异形锁紧楔端部插接异形弹顶块,为第一种插接状态;
18、当带孔的注塑产品生产结束后,先抽出异形锁紧楔,通过圆台结构从上至下按压异形弹顶块,弹性元件压缩设定距离后,通过异形锁紧楔端部插接异形弹顶块,为第二种插接状态。
19、结合第二方面,在一种实施方式中,所述异形锁紧楔的端部设置二级v型凸起,所述异形弹顶块的中部侧壁设置三级v型槽,所述三级v型槽从上往下分别为第一v型槽、第二v型槽和第三v型槽;
20、当异形锁紧楔的二级v型凸起插入第二v型槽和第三v型槽时,形成第一种插接状态;当异形锁紧楔的二级v型凸起插入第一v型槽和第二v型槽时,形成第二种插接状态。
21、本技术实施例提供的技术方案带来的有益效果至少包括:
22、1.本技术的升降式弹顶块切换生产的模具结构,凸模型芯内部开设竖直异形腔和水平隧道孔,异形弹顶块可上下升降设置于竖直异形腔内,异形锁紧楔可左右移动设置于水平隧道孔内,异形锁紧楔端部和异形弹顶块具有两种插接状态,两种插接状态能够用于生产带孔的注塑产品和无孔的注塑产品;相对于传统镶件切换模具结构,本技术的模具结构用一个升降式弹顶块取代两套镶件,模具的制造成本相对较低,也不存在切换镶件的丢失或损坏;相对于传统镶件切换模具结构每次切换不同的产品往往需要多人配合卸载模具、切换镶件及组装模具,本技术的模具结构,仅需一人调整异形锁紧楔端部和异形弹顶块的插接状态,操作简单,省时省力;在线即可快速实现切换,无须停线、拆模、装配、再上线等复杂工作,前后仅须几分钟即可实现切换生产,切换效率高;本技术的模具结构,能够高效、稳定、灵活切换生产两种局部差异化的注塑产品,解决了传统镶件切换模具结构存在生产效率低、操作复杂、产线能耗高等问题。
23、2.本技术的模具结构,相对于传统镶件切换模具结构每次切换不同的产品往往需要多人配合卸载模具、切换镶件及组装模具,本技术的模具结构,仅需一人调整异形锁紧楔端部和异形弹顶块的插接状态,拔出异形锁紧楔,再插接即为第一种插接状态;按压异形弹顶块,然后再插接即为第二种插接状态,操作简单,省时省力,在线即可快速实现切换,无须停线、拆模、装配、再上线等复杂工作,前后仅须几分钟即可实现切换生产,切换效率高。
24、3.本技术的模具结构,异形锁紧楔的端部设置二级v型凸起,异形弹顶块的中部侧壁设置三级v型槽,切换生产带孔或不带孔的注塑产品时,只需要切换二级v型凸起插接三级v型槽的位置即可,切换灵活快捷。
25、4.本技术的模具结构,凹模型腔底面对应圆台结构的位置设置向下的弧面圆台,通过设定圆台结构顶面的直径比弧形圆台的底面直径大设定数值,形成设定段差,圆台结构侧面角度为设定拔模角度,使得注塑产品在变量孔区域进行了改进,基本不影响有孔注塑产品和无孔注塑产品的产品功能,最为关键点的是,倒圆角和段差有效保护了注塑产品的外观面不受影响,能够灵活方便的实现切换生产两个局部差异化的注塑产品。
26、5.本技术的注塑工艺,相对于传统镶件切换模具结构每次切换不同的产品往往需要多人配合卸载模具、切换镶件及组装模具,本技术的模具结构,仅需一人调整异形锁紧楔端部和异形弹顶块的插接状态,拔出异形锁紧楔,再插接即为第一种插接状态;按压异形弹顶块,然后再插接即为第二种插接状态,操作简单,省时省力,在线即可快速实现切换,无须停线、拆模、装配、再上线等复杂工作,前后仅须几分钟即可实现切换生产,切换效率高。本技术的注塑工艺,能够高效、稳定、灵活切换生产两种局部差异化的注塑产品,解决了传统镶件切换模具结构存在生产效率低、操作复杂、产线能耗高等问题。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214619.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表