一种挤出机胶料切换自动监控纯度的方法与流程
- 国知局
- 2024-08-01 04:08:07
本发明涉及轮胎生产,具体涉及一种挤出机胶料切换自动监控纯度的方法。
背景技术:
1、轮胎主要是由胎面、胎侧、三角胶、带束层、帘布、钢丝圈、内衬、冠带层部件组成,其中胎面与地面接触,主要有驱动、制动、防滑、减震和保护胎体等作用,其胶料性能还与轮胎磨耗、滚阻息息相关。为此需使用不同胶料压出胎面来对应满足轮胎的相关性能。在胎面压出时,必须进行胶料切换以确保胶料和产品性能符合预期要求。但在压出胶料切换时,必定会出现不同胶料混合的情况,而混胶的性能无法完全满足设计要求,易造成轮胎胎冠不耐磨、早期损坏等市场问题。为避免混胶发生,现行应对的措施有三种:
2、一、停机清空机头后再重新喂胶生产,但该措施存在效率低、损耗高等弊端。
3、二、根据经验回丝一定数量混胶胎面,人工确认胶料并记米进行剔除,该措施受主机手责任心及经验影响,导致胶料初度无法保证。
4、三、在不停机的情况下,通过螺杆转数控制区分前后纯胶料及混合胶料,但是该方法受胶料种类以及生产设备工艺参数的影响较大,无法准确区分控制胶料纯度。
5、综上,在精益生产大背景以及成本、周期条件的影响下,亟需对目前现有的措施做出调整和改变,令其更加适合产品设计及现代工业化生产趋势。
技术实现思路
1、为了解决上述技术问题,本发明提供了一种挤出机胶料切换自动监控纯度的方法,所述方法包括:
2、挤出机喂料口扫码上胶料;
3、主机接到胶料切换指令后,下载物料配方并进行电子检点;
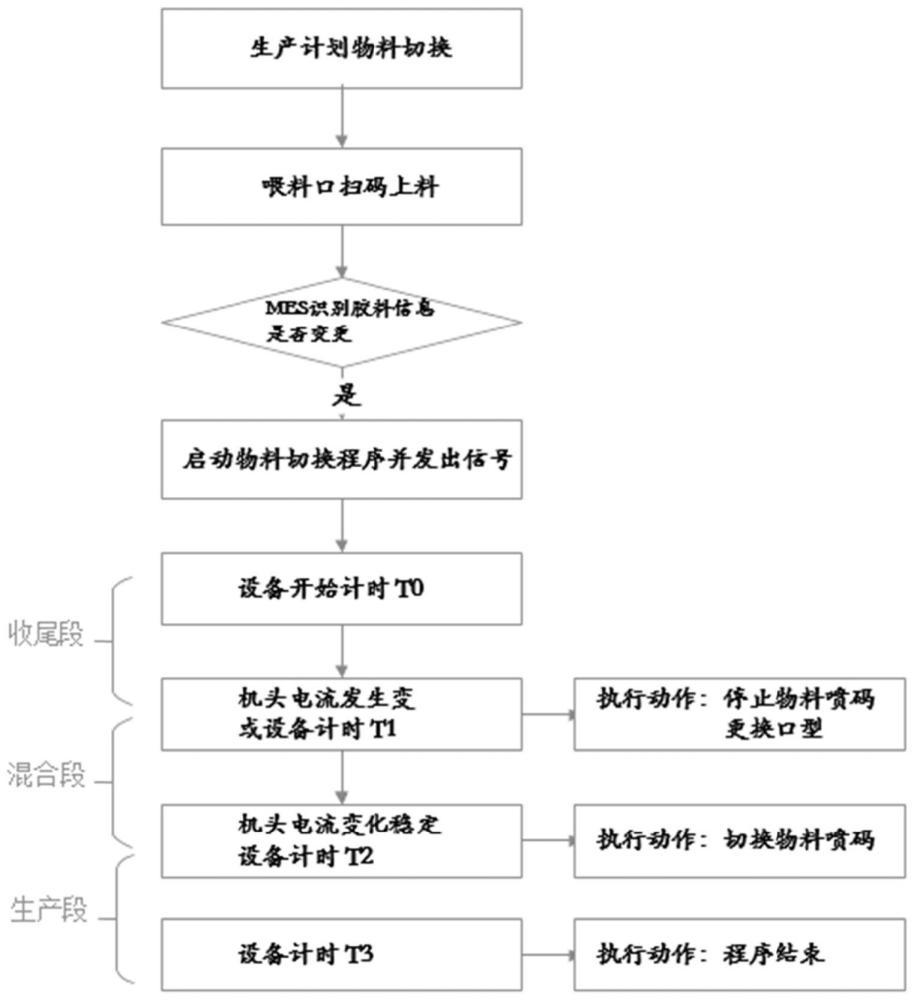
4、挤出机喂料口接收到胶料切换信号后,mes系统识别当前胶料与上一种胶料不同时发出胶料切换启动信号,并开始第一区间倒计时以及对挤出机机头电流进行监控;
5、当挤出胶料达到设定的所述第一区间倒计时结束或所述挤出机机头电流发生变化时,停止胶料物料代号喷码、更换适合下一种胶料的口型板,生产线继续运行,并开始第二区间倒计时;
6、当挤出胶料达到设定的所述第二区间倒计时结束、挤出机机头电流变化稳定时,开始进行下一种胶料物料代号喷码,生产线继续运行,并开始第三区间倒计时;
7、当挤出胶料达到设定的所述第三区间倒计时结束时停止生产。
8、进一步的,所述第一区间倒计时对应的区间段为切换上一种胶料的收尾段;
9、所述第二区间倒计时对应的区间段为切换当前和上一种胶料的混合段;
10、所述第三区间倒计时对应的区间段为切换下一种胶料的生产段。
11、进一步的,各区间段的设定时间记为t,则满足公式:
12、t=w/(s*ρ*v)
13、其中,w为挤出机内的胶料重量,s为挤出物截面积,ρ为胶料密度,v为压出线速度。
14、进一步的,所述主机接到胶料切换指令后,下载物料配方并进行电子检点还包括通过主机编程读取物料配方以及切换前后产出品的胶料密度、挤出物截面积、压出线速度、挤出机机头电流。
15、进一步的,所述方法还包括通过联动线的喷码装置是否对胶料物料代号喷码以标识所述混合段不合格品,并在联动线收取前对未喷码的不合格品进行剔除。
16、与现有技术相比,本发明具有如下有益效果:
17、在胶料切换时,本发明通过主机设定各区间段倒计时时间以及监控挤出机机头电流变化,自动识别监控上一种胶料收尾(即收尾段)、混胶不合格品(即混合段)、下一种胶料(即生产段)三个区间段,通过联动线喷码装置是否喷码对不合格品进行标识,并在联动线收取前对未喷码的不合格品进行剔除。实现胶料切换自动监控,无需停线空转清理挤出机机头,提升了生产效率,保证了挤出物胶料纯度。
技术特征:1.一种挤出机胶料切换自动监控纯度的方法,其特征在于,所述方法包括:
2.根据权利要求1所述的挤出机胶料切换自动监控纯度的方法,其特征在于,
3.根据权利要求1所述的挤出机胶料切换自动监控纯度的方法,其特征在于,各区间段的设定时间记为t,则满足公式:
4.根据权利要求3所述的挤出机胶料切换自动监控纯度的方法,其特征在于,所述主机接到胶料切换指令后,下载物料配方并进行电子检点还包括通过主机编程读取物料配方以及切换前后产出品的胶料密度、挤出物截面积、压出线速度、挤出机机头电流。
5.根据权利要求1所述的挤出机胶料切换自动监控纯度的方法,其特征在于,所述方法还包括通过联动线的喷码装置是否对胶料物料代号喷码以标识所述混合段不合格品,并在联动线收取前对未喷码的不合格品进行剔除。
技术总结本发明提供一种挤出机胶料切换自动监控纯度的方法,包括主机接到胶料切换指令后下载物料配方并进行电子检点;挤出机喂料口接收到胶料切换信号后,MES系统识别当前胶料与上一种胶料不同时发出胶料切换启动信号,开始第一区间倒计时以及对挤出机机头电流进行监控;当挤出胶料达到设定的第一区间倒计时结束或挤出机机头电流发生变化,停止胶料物料代号喷码、更换适合下一种胶料的口型板,生产线继续运行,开始第二区间倒计时;当挤出胶料达到设定的第二区间倒计时结束,挤出机机头电流变化稳定时,开始进行下一种胶料物料代号喷码,生产线继续运行,开始第三区间倒计时;当挤出胶料达到设定的第三区间倒计时结束时停止生产,实现胶料切换自动监控。技术研发人员:许俊,陈华健,余同生,凡冲受保护的技术使用者:安徽佳通乘用子午线轮胎有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/214770.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表