一种塑料成型加工设备的制作方法
- 国知局
- 2024-08-01 04:13:36
本发明涉及塑料模具制造,具体为一种塑料成型加工设备。
背景技术:
1、塑料成型加工设备是在橡胶机械和金属压铸机的基础上发展起来的;自出现聚合物注射成型工艺和简单的成型设备以来,作为一个产业,直至现代才获得较快发展,塑料成型加工设备逐渐商品化,注射成型和挤出成型已成为工业化的加工方法。
2、市场上的塑料成型加工设备无法均匀输送熔融塑料的同时,利用气压推动熔融塑料的快速填充成型,无法控制塑料的冷却速度和成型的快慢,为此,我们提出一种塑料成型加工设备。
技术实现思路
1、针对现有技术的不足,本发明提供了一种塑料成型加工设备,解决了无法均匀输送熔融塑料的同时,利用气压推动熔融塑料的快速填充成型,无法控制塑料的冷却速度和成型的快慢的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
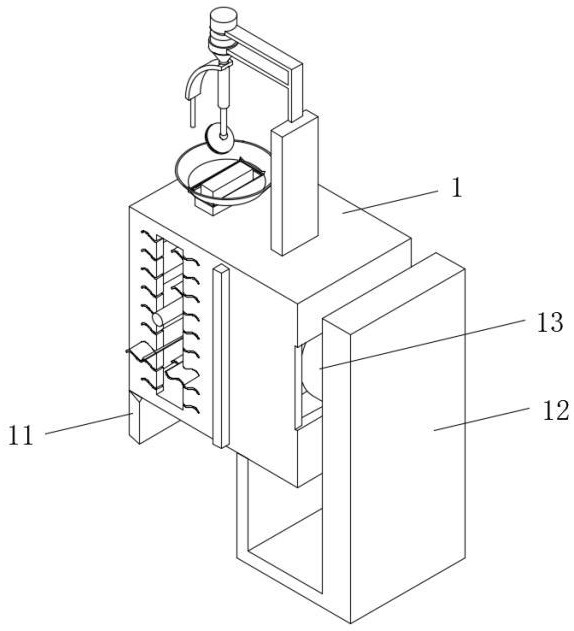
3、一种塑料成型加工设备,包括主箱体,所述主箱体的底端左侧安装有一号支脚,所述主箱体的底端右侧安装有支脚架,所述一号支脚和支脚架共同为主箱体的底部提供稳定支撑,所述支脚架的内侧且与主箱体的右端对应安装有鼓风机,所述主箱体的右端对应鼓风机开设有后卡口,所述主箱体的前端靠近左侧开设有侧出口,所述主箱体的前端表面且位于侧出口的边侧对称开设有弧缝槽,所述主箱体的上端安装有用于均匀投料并控制流量的抹料组件,所述主箱体的内部呈中空设置,所述主箱体的内侧安装有用于加快塑料成型和快速出料的塑型机构;
4、所述抹料组件包括顶支架,所述主箱体的上端靠近左侧安装有颈筒,所述颈筒的上端安装有用于引导熔融塑料的扩斗,所述扩斗的内侧与颈筒的内侧相连通;
5、所述塑型机构包括调风板,所述调风板的表面贯穿开设有若干喇叭口,所述主箱体的内侧安装有塑型筒,所述塑型筒的两侧表面对称安装有若干弧板,所述弧板的横截面形状呈波浪形。
6、优选的,所述顶支架的上端连接有第一板架,所述第一板架的前端安装有限位环,所述限位环的内侧套设安装有投料机,所述投料机的外表面靠近上部安装有输料管,所述输料管与投料机的内侧相连接,方便及时输送熔融塑料,避免突发性中断。
7、优选的,所述第一板架的上端连接有第二板架,所述第二板架的前端吊设安装有用于提供轴向旋转动力的电机,所述投料机通过第一板架和第二板架配合与电机旋转安装,所述投料机的下端连接有外延管。
8、优选的,所述外延管的上端与投料机相连通,所述外延管的底端连接有掉料管,所述掉料管的底端与扩斗的内侧壁边缘相对应配合,所述外延管上的掉料管通过投料机和电机配合与扩斗旋转安装,实现熔融塑料的圆周式均匀输送。
9、优选的,所述投料机的底端连接有用于竖直升降调节的伸缩杆,所述伸缩杆的底端安装有用于多角度转向调节的万向头,所述万向头的外表面螺纹安装有叠加盘,所述叠加盘通过伸缩杆和万向头配合与扩斗的内侧壁相对应配合,通过叠加盘的旋转产生的局部气压,对熔融塑料进行间接式空气推动,避免塑料在扩斗的内壁表面堆积。
10、优选的,所述主箱体的内侧壁表面靠近右侧开设有导轨槽,所述导轨槽与调风板相适应配合,所述调风板通过导轨槽与导轨槽插放安装,所述塑型筒的内侧插放安装有石模板,所述石模板位于塑型筒的内侧中部插放安装,且两者之间留设有塑型腔,通过塑型腔用于对熔融塑料进行塑型冷却。
11、优选的,所述塑型筒的两侧表面等距离开设有若干插缝,所述塑型筒的两侧底部对称安装有引导板,所述引导板和弧板均与弧缝槽相适应配合,所述塑型筒通过引导板和弧缝槽配合与主箱体活动安装,便于将塑型筒水平向前推动取出。
12、优选的,所述塑型筒的前端表面中部连接有拉杆,所述主箱体的底端开设有卡槽,所述塑型筒通过卡槽与主箱体嵌合安装,便于通过卡槽将塑型筒中部嵌合安装的石模板取出。
13、本发明提供了一种塑料成型加工设备。具备以下有益效果:
14、(一)、该塑料成型加工设备,通过输料管向投料机中加入熔融的塑料,经由外延管和掉料管的输送,将熔融塑料疏导至扩斗内侧,通过启动电机,在第一板架和投料机的架设配合下,带动掉料管绕扩斗的中心旋转,使得熔融塑料被均匀输送引导,实现塑料的均匀倾倒,避免出料不均匀造成的塑料成型不规则,降低次品的生产率。
15、(二)、该塑料成型加工设备,通过利用扩斗的特殊形状结构,有效将熔融塑料引导至颈筒中,利用塑型筒与石模板之间留设的塑型腔,将塑料均匀涂抹在塑型筒的内侧壁上,经由塑型机构对塑料的快速冷却定型,实现设备对塑料的成型加工。
16、(三)、该塑料成型加工设备,通过伸缩杆跟随投料机绕其中心旋转,可带动万向头下部的叠加盘定点旋转,通过调节万向头,改变叠加盘与扩斗侧壁的倾斜角度,调节伸缩杆的竖向高度,使得叠加盘与扩斗的侧壁平行,通过叠加盘的旋转产生的局部气压,对熔融塑料进行间接式空气推动,避免塑料在扩斗的内壁表面堆积,加快塑料的成型速度,通过调整叠加盘与扩斗呈水平位置,可经由伸缩杆带动叠加盘上下往复升降,通过气压推动熔融塑料向塑型筒的内侧输送,加速成型。
17、(四)、该塑料成型加工设备,通过插缝将若干弧板嵌合安装在塑型筒的两侧,有效扩大塑型筒外表面与外界空气的有效接触面积,可根据具体使用需求,控制嵌合安装在塑型筒两侧弧板的数量和位置,以此调控塑型筒的整体散热冷却速度,控制塑料成型的快慢。
18、(五)、该塑料成型加工设备,通过启动鼓风机向主箱体的内侧,提高主箱体内侧的空气流速,使得塑型筒四周的热空气被快速带走的同时,可经由导轨槽调节插放安装在主箱体内侧的调风板的正反,通过正向安装使得气流由喇叭口的小口进,大口出,可对气流进行有效分散缓冲,降低气流对塑型筒的直接冲击,实现缓慢散热冷却成型,通过反向安装,使得气流由喇叭口的大口进,小口出,可对气流进行汇聚集中,实现对塑型筒的快速降温。
技术特征:1.一种塑料成型加工设备,包括主箱体(1),所述主箱体(1)的底端左侧安装有一号支脚(11),所述主箱体(1)的底端右侧安装有支脚架(12),所述一号支脚(11)和支脚架(12)共同为主箱体(1)的底部提供稳定支撑,所述支脚架(12)的内侧且与主箱体(1)的右端对应安装有鼓风机(13),所述主箱体(1)的右端对应鼓风机(13)开设有后卡口(14),所述主箱体(1)的前端靠近左侧开设有侧出口(15),所述主箱体(1)的前端表面且位于侧出口(15)的边侧对称开设有弧缝槽(151),其特征在于:所述主箱体(1)的上端安装有用于均匀投料并控制流量的抹料组件,所述主箱体(1)的内部呈中空设置,所述主箱体(1)的内侧安装有用于加快塑料成型和快速出料的塑型机构;
2.根据权利要求1所述的一种塑料成型加工设备,其特征在于:所述顶支架(2)的上端连接有第一板架(21),所述第一板架(21)的前端安装有限位环(26),所述限位环(26)的内侧套设安装有投料机(27),所述投料机(27)的外表面靠近上部安装有输料管(271),所述输料管(271)与投料机(27)的内侧相连接。
3.根据权利要求2所述的一种塑料成型加工设备,其特征在于:所述第一板架(21)的上端连接有第二板架(24),所述第二板架(24)的前端吊设安装有用于提供轴向旋转动力的电机(25),所述投料机(27)通过第一板架(21)和第二板架(24)配合与电机(25)旋转安装,所述投料机(27)的下端连接有外延管(28)。
4.根据权利要求3所述的一种塑料成型加工设备,其特征在于:所述外延管(28)的上端与投料机(27)相连通,所述外延管(28)的底端连接有掉料管(281),所述掉料管(281)的底端与扩斗(22)的内侧壁边缘相对应配合,所述外延管(28)上的掉料管(281)通过投料机(27)和电机(25)配合与扩斗(22)旋转安装。
5.根据权利要求4所述的一种塑料成型加工设备,其特征在于:所述投料机(27)的底端连接有用于竖直升降调节的伸缩杆(29),所述伸缩杆(29)的底端安装有用于多角度转向调节的万向头(210),所述万向头(210)的外表面螺纹安装有叠加盘(211),所述叠加盘(211)通过伸缩杆(29)和万向头(210)配合与扩斗(22)的内侧壁相对应配合。
6.根据权利要求5所述的一种塑料成型加工设备,其特征在于:所述主箱体(1)的内侧壁表面靠近右侧开设有导轨槽(302),所述导轨槽(302)与调风板(3)相适应配合,所述调风板(3)通过导轨槽(302)与导轨槽(302)插放安装,所述塑型筒(32)的内侧插放安装有石模板(31),所述石模板(31)位于塑型筒(32)的内侧中部插放安装,且两者之间留设有塑型腔。
7.根据权利要求6所述的一种塑料成型加工设备,其特征在于:所述塑型筒(32)的两侧表面等距离开设有若干插缝(33),所述塑型筒(32)的两侧底部对称安装有引导板(35),所述引导板(35)和弧板(34)均与弧缝槽(151)相适应配合,所述塑型筒(32)通过引导板(35)和弧缝槽(151)配合与主箱体(1)活动安装。
8.根据权利要求7所述的一种塑料成型加工设备,其特征在于:所述塑型筒(32)的前端表面中部连接有拉杆(36),所述主箱体(1)的底端开设有卡槽(37),所述塑型筒(32)通过卡槽(37)与主箱体(1)嵌合安装。
技术总结本发明公开了一种塑料成型加工设备,本发明涉及塑料模具制造技术领域。该塑料成型加工设备,包括主箱体,所述主箱体的底端左侧安装有一号支脚,所述主箱体的底端右侧安装有支脚架,所述一号支脚和支脚架共同为主箱体的底部提供稳定支撑,所述支脚架的内侧且与主箱体的右端对应安装有鼓风机,通过输料管向投料机中加入熔融的塑料,经由外延管和掉料管的输送,将熔融塑料疏导至扩斗内侧,通过启动电机,在第一板架和投料机的架设配合下,带动掉料管绕扩斗的中心旋转,使得熔融塑料被均匀输送引导,实现塑料的均匀倾倒,避免出料不均匀造成的塑料成型不规则,降低次品的生产率。技术研发人员:姜新建受保护的技术使用者:南通瑞卓模塑有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215243.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表