一种人造石英石微波固化设备
- 国知局
- 2024-08-01 04:16:34
本技术属于人造石制造,具体涉及了一种人造石英石微波固化设备。
背景技术:
1、树脂型人造石英石板是一种人造石材,由天然石英砂、石英石粉和10~15%左右粘结剂和其它外加剂、色料等的添加剂组成,经过高频真空振动加压成型,高温固化加工而形成。其质地坚硬、结构致密,具有其他装饰材料无法比拟的耐磨、耐压、耐高温、抗腐蚀、防渗透等特性,已成为家居超市标准化产品。
2、在人造石材的生产过程中,微波固化设备的使用已经得到了广泛的认可。
3、专利cn201510317653.7-利用微波加热固化人造石的方法,cn201510319632.9-利用微波加热固化人造石材的设备和方法等均提出了人造石材微波快速固化的可行性方案。其使用300~1120mhz微波对人造石材进行快速加热固化,广泛适用于人造岗石、人造石英石等3000*1650*950 mm的大型方料的整体均均匀固化。
4、对于人造石方料的生产,由于其质量较大,重达15吨,内部蓄热严重,热传导缓慢,通常使用中低温固化剂,通过添加促进剂,并通过微波加热将温度升高至约50℃左右即可满足石材快速固化的需求。而对于人造石英石单板的生产,其板材质量轻,约400~600kg,厚度薄,仅有20~40mm,面板尺寸大,一般为3400*1600mm,内部热传导及表面散热较快,因此通常使用的是中高温固化剂以保证制品固化均一性,并且很少使用促进剂,否则难以调控热固化的自放热过程。其需要的固化温度也更高,通常需要从室温升到90~100℃。人造石英石单板的热固化目前依然存在热固化温度不均,热传导慢,固化时间长等问题。若使用微波固化对传统的热固化过程进行优化,则需要相比方料更高的微波功率和更好的平面均匀性,以加速温升速度,且避免薄板不同区域固化速度不同而导致的内应力造成板材收缩沟的出现,或者开裂现象。
5、现有的微波固化设备(专利cn201510317653.7-利用微波加热固化人造石的方法)通常包括一个微波发生器、一个轨道车和一个温度控制器。适用于制备较大样品,属于半自动方法,通常需将样品脱模或者带模吊送至轨道车上,通过升降的方式将样品移动并升入上部的微波腔体进行密封,微波发生器产生微波能量,而温度控制器则实时监测样品的温度。其生产过程需随着样品的进出不断启停微波装置,一方面在生产过程中频繁开关微波源容易对磁控管造成损耗,降低发生源的使用寿命,提高成本。另一方面,当微波输出功率较大时,样品获得稳定微波场辐照时间延长,容易造成样品表面不均匀现象。另外,这种半自动式微波固化方式会产生大量的制品周转时间,产量受限。
6、综上,对于人造石英石的生产,现有的微波固化设备和方法存在以下缺点:
7、(1)无法满足多种材料的固化需求:目前的微波固化设备通常针对特定类型的材料进行设计,对于不同的材料,其固化效果和速度可能存在很大差异。这使得设备在处理不同类型的人造石材时,难以达到最佳的固化效果。
8、(2)现有的微波固化设备通常采用轨道车或传送带的方式将样品送入微波腔体,这需要额外的操作步骤,增加了生产时间,降低了生产效率。现有的微波固化设备通常只能对单个样品进行固化,这使得大批量生产变得困难,增加了生产成本。
9、(3)固化不均匀:在现有的微波固化设备中,通常只有一种微波模式,即固定功率+时间,且通常不能有效地控制温度,这使得样品的固化过程难以控制,影响了产品质量,由于材料的形状和尺寸和吸波介质的分布可能存在差异,因此各部分材料受到的微波能量可能不均匀,这可能导致固化后的材料出现变形或开裂等问题,影响其质量和性能;导致了可能出现产品品质不一。
10、因此,针对现有微波固化设备及方法不能很好地适应人造石英石的生产需求的问题,本实用新型提出了一种专用于人造石英石的微波固化设备。
技术实现思路
1、本实用新型的目的在于针对现有技术存在的不足,提供了一种人造石英石微波固化设备。
2、为了实现上述目的,本实用新型采用了以下技术方案:
3、一种人造石英石微波固化设备,包括:
4、微波发生器:用于产生频率介于2000~2500mhz范围内的微波能量。
5、该微波能量经由波导管传输至微波固化腔内。在本实用新型的一个优选实施例中,该微波频率通常设置为2450mhz±10。
6、传送带:用于将人造石英石板样品运送至微波固化设备的相应位置。
7、传送带应采用非金属材料制成,一般考虑ptfe或工程塑料网格布或者网格片,传送带应为微波穿透材料,不吸波,只保证运输。传送带带宽与样品最大设计模具尺寸同宽,在整个微波腔内的传送带两侧设计有一凸型卡槽,以从两侧对进入样品仓内的模具进行纵向定位,保证制品始终处于微波腔体正中,可以平行移动。传送带最高运行速度设计为10m/min。最大运输能力为400kg/min。选用三相交流异步电机,额定功率为1500w,使用变频调速器。传送滚轴可使用陶瓷滚轴。
8、准入腔:与固化腔相连,内部设有微波抑制器,防止微波辐射对外界的影响,并保证整体微波场的稳定性。
9、准入腔的尺寸:考虑到微波固化腔体内需要持续性输出2450mhz频率的高频高功率微波场,为了确保微波能够充分作用于石英石板,微波准入腔长度应略长于石英石板最大模具尺寸,宽度应能够容纳石英石板模具在传送带上,且顺利通过,高度根据设备整体高度限制,但需要确保有足够的空间以便于操作和维护,一般高度设计为100~400mm,开口宽度设计为约2000mm。腔体内顶部设有一高清摄像头,以及一红外热像头,可对进样尺寸、状态、温度与所处位置进行实时监控。 腔体侧面区域有一气体输出管道,可将出品腔内的放置样品的回收利用热空气进行排出,用以对样品进行预热或者防止冬季降温。
10、固化腔:用于对人造石英石板样品进行微波固化,采用多馈入口设计,固化腔的腔体内侧分布有20个微波馈口,并且每两个微波馈口通过微波馈线组件与一个磁控管连接;每个微波馈口由顶部馈入微波,微波辐照区域覆盖整个样品表面,包括边角部位,实现对平板样品的均匀加热。
11、在固化腔的外侧设计10个磁控管,以及对应的分布式波导,最多可使得每个磁控管为2个微波馈口提供微波源,每个馈入口输出的额定微波功率约为10~25kw,总设计功率约为100~250kw,加热时间为3~15min,固化温度90~100℃,最大升温速率20℃/min;每个微波馈口由顶部馈入微波,实现对平板样品的均匀加热。
12、微波发生器产生2450mhz频率的微波,微波经过波导管,馈入至固化腔内。每个馈口由顶部向下垂直馈入微波,实现对整个固化腔体平面的均匀微波辐射。腔体顶部设有左右两个高清红外热像头,样品正面,设有6个测温探头,腔体内部设有1个测温探头,实现对人造石英石大板制品及腔体不同温区的全面实时监控。通过热像头和测温探头实时探测样品表面不同区域温区分布,传输至控制电脑主机内,在控制电脑主机内通过算法截取样品表面温度分布。由于不同制品在的尺寸,树脂含量不同,其搅拌过程中的均匀性也有一定差异,因此,通过自动微波控制系统对其自动调整,使得样品在大功率微波源下各区域温升稳定。
13、固化腔的尺寸:考虑到在制品生产过程中需要持续性输出2450mhz频率的高频高功率微波场,为了确保微波能够充分作用于石英石板,微波固化腔的长度应与石英石板长度相当,宽度应能够容纳石英石板顺利通过,高度根据设备整体高度限制,但需要确保有足够的空间以便于操作和维护。
14、固化腔的材料:整个固化壁腔使用夹层结构,内部可以是厚方钢型材网架,两侧为不锈钢板进行整体焊接,中空部分填充xps保温材料。既保证强度又减轻重量,而且起到保温效果。为方便检修及观察,微波固化腔体中央一面设计有一屏蔽门,门轴使用可调铰链,可向外拉开,进入腔内。同时,其与腔体前壁的接缝和配合面处均设计有屏蔽簧片和金属网橡胶条,一方面保证密封,另一方面保证屏蔽门和腔体有良好电接触,防止微波击穿和泄露。固化腔体的底部设有一加厚反射板,用以将穿透的微波反射回样品表面,使得样品能够尽可能吸收微波。
15、出品腔:用于将固化后的人造石英石板初品静置,定速降温至50℃左右,同时回收余热,运输至外界。
16、出品腔的基本腔体多层结构类同于准入腔,其在样品进出口处均设置有类似的防止微波外泄的抑制器及相关的金属网布与盖板,由于其腔体较长,抑制器金属片的分布可以相对疏松,以降低成本。其两侧面与底面均设置有降温风机,设置数量按存板数量而定,每个板放置位置有两个侧面风机和一个底面风机,以使得样品能够进行缓慢降温。其内部每隔一个部分上顶面均设置一个热像头,以实时监控样品表面温度。其上部有一集气管路,配置一小型抽风筒,可将收集的热气氛导入到样品准入仓内,使得在夏天样品表面产生预热,而冬天样品压制后不会由于外界冷气而降温。控制样品表面温度。
17、底座:整个设备采用钢材架空底座,底部嵌入地基,保持电接地。下部空位即可放置各种电机等装置,可将按生产线规划将整个微波固化腔体架空至合适位置,使得传送带与外部输送样品传送带平齐。
18、控制系统:整个设备的控制系统集成所有的检测和控制信号,传输至人机交互控制界面,实现设备的远程操作与自动化进程。控制系统的主要功能有微波源的连续功率调节和自动控制、传送带组件的启停与速率控制、物料温度的检测与显示、反应腔(准入腔、固化腔和出品腔)中空气温湿度的检测与显示;用于对温度、时间的工艺参数进行自动调控,以满足不同尺寸与不同配方样品的微波固化的需求。
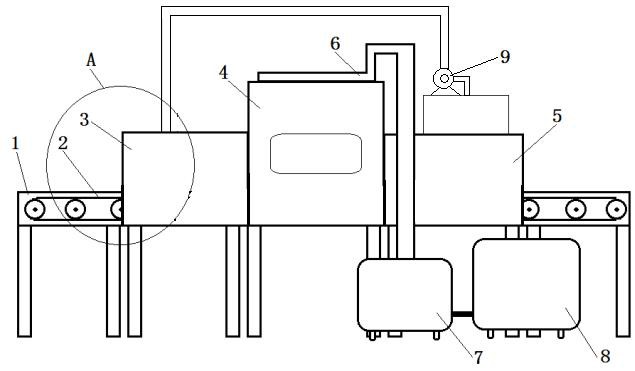
19、作为本实用新型进一步说明,所述传送带安装在底座上,并且在传送带上依次布置准入腔、固化腔和出品腔;所述准入腔的入口处与所述出品腔的出口处均设有一个可向上翻转的隔离门。
20、准入腔与固化腔,固化腔与出品腔的连接处均不设置隔断门,为敞开状态,保证样品内部热传导,因此,准入腔可通过固化腔内部的热空气对样品自行预热,利用腔体余热。整个生产流程是:假设生产节拍是3min/板,则固化时间理应是3min/块以满足连续化出品。首先预压好2块样品以后,可以将样品送入固化,第一块首先进入固化腔直接升温固化,第二块样品进入准入腔,微波固化3min后,第一块样品进入出品腔,第二块样品进入固化腔,第三块样品进入准入腔,保持固化时间与生产节拍一致。(而功率可以随着样品表面温升目标而降低,节省能耗,比如第一块样品温升需30~90℃,则功率为250kw~3min,第二块样品由于表面温度已打35℃,则功率可降为240kw~3min,随着样品温升而调控。)随着传送带运输,微波出品腔内可依据生产实际,长度设计为15米左右,保留约4~5块样品,一方面隔绝微波泄露,另一方面提供热源,重复利用,第三方面可以使得样品缓慢降温,保证样品品质均一性。
21、作为本实用新型进一步说明,所述隔离门的内侧还设有由金属铜网交织而成的软质微波隔绝层。
22、作为本实用新型进一步说明,所述微波发生器包括大功率电源、磁控管和微波馈线组件;所述磁控管通过微波馈线组件与固化腔连接,即微波馈线组件将磁控管发射出的多源微波由上至下馈入固化腔的内部;所述磁控管还分别与大功率电源、控制系统相连接。
23、所述微波馈线组件为包括波导管、法兰、天线等微波馈入成套组件。所述磁控管安装在固化腔体上外部,并通过精确设计的微波馈线装置将不同磁控管发射出的多源微波由上至下馈入微波固化反应腔体。所述微波发生器与控制系统及大功率电源箱相连。具体实施方法是,由大功率电源系统输出电能至磁控管,磁控管发射微波,经矩形波导,由方形开口的天线将微波传入微波固化腔体内。
24、作为本实用新型进一步说明,所述准入腔和出品腔的腔体均主要由三层材质构成,是一种多层次微波抑制装置,具体为:外层为不锈钢材质层、中间层为吸波材质层、底层为梳状片式阵列微波抑制器层。内、中、外层是相互连接的。外层通过焊接或螺栓连接等方式固定在微波准入腔的外部;中间层填充在微波准入腔的内部夹层中,通过胶粘或其它方式固定;内层则通过焊接或螺栓连接等方式固定在微波准入腔的上下内壁上。
25、准入腔的腔体外层结构(外层):外壁由高导电性能的不锈钢材料构成,可以有效反射微波,减少微波泄漏。外壁应光滑过渡,无死角,以避免微波在表面反射和折射。
26、准入腔的腔体夹层结构(中间层):在微波准入腔的内部夹层应填充微波吸收材料,如碳化硅板,以进一步吸收可能从内壁泄漏出的微波。
27、准入腔的腔体内壁(内层):微波准入腔的内壁上选择使用一种分段式梳状片式微波抑制器,梳状片式微波抑制器主要由两组不同的阵列式梳状片组成,分别分布在准入腔的出口端和样品与固化腔的链接处附近。梳状片由金属材料制成。
28、靠近微波腔体的部分(高反射区):梳状片的形状设计为波浪线或者曲形,梳状片的尺寸相对较大,可以增加反射面的面积,提高反射效果。反射面可以采用镀金或喷涂导电涂层等方法,以提高反射效率。将部分微波反射回微波固化腔体促进整体样品的均匀固化。该处的梳妆片分布呈阵列式,分布距离较远。梳妆金属片的尺寸一般依据整体准入腔体的尺寸考虑,长度通常为30-150mm,宽度约为10-40mm,分布间隔约为50-200mm。远离微波腔体的部分(低反射区):梳状片的形状设计为l形,但每个梳齿的顶部没有反射面,或者只有较小的反射面。梳状片的尺寸相对较小,可以减少反射面的面积,降低反射效果。该区域的主要功能是防止微波泄漏,因此其分布间隔应设置较密,约为20-100mm。在两个分区之间,设置一个过渡区,使两个区域的梳状片逐渐过渡,以避免明显的分界线。在两个分区的过渡区域,梳齿可以逐渐过渡,以实现平滑的外观和避免微波的突兀变化。
29、此外,为了避免物料在经过抑制器时漏入梳状片形成的凹槽中,影响抑制器的使用效果,需要在抑制器的上下内表面覆一层薄膜。同时,所覆薄膜可以避免物料加热时蒸发出的水蒸气进入和凝结在抑制器中轻质和耐腐蚀性能的材料,薄膜上开设小孔,保持通风和干燥,如eva或ptfe薄膜。
30、入口处金属网:在微波准入腔的入口处应设置金属网以屏蔽外部的微波源,并防止微波从入口处泄漏。金属网应由导电性能良好的软质金属材料制成,如铜或不锈钢。
31、隔离门:为了在交换样品的过程中尽可能减少微波泄露出腔体,可以在微波准入腔和外界接口的金属丝网外设置一道可翻转隔断门。由腔体的顶部到传送带的上部。这道门应采用高导电性能的不锈钢材料制成,带有上开铰链以及自动控制装置,在样品要进入腔体时,隔断门自动控制向上翻转打开,使得样品顺利进入,样品进入后,隔断门自动关闭,实现微波的有效屏蔽。
32、作为本实用新型进一步说明,所述固化腔的腔体顶部还设有两个高清红外热像头和七个测温探头。其中两个高清红外热像头分布在固化腔左右两侧;在放置人造石英石板样品位置的正面布置6个测温探头;实现对人造石英石大板制品及腔体不同温区的全面实时监控。
33、作为本实用新型进一步说明,所述出品腔的顶部还设有一风机,并通过管道连通准入腔。
34、应用本实用新型的所述设备的人造石英石微波固化方法,包括以下步骤:
35、(1)将人造石英石板的配料搅拌后,平铺入工程塑料模具;
36、所述工程塑料模具的平铺配料腔室的最大平面尺寸为3600*2050mm、最小平面尺寸为3250*1650mm、厚度为18~40mm。
37、(2)将工程塑料模具内的人造石英石板的配料进行高真空震动压制后,形成一表面平整的致密板材,得到人造石英石板样品;
38、(3)打开微波固化设备的准入腔与外界的隔离门,将人造石英石板样品通过传送带运送至微波固化设备的准入腔;
39、(4)将准入腔的人造石英石板样品由传送带运输至固化腔的中央,然后使用微波频率为2450mhz的微波设备对人造石英石板样品进行加热,时间约为3~15分钟,加热期间,使用微波自动控制算法对人造石英石板样品进行固化均匀性的实时自动调控,使得短时间内固化温度由室温升至90~100℃,且区域温差小于5~10℃,令人造石英石板样品完全固化,获得人造石英石板初品;
40、(5)通过传送带将固化好的人造石英石板初品运出固化腔,至出品腔;
41、(6)将人造石英石板初品在出品腔中进行预降温,通过风机系统控制其表面降温速度,将其以一定速率降温(降温速率依据生产节拍要求以及出品腔的长度进行控制),从90℃降至50℃左右;此时释放出的余热可以由出品腔的腔体顶部的风机吸收,传送至准入腔,随后循环至整个大腔体,充分利用样品自身的表面散热,可降低能耗;
42、(7)将人造石英石板初品运送出腔体,降至室温,即可送至打磨抛光线,打磨抛光定厚后,获得成品板材。
43、所述方法中微波固化设备的自动控制过程包括:
44、①当人造石英石板样品进入准入腔内,准入腔内的传感器对样品尺寸结构进行采集或者人工设置物料的基本参数;所述基本参数包括质量、树脂含量和初始温度等。
45、②确定物料的基本参数后,计算机自动计算并预估该样品每个馈口微波固化输出功率、温升速度、时间等;例如:样品尺寸为3250*1650*24mm、质量为350kg时,总功率约为200kw,每个馈口10kw,所用时长为5min,样品温升速度为12℃/min。
46、③样品进入固化腔,按预设值打开微波源,进行微波固化;微波固化同时,高精度温度传感器在人造石英石板样品的不同位置(如角落、中心、边缘等)进行温度监测;红外热像仪从人造石英石板样品的上方和侧面进行实时温度监测,获取人造石英石板样品的二维温度分布图;将所有温度数据传输至控制电脑主机内,进行进一步处理;计算机将人造石英石板样品按馈口分布自动平行划分为10个温度控制区,包括左上角区、右上角区、左下角区、右下角区、中心区;为每个温度控制区建立独立的二维坐标系,以明确每个区域的位置和方向;
47、④由于整体固化时间需要较快,因此设计每5s自动截取每个区域的整体温升并计算,升温速率,升温速率控制在10~20℃/min区间;比如按上面要求,样品温升应该控制为12℃/min,5min内达到目标温度90℃,则根据每个温度控制区的平均升温速度以及与目标温度的差异,计算每个区域的功率调整量;使用pid控制算法对每个磁控管的功率进行精细调节,若温升较低,则自动加大该区域输出功率,以实现各区域的温度均匀性以及温升一致性,确保整体温升均匀;
48、⑤结束条件:当且仅当人造石英石板样品表面各区域均达到目标温度,且各区域温差<5℃时,样品固化结束;传送带自动启动,将样品运输至出品腔,留待后续操作;计算机记录该产品整个固化过程的数据,并进行存储,以供后续工艺优化和产品质量控制。
49、本实用新型的有益效果:
50、1.在本实用新型中,微波固化设备设计了三种腔体,分别为准入腔、固化腔、出品腔,底面由传送带相连,通过梳状片式微波抑制器、吸波板、反射板和金属丝网密封胶等微波抑制件的多层次设计,极大降低了微波泄露风险。通过三种腔体的协调使用,使得样品可以连续进出微波腔体,极大提高生产效率,可满足多种自动化生产节拍。而固化腔中微波馈口可以在每日生产流程中保持开启,避免了频繁启停微波设备导致的微波场不均匀与磁控管损耗情况。
51、2.在本实用新型中,利用特定频率为2450mhz微波,在微波固化腔体的上部设置多个小功率微波馈入口,并在微波固化腔体的上部辅以两个高清红外热像头,在微波固化腔体内样品的正面,侧面,背面辅以六组测温探头,以实现对人造石英石大板制品及腔体不同温区的全面实时监控,辅以工业智能调控系统,解决不同尺寸与不同配方样品的微波固化的智能调控,可实现人造石英石板的均匀快速固化,最大厚度可达80mm。
本文地址:https://www.jishuxx.com/zhuanli/20240723/215458.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表