一种用于易开盖的盖条的送料装置的制作方法
- 国知局
- 2024-08-01 05:09:22
本技术涉及易开盖送料,具体而言,涉及一种用于易开盖的盖条的送料装置。
背景技术:
1、在易开盖的生产过程中,面临的技术挑战主要集中在转运阶段。当前的生产工序繁多,但设备之间的协调性不足,导致易开盖需要通过转运机构在工序间进行移动。现有的技术是将易开盖堆叠到托盘中,然后利用机械手进行转运。然而,这个过程中存在着盖子擦伤和倒盖等问题,直接影响了生产速度和产品质量。
2、因此,改进转运机构的设计非常关键。现有考虑采用一种稳定的机械手抓取方式或者设计新型的易开盖运输夹具,以减少易开盖与机械设备之间的摩擦。
3、可以是利用现代化技术,如机器视觉和智能传感器,来改善易开盖的转运过程。通过安装视觉识别系统,实时监测易开盖的位置和状态,可以确保机械手抓取和放置的准确性,从而避免擦伤或倒盖现象的发生。
4、进一步地,进行系统性的测试是确保改进方案有效的关键。通过模拟不同的转运条件和使用不同的机械手动作方式,可以评估出最佳的操作方式。这需要对每个可能的因素进行分析,以确定最优化的易开盖转运方案。
5、从而,建立一个持续改进的框架是确保生产流程不断优化的关键。这意味着与操作人员密切合作,收集并分析实际运行中的数据和反馈。基于这些信息,及时调整和改进流程、以提高整体效率和品质水平。因此,急需通过具体的改进措施,以此来解决易开盖生产过程中所面临的挑战,提高生产效率并优化产品质量。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种用于易开盖的盖条的送料装置,以解决上述问题。
2、本实用新型采用了如下方案:
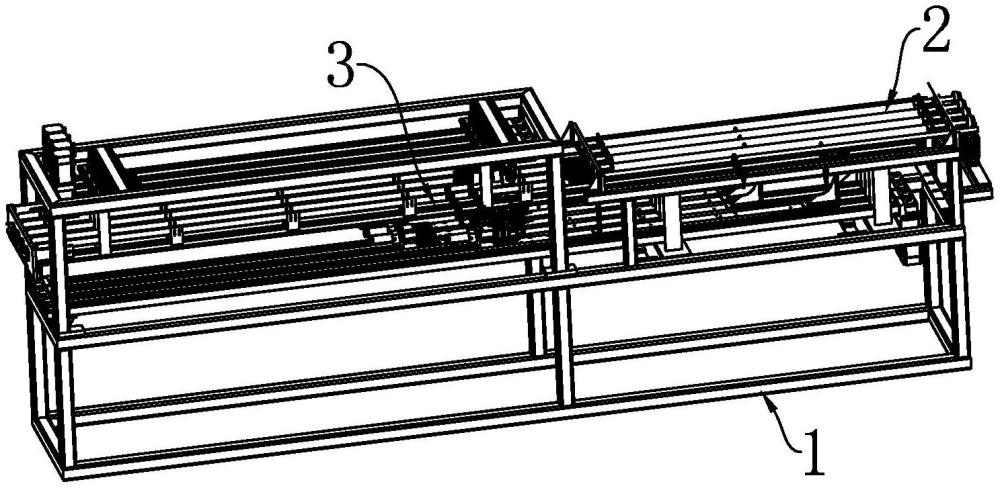
3、本申请提供了一种用于易开盖的盖条的送料装置,包括机架、以及配置在机架上的缓存机构和送盖机构;所述缓存机构包含适于放置盖条的翻板组件、用于将该盖条顶紧配置在翻板组件上的挡叉组件、以及与翻板组件相连接的驱动组件;所述送盖机构包含推盖槽、以及第一推动执行组件和第二推动执行组件,所述推盖槽配置在翻板组件的正下方,用于在驱动组件带动翻板组件旋转后接收并容置盖条;所述第一推动执行组件设有一安装架、用于控制安装架沿推盖方向往复移动的动力件、以及配置在安装架上的第一限位件和第二限位件,所述第一限位件受单独驱动以相对上下移动和左右移动,且在上下移动时对应配合第二限位件限定出用于盖条的夹持空间,在左右移动时对应配合第二限位件用于横向夹持盖条;所述第二推动执行组件设有移动件、以及配置在移动件上的拨块件,所述拨块件被限定在推盖路径上,其具有弹力压合至盖条上的按压状态、和与盖条相避让的复位状态;沿推盖方向对应将盖条沿推盖槽的一端移转至另一端,使得拨块件在接触到盖条时切换至按压状态,在推盖到位后拨块件与盖条相避让以恢复至复位状态,从而完成一次送料运输。
4、作为进一步改进,所述翻板组件构造为多个间隔排布的储盖板,各储盖板对应接收由多个易开盖所组合成的盖条,所述挡叉组件设有配属于各自储盖板的v型挡叉,且v型挡叉沿左右方向自如伸缩移动,对应限定出盖条的长度阈值,以及在翻盖操作后对应收缩以松开盖条。
5、作为进一步改进,所述驱动组件包括推杆、与推杆相联动的转轴,所述储盖板配置在转轴上,且任一储盖板配置有各自所属的推杆。
6、作为进一步改进,所述推盖槽由两个间隔对置的长条板所形成,且之间的间距小于盖条的直径;所述安装架上设有一横向气缸、以及跟随横向气缸移动的纵向气缸,所述第一限位件具有一配置在纵向气缸上且延伸至两长条板之间的第一挡叉。
7、作为进一步改进,所述第二限位件配置在安装架的端部上与第一限位件相互对置在左右两端,所述第二限位件包括配置在安装架上且延伸至两长条板之间的第二挡叉,且所述第二挡叉的背面设有一横向弹簧,所述第二挡叉在受迫于第一挡叉和盖条后对应移动以压缩横向弹簧。
8、作为进一步改进,所述安装架上设有第一传感器,用于监测推盖槽上的盖条;所述安装架上设有第二传感器,用于检测第二挡叉对横向弹簧的压力;所述安装架上设有第三传感器,用于在获取到第一挡叉前端的盖条后反馈至横向气缸进行减速;所述安装架上设有第四传感器,用于推料到位后对应触发纵向气缸收回第一挡叉,并控制安装架复位移动至初始位置;所述安装架上设有第五传感器,用于检测第一挡叉的伸缩位置。
9、作为进一步改进,所述拨块件通过一安装板对应配置在推盖槽的正上方,且与翻板组件前后避让设置。
10、作为进一步改进,所述拨块件配置为可活动拨块,对应斜置在安装板的下方,且可活动拨块沿推盖方向朝向倾斜,适于盖条顺利进入。
11、作为进一步改进,所述可活动拨块的后方配置有一弹簧件,适于将可活动拨块弹力顶紧在前方;以及,所述安装板设有第六传感器和第七传感器,所述第六传感器用于检测拨块件的所处状态,所述第七传感器用于检测拨块件对弹簧件的压力。
12、作为进一步改进,所述安装架配置在一直线滑轨上,所述动力件用于驱动直线滑轨带动安装架沿左右方向往复移动;所述移动件配置在另一直线滑轨上,对应带动拨块件沿左右方向往复移动。
13、通过采用上述技术方案,本实用新型可以取得以下技术效果:
14、本申请的用于易开盖的盖条的送料装置,通过缓存机构与送盖机构的协作配合,使得盖条的送料过程自动化,且各个限位件和执行组件的配合,实现了对盖条的精准夹持和固定,确保在送料过程中易开盖被正确地放置和固定,可加速生产线的速度,减少了人工操作所需的时间,提高了整体生产效率,盖条被准确地放置固定和精准移转,避免了因为操作不准确而造成的生产线停滞或产品缺陷,实现更高的一致性和可靠性,不同于人工操作可能存在的变化和误差,提高了产品的质量和可靠性,使得操作相对简便,维护和调整也相对容易,减少了因为操作人员技能差异、以及机械手自动抓取移转所带来的问题,因此不仅提高了生产效率,同时也确保了产品质量和生产线稳定性,为生产送料过程带来了诸多显著效果。
技术特征:1.一种用于易开盖的盖条的送料装置,其特征在于,包括机架、以及配置在机架上的缓存机构和送盖机构;所述缓存机构包含适于放置盖条的翻板组件、用于将该盖条顶紧配置在翻板组件上的挡叉组件、以及与翻板组件相连接的驱动组件;所述送盖机构包含推盖槽、以及第一推动执行组件和第二推动执行组件,所述推盖槽配置在翻板组件的正下方,用于在驱动组件带动翻板组件旋转后接收并容置盖条;所述第一推动执行组件设有一安装架、用于控制安装架沿推盖方向往复移动的动力件、以及配置在安装架上的第一限位件和第二限位件,所述第一限位件受单独驱动以相对上下移动和左右移动,且在上下移动时对应配合第二限位件限定出用于盖条的夹持空间,在左右移动时对应配合第二限位件用于横向夹持盖条;所述第二推动执行组件设有移动件、以及配置在移动件上的拨块件,所述拨块件被限定在推盖路径上,其具有弹力压合至盖条上的按压状态、和与盖条相避让的复位状态。
2.根据权利要求1所述的用于易开盖的盖条的送料装置,其特征在于,所述翻板组件构造为多个间隔排布的储盖板,各储盖板对应接收由多个易开盖所组合成的盖条,所述挡叉组件设有配属于各自储盖板的v型挡叉,且v型挡叉沿左右方向自如伸缩移动,对应限定出盖条的长度阈值,以及在翻盖操作后对应收缩以松开盖条。
3.根据权利要求2所述的用于易开盖的盖条的送料装置,其特征在于,所述驱动组件包括推杆、与推杆相联动的转轴,所述储盖板配置在转轴上,且任一储盖板配置有各自所属的推杆。
4.根据权利要求1所述的用于易开盖的盖条的送料装置,其特征在于,所述推盖槽由两个间隔对置的长条板所形成,且之间的间距小于盖条的直径;所述安装架上设有一横向气缸、以及跟随横向气缸移动的纵向气缸,所述第一限位件具有一配置在纵向气缸上且延伸至两长条板之间的第一挡叉。
5.根据权利要求4所述的用于易开盖的盖条的送料装置,其特征在于,所述第二限位件配置在安装架的端部上与第一限位件相互对置在左右两端,所述第二限位件包括配置在安装架上且延伸至两长条板之间的第二挡叉,且所述第二挡叉的背面设有一横向弹簧,所述第二挡叉在受迫于第一挡叉和盖条后对应移动以压缩横向弹簧。
6.根据权利要求5所述的用于易开盖的盖条的送料装置,其特征在于,所述安装架上设有第一传感器,用于监测推盖槽上的盖条;所述安装架上设有第二传感器,用于检测第二挡叉对横向弹簧的压力;所述安装架上设有第三传感器,用于在获取到第一挡叉前端的盖条后反馈至横向气缸进行减速;所述安装架上设有第四传感器,用于推料到位后对应触发纵向气缸收回第一挡叉,并控制安装架复位移动至初始位置;所述安装架上设有第五传感器,用于检测第一挡叉的伸缩位置。
7.根据权利要求1所述的用于易开盖的盖条的送料装置,其特征在于,所述拨块件通过一安装板对应配置在推盖槽的正上方,且与翻板组件前后避让设置。
8.根据权利要求7所述的用于易开盖的盖条的送料装置,其特征在于,所述拨块件配置为可活动拨块,对应斜置在安装板的下方,且可活动拨块沿推盖方向朝向倾斜,适于盖条顺利进入。
9.根据权利要求8所述的用于易开盖的盖条的送料装置,其特征在于,所述可活动拨块的后方配置有一弹簧件,适于将可活动拨块弹力顶紧在前方;以及,所述安装板设有第六传感器和第七传感器,所述第六传感器用于检测拨块件的所处状态,所述第七传感器用于检测拨块件对弹簧件的压力。
10.根据权利要求1所述的用于易开盖的盖条的送料装置,其特征在于,所述安装架配置在一直线滑轨上,所述动力件用于驱动直线滑轨带动安装架沿左右方向往复移动;所述移动件配置在另一直线滑轨上,对应带动拨块件沿左右方向往复移动。
技术总结本技术提供了一种用于易开盖的盖条的送料装置,包括机架、以及配置在机架上的缓存机构和送盖机构;通过缓存机构与送盖机构的协作配合,使得盖条的送料过程自动化,且各个限位件和执行组件的配合,实现了对盖条的精准夹持和固定,确保在送料过程中易开盖被正确地放置固定和精准移转,可加速生产线的速度,减少了人工操作所需的时间,提高了整体生产效率,盖条被准确地放置和固定,避免了因为操作不准确而造成的生产线停滞或产品缺陷,实现更高的一致性和可靠性,减少了因为操作人员技能差异、以及机械手自动抓取移转所带来的问题,因此不仅提高了生产效率,同时也确保了产品质量和生产线稳定性,为生产送料过程带来了诸多显著效果。技术研发人员:宋木林,林腾,许郁斌受保护的技术使用者:厦门保沣集团有限公司技术研发日:20231225技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/218547.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
便于携带包装盒的制作方法
下一篇
返回列表