一种灶具玻璃贴膜机的制作方法
- 国知局
- 2024-08-01 05:10:32
本发明涉及自动化,具体为一种灶具玻璃贴膜机。
背景技术:
1、对于灶具玻璃,无论是在加工组转中,还成品售卖,为了玻璃防爆功能背面须贴一张防爆阻燃的保护膜,正面须贴一张pe周转的保护膜用于保护产品表面,避免在运输或加工过程中出现刮擦等;
2、现有的覆膜设备,是通过撕离设备先将保护膜卷的保护纸撕开后,再膜卷拉到覆膜设备的覆膜辊上覆膜准备,工作人员将灶具玻璃对好位置后,进入覆膜设备进行覆膜,再通过切刀进行切断,来实现自动覆膜,现有的设备存在以下问题,首先传统贴膜机连续贴膜由于是通过切刀来进行断膜,需要留长边,即膜比产品长,无法做到齐边和内缩,尤其对于灶具玻璃来说,无法实现内缩切,无法实现切圆形灶具孔,开关按钮孔,视窗显示窗口。因为用此方式进行内缩切时,容易划伤灶具玻璃表面,且通过覆膜设备的直接覆膜的方式,对于覆膜的力度精度要求较高,人工贴膜手动挖孔,效率低下,容易伤手,出现气泡等情况,若贴合方法不熟练,容易出现褶皱、贴断等情况,为此现有覆膜设备的贴膜质量较差。人工成本很高
技术实现思路
1、本发明目的在于提供一种能全自动自动化贴膜且贴膜质量高的贴膜设备。
2、为实现上述目的,本发明的技术方案如下。
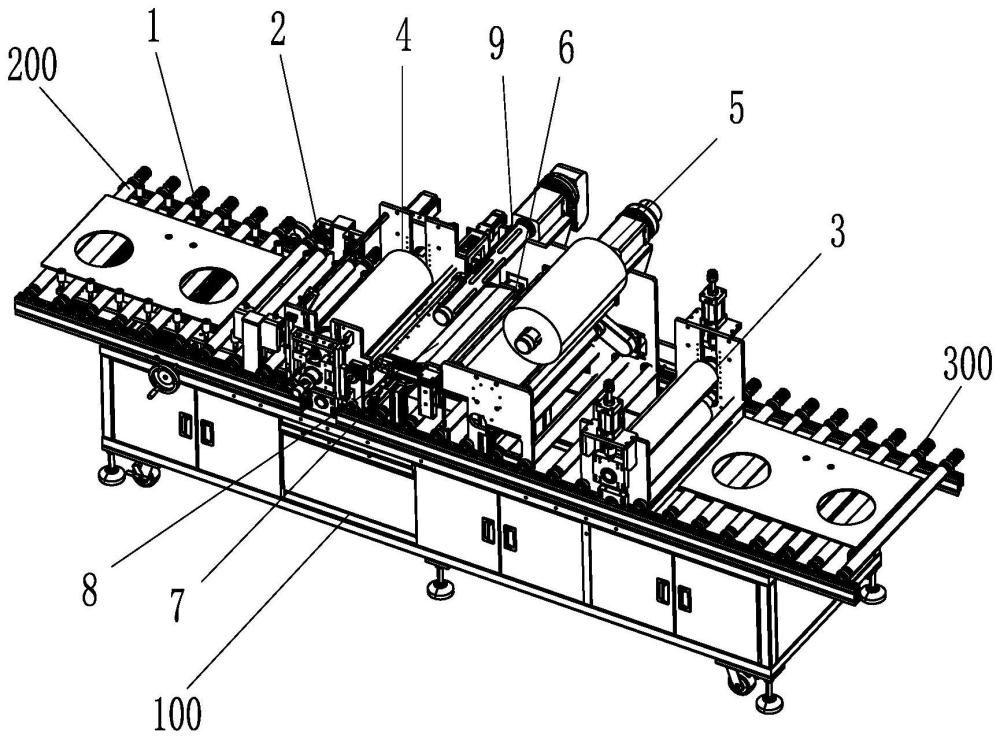
3、一种灶具玻璃贴膜机,贴膜机包括机台,机台上设有上料辊道输送机和下料辊道输送机;
4、上料辊道输送机上设有入料校位机构;
5、上料辊道输送机和下料辊道输送机之间还依次设有精准送板机构、预贴机构和强力覆膜机构;
6、预贴机构包括预贴内缩膜机构、放膜机构、送膜皮带压辊机构、加热断膜机构、剥离铲刀和收离型纸机构;
7、预贴内缩膜机构和加热断膜机构依次设置;
8、预贴内缩膜机构侧边还设置有送膜皮带压辊机构,送膜皮带压辊机构上设有剥离铲刀;
9、送膜皮带压辊机构侧边还有放膜机构和收离型纸机构。
10、借由上述结构,通过将灶具玻璃背面朝上,正面朝下放置在上料辊道输送机上,通过上料辊道输送机上的入料校对机构定位后进入精准送板机构,进行精准送板到预贴机构,即通过预贴内缩膜机构在熨帖灶具玻璃的背面贴收去离型纸自动完成贴防爆膜,和灶具玻璃正面的周转用卷状pe保护膜,进行贴产品表面,进而通过加热断膜机构进行断膜,完成预贴后,通过强力覆膜机构进行覆膜,覆膜完成后即到达下料辊道输送机完成下料,其中设有的放膜机构用于存放pe保护膜卷,送膜皮带压辊机上用于存放防爆膜,并通过送膜皮带压辊机构将防爆膜上的离型纸进行分离,剔除离型纸的膜,导向到预贴内缩膜机构进行预贴内缩膜,分离出来的离型纸导向收离型纸机构进行收集,本发明结构简单,制造成本低,相对于其他的贴膜机构,能够实现全自动的内缩膜的贴合,通过加热断膜机构来代替传统的切断刀,在进行内缩膜的贴合时,避免划伤玻璃表面,通过采用预贴和强帖的二次覆膜方式来进行覆膜,先通过预贴内缩膜机构进行预贴,即对膜进行初步定位位和覆膜,再进入强力覆膜机构进行完整覆膜,使得覆膜更加平整,稳定,相对一次性覆膜的设计来说,覆膜质量更高。
11、优选的,精准送板机构包括定位设置架、定位气缸、定位l型件、定位辊、定位辊设置架、限位块、第一缓冲弹簧
12、定位设置架设置在机台上,定位设置架上通过导轨滑块滑动连接有定位l型件;
13、定位气缸固定设置在定位设置架上,定位气缸的输出轴连接校准件;
14、定位l型件的短边滑动套设有定位辊设置架,并设有限位螺栓;
15、定位辊设置架与定位l型件的短边之间设有第一缓冲弹簧;
16、定位辊设置架上转动设置有定位辊;
17、定位辊设置架上还设有限制定位辊设置架行程的限位块。
18、由此可见,通过定位辊向下移动,压住灶具玻璃,使得灶具玻璃的位置固定,在进入预贴机构进行预贴时,保持位置不变,有利于提高贴膜的精度,同时设有的限位块、第一缓冲弹簧和定位l型件之间形成缓冲结构,在定位气缸驱动定位辊向下定位灶具玻璃时,提供一定的缓冲区间,避免下压定位力过大对灶具玻璃造成损坏,有利提高产品的合格率。
19、优选的,预贴内缩膜机构包括预贴设置架,预贴从动辊、预贴主动辊、第二缓冲弹簧、滑动设置块,传动齿条、传动电机和贴膜电机;
20、预贴设置架设置在机架上,预贴设置架下方通过轴承转动设置有预贴从动辊;
21、预贴设置架的上方滑动设置有滑动设置块,滑动设置块侧边还设有传动词条,预贴设置架上还设有贴膜电机,贴膜电机的输出轴上设有齿轮并与传动齿条相啮合,贴膜电机驱动齿轮转动使得传动齿条上下移动,使得滑动设置块相对预贴设置架上下滑动;
22、滑动设置块还通过轴承转动设置有预贴主动辊,并设有驱动预贴主动辊转动的贴膜电机;
23、滑动设置块与预贴设置架之间还设有第二缓冲弹簧。
24、由此可见,预贴从动辊的高度位置与上料辊道输送机的传送面位于同一水平面,预贴从动辊用于承接pe保护膜和承接灶具玻璃的同时给灶具玻璃向下放置的正面进行贴膜,预贴主动辊用于承接撕除离型纸的防爆膜,并在贴膜电机驱动的转动下进行贴膜和传送;设有的第二缓冲弹簧、滑动设置块形成缓冲结构,提供一定的缓冲区间,避免下压定位力过大对灶具玻璃造成损坏,有利提高产品的合格率。
25、优选的,送膜皮带压辊机构包括送膜设置架,送膜设置架上设有传送带,送膜设置架还设有压辊升降气缸和压辊;
26、压辊升降气缸固定设置在送膜设置架上,压辊升降气缸的输出轴连接有压辊设置件,压辊转动设置在压辊设置件上并为于传送带上方;
27、送膜设置架上还转动设置有第一导向辊和第二导向辊。
28、由此可见,放膜机构的卷状pe保护膜通过第一导向辊进行导向至预贴内缩膜机构上,进而通过压辊进将冲切好所需形状的防爆膜定位在传送带上,通过传送带的传送至剥离铲刀进行剥离防爆膜上的离型纸,进而离型纸通过第二导向辊进行导向到收离型纸机构进行回收,剥离离型纸的膜则在传送带的传送下移动到预贴内缩膜机构的预贴主动辊上,从而实现自动剥离离型纸,自动送膜,使得整体设备更加智能化。
29、优选的,放膜机构和收离型纸机构设置在送膜皮带压辊机构上。
30、优选的,剥离铲刀通过铲刀驱动气缸设置在传送带上方,铲刀驱动气缸固定设置在送膜设置架上,铲刀驱动气缸的输出轴连接剥离铲刀。
31、由此可见,通过铲刀驱动气缸实剥离铲刀的高度调节,方便实现预先穿膜和适用不同膜卷类型,提高了设备适用的范围。
32、优选的,强力覆膜机构包括覆膜设置架,覆膜从动辊,覆膜主动辊、覆膜调节块、调节气缸和覆膜电机;
33、覆膜设置架设置在机架上,述覆膜设置架下方转动设有覆膜从动辊;
34、覆膜设置架的上方上下滑动连接有覆膜调节块,覆膜设置架上设有调节气缸,调节气缸的输出轴连接覆膜调节块,覆膜调节块上转动设置有覆膜主动辊,并设有驱动覆膜主动辊转动的覆膜电机。
35、由此可见,覆膜从动辊的高度位置与下料辊道输送机的传送面位于同一水平面,用于承接灶具玻璃,调节气缸驱动覆膜主动辊向下移动后提供压力,对预贴的膜进行贴合,并在覆膜电机驱动的转动下进行覆膜和传送,实现膜的完全覆贴,使得覆膜更加完善,提高覆膜质量。
36、优选的,入料校位机构包括导向轮、滑动轨道、固定架和滑动架;
37、滑动轨道设置在机架上并位于上料辊道输送机下端,滑动轨道两端分别滑动连接有固定架,机架上设有两组涡轮蜗杆结构,并机架两端分别各设有一组转动把手,转动把手分别传动连接蜗杆,两组涡轮蜗杆结构的涡轮分别连接两端的固定架;
38、其中一组固定架上设有导向气缸,导向气缸的输出轴连接有滑动架;
39、固定架和滑动架上均设有若干导向轮,导向轮位于上料辊道输送机的辊道间隙之间并高于上料辊道输送机的传送水平面。
40、由此可见,将灶具玻璃放置在上料辊道输送机上后,滑动架在导向气缸的驱动下向固定架滑动,使得灶具玻璃在上料辊道输送机上进行移动,直至碰触固定架上的导向轮,即完成灶具玻璃的定位,同时采用导向轮作为接触架,使得在推动灶具玻璃时,提高一个侧滑卸力,避免直接的刚性碰撞,有利于保护灶具玻璃,保护产品。
41、优选的,加热断膜机构包括断膜升降气缸和加热丝;
42、断膜升降气缸分别固定设置在机架两侧,断膜升降气缸的输出轴上均设有加热丝设置结构,加热丝设置结构之间设置有加热丝,并外接有加热源。
43、由此可见,通过断膜升降气缸来控制加热丝的高度,从而控制切割,加热丝通过加热丝设置进行设置,保持绷直直线设置,同时加热丝设置装置外接有电源,通过电热的方式对加热丝进行加热,使得加热丝保持在切断温度上。
44、本发明通过上料辊道输送机、下料辊道输送机、精准送板机构、预贴机构和强力覆膜机构形成完整流水线,通过机器代替人工进行撕膜覆膜,相对于人工,成本更低,贴膜质量不受人工经验影响,效果更好,且整体效率更高,通过加热断膜机构来代替传统的切断刀,在进行内缩膜的贴合时,避免划伤玻璃表面,通过采用预贴和强帖的二次覆膜方式来进行覆膜,先通过预贴内缩膜机构进行预贴,即对膜进行初步定位和覆膜,再进入强力覆膜机构进行完整覆膜,使得覆膜更加平整,稳定,相对一次性覆膜的设计来说,覆膜质量更高。
本文地址:https://www.jishuxx.com/zhuanli/20240723/218648.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表