一种永磁电机外壳成型传送设备及其使用方法与流程
- 国知局
- 2024-08-01 05:10:31
本发明涉及电机加工领域,具体讲是一种永磁电机外壳成型传送设备及其使用方法。
背景技术:
1、电机壳体是电机的主要组成部分,安装在电机的表面,主要用于保护电机内部零部件的安全提高电机的工作效率和使用寿命,它的加工工艺对电机的性能、寿命和安全性都有着重要的影响。
2、永磁电机壳通常选择铜、铝合金、钢板和铸铁等不含磁性的材料,避免影响内部零件的磁性,铜具有优良的导电性能和耐腐蚀性能,但重量大成本高;铝成本低、轻质强度高且导热性能好,适用于高速电机和高温环境;钢强度高且耐磨韧性好,但导热性差;铸铁耐热、耐腐蚀、密度大适用于高温、高压和腐蚀性强的环境;实际生产时根据电机的使用环境、工作条件和性能要求因素来确定合适的材料进行生产;
3、将选定的材料熔化并注入压铸机的压铸腔室,然后通过高压注射,将熔化的材料压入模具中,并在一定的时间内保持压力,使材料冷却固化最后,取出压铸件,取出的铸件通常会有一些毛刺、气孔或其他缺陷,需要进行修整和加工,包括去除毛刺、砂眼和不良表面,以及钻孔、铣削和抛光,喷砂和喷涂涂层,以满足机壳的精度和功能要求,这些加工流程都是在生产流水线上进行的,加工过程中需要把电机外壳在流水线上传送;这些传送设备与生产线的其他设备集成,以实现自动化的生产流程;
4、电机外壳传送设备通常是指用于在生产线上自动传送电机外壳的设备。随着技术的改进传送设备也在优化,它们可以采用不同的工作原理和设计,包括输送带传送设备、滚筒传送设备、链条传送设备和气垫传送设备,气垫传送这种设备是利用气垫原理通过在传送通道中产生气流,使电机外壳浮在气垫上,从而实现传送可以避免损伤电机外壳,现有的传送设备的优化方向也是这个方向,不管是提高生产量还是避免损伤电机外壳降低瑕疵率,都是为了提高生产效益;
5、传统的电机转运输送都会使用到夹持装置,当夹持结构的夹持力过大或者夹持部件的表面粗糙,会造成电机外壳表面的划伤或者凹陷,尤其是对于外壳表面采用了特殊涂层或者装饰处理的情况下,更容易受到损伤,此外当夹持结构的运行不稳定或者操作不当,也会导致电机外壳受到撞击或挤压,从而造成不可逆的损伤,导致电机外壳瑕疵率增加,另外单个的夹持效率较低,且面对不同大小外形的电机外壳,机械爪在抓握时不能够完全贴合,会导致运送时电机外壳掉落,传统的解决方式为了检查是否夹持稳固会在运输过程中设置人工检查点,对机械臂夹持电机外壳的情况进行定期检查,确保电机外壳被稳固地固定在机械臂上,但这增加了人工成本。
6、现有技术中,高压永磁电机的外壳在进行运输时,大都采用传送带进行运输,进行转移时,均采用机械臂,机械手臂不仅昂贵而且维护费用较高且还要技术文持,并且负载限度较小;
7、现有专利(公告号:202310989436.7)一种高压永磁电机生产用的外壳成型传送装置,可在不使用机械手臂的情况下通过采用转移安装盘及其侧部的安装结构进行运输,具体是通过旋转伸缩主柱带动夹持环夹持的电机外壳移动,达到把电机外壳从主运输带运输到辅运输带的作用;
8、但是装置有以下几点弊端,第一、装置本身相当于另一种形态的机械臂,且装置使用的转移安装盘使用范围限制较大,转移安装盘为十字型的外形,只能使用在呈l型摆放的两组传送带之间,且还要求两条传送带在同一水平上,在直线型传送带,t型传送带以及有高低差的传送带上都不便使用;
9、第二、第一夹持环和第二夹持环只能夹持圆柱型电机外壳,且夹持环的直径必须要小于被夹持的电机外壳,否则电机外壳无法被夹持,另外当使用方形的电机外壳时第一夹持环和第二夹持环也无法稳定夹持电机外壳,因为方形外壳和夹持环接触时只有四个角作为接触面,易导致夹持时四个角的接触面受压过大而损坏,相比于传统的机械臂夹持方式,夹持环的夹持方式会导致电机外壳的磨损更大;
10、第三、转移安装盘采用在四个尾端安装夹持环的方式抓取电机外壳,一次只能运输一件电机外壳,这种方式传送方式效率太低。
技术实现思路
1、本发明的目的在于提供一种永磁电机外壳成型传送设备及其使用方法,以解决上述背景技术中提出的转移安装盘相当于另一种形态的机械臂,且相比于机械臂的适用范围限制更大;另外夹持环对电机外壳的尺寸和外形都有要求,适用范围限制大,且对方形电机外壳的磨损更大的问题。
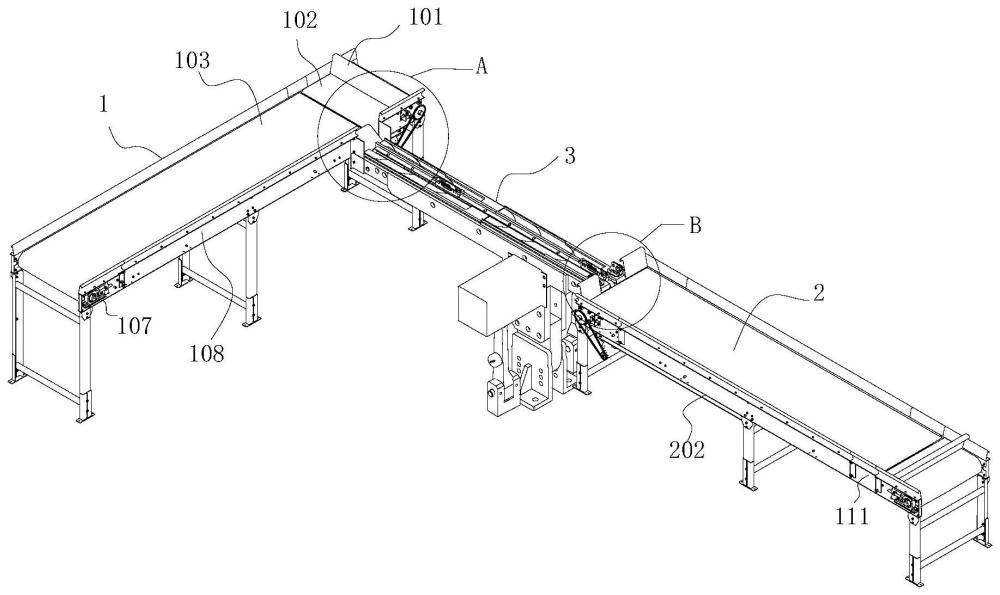
2、本发明的技术方案是:一种永磁电机外壳成型传送设备及其使用方法,包括传送装置,
3、补偿式传送组件,所述传送装置包括上层传送组件和下层传送组件,且上层传送组件和下层传送组件之间安装有补偿式传送组件,所述补偿式传送组件包括传送履带,且传送履带的一端和下层传送组件接触连接;
4、支撑组件,所述补偿式传送组件的底端安装有支撑组件,且支撑组件包括支撑横杆,且支撑横杆和补偿式传送组件交叉贯穿连接;
5、所述补偿式传送组件的远离下层传送组件的一端安装有上层传送组件,且上层传送组件包括高支撑架,且高支撑架的顶端安装有反向传送带和传送皮带。
6、进一步的,所述补偿式传送组件还包括防护侧板,且防护侧板的中间位置处设有传送履带,所述传送履带的表面镶嵌有贯穿孔,所述贯穿孔设有多组且等间距分分布,所述传送履带的顶端设有电机外壳浇铸件,且电机外壳浇铸件和传送履带接触连接,所述电机外壳浇铸件的两端连接有定位凸块,且定位凸块和电机外壳浇铸件可卡和连接,所述电机外壳浇铸件两端定位凸块之间的距离与多组贯穿孔之间的距离相等,所述定位凸块的直径小于贯穿孔的直径。
7、进一步的,所述防护侧板呈t型外形,且防护侧板两端杆体长度不同,长端杆体为进料口,短端杆体为出料口。
8、进一步的,所述传送履带的两侧均安装有引流侧板,且引流侧板的顶端镶嵌有弧形导流槽,弧形导流槽敞开的一端面向传送带的出料端,所述防护侧板靠近下层传送组件的一端安装有纠偏定位件,且纠偏定位件的一侧安装有限位绳。
9、进一步的,所述补偿式传送组件还包括支撑底板,且支撑底板设在传送履带的内部中间位置处,所述支撑底板的顶端安装有异型托板,且异型托板靠近末端一侧的顶端设有垫板。
10、进一步的,所述补偿式传送组件还包括第二辊轮,所述防护侧板的一端安装有驱动电机,且驱动电机的输出端和第二辊轮连接,所述第二辊轮的一端安装有第三辊轮,所述第二辊轮的另一端安装有第四辊轮,所述防护侧板内部的一侧安装有第一辊轮,所述防护侧板内部的另一侧安装有第五辊轮,且第四辊轮和第五辊轮的顶端均设有第六辊轮,所述第一辊轮、第二辊轮、第三辊轮、第四辊轮、第五辊轮和第六辊轮均与传送履带接触连接。
11、进一步的,所述支撑组件还包括支撑底座,且支撑底座的中间位置处设有拼接零件,所述拼接零件的顶端和防护侧板卡合滑动连接,所述支撑底座的两端设有侧支撑架,且侧支撑架的顶端和支撑横杆的两侧贯穿连接。
12、进一步的,所述反向传送带和传送皮带的两端均安装有滚筒连接杆,所述滚筒连接杆的一端连接有传动齿轮,且传动齿轮的表面接触连接有传动皮带,所述传动皮带的底端连接有反转电机,所述反向传送带和传送皮带接触面的一侧设有出货口,且出货口和防护侧板的接触面安装有遮挡板,所述反向传送带和传送履带的连接处安装有倾斜平台,且倾斜平台呈向传送履带的方向倾斜,所述反向传送带远离传送皮带的一端安装有防护挡板。
13、进一步的,所述下层传送组件包括短支撑架,且短支撑架的高度低于高支撑架,所属分割挡板靠近补偿式传送组件的一端的两侧安装有分割挡板。
14、进一步的,一种永磁电机外壳成型传送设备的使用方法:
15、s1.首先把防护侧板长横杆的一端置于传送皮带和反向传送带之间缝隙一侧的出料口处,然后把防护侧板短横杆的一端置于下层传送组件的入料口处,控制防护侧板翻转倾斜,搭在两组传送带上,然后通过底部的支撑组件支撑防护侧板,防护侧板关于支撑横杆的轴线翻转,通过防护侧板底部的支撑底座和拼接零件限制防护侧板翻转的幅度,避免翻转过度使顶端的物料掉落,装置准备完成后将需要传送的电机外壳放置在传送皮带的顶端,启动控制系统;
16、s2.控制系统控制上层传送组件内部的电机开始运转,驱动传送皮带将电机外壳沿着传送路径传送,到达传送皮带和反向传送带之间,当电机外壳到达出料口处时因为反向传送带反转,使得电机外壳向反方向移动,这时还会受电机运转产生的振动翻动自身,然后通过唯一的出口倾斜平台落在引流侧板和传送履带的顶端;
17、s3.当电机外壳到达转运装置补偿式传送组件的顶端时开启驱动电机,这时后面的电机外壳推动前面的电机外壳向传送履带的传送路径移动,同时通过传送履带两侧的引流侧板上的导流槽自动把电机外壳向传送履带的方向推动,在这个过程中电机外壳浇铸件两端的定位凸块会逐渐找到定位的贯穿孔,然后插入贯穿孔,便可固定电机外壳浇铸件的位置,能够在两侧有高度差的传送履带上稳定的运输,当电机外壳浇铸件到达出料口时,异型托板靠近出料口处的垫板会把定位凸块从贯穿孔内顶起,且纠偏定位件固定的限位绳起到质检的作用,当电机的高度超过限位绳的高度时便会被拦截从补偿式传送组件转运装置上掉落,合格的电机外壳浇铸件便可稳定的到达下层传送组件的顶端;
18、s4.这时到达下层传送组件的电机外壳浇铸件顶面都是朝上的,这一结果使电机外壳能够准确地排列在传送带上,当电机外壳到达目标位置时,归纳整齐的电机外壳能够更方便进行下一步的加工或生产操作。
19、本发明通过改进在此提供一种永磁电机外壳成型传送设备及其使用方法,与现有技术相比,具有如下改进及优点:
20、其一,通过本多层传送带高度差补偿式电机外壳的传送,能够连接两组传送带,装置顶端的补偿式传送组件能够自动移动电机外壳,装置使用的转运装置不仅能使用在呈l型摆放的两组传送带之间,还能够使用在直线摆放的两组传送带之间,另外补偿式传送组件底端安装的支撑组件可以调整补偿式传送组件的角度,从而适应有高低差的传送带,使用时把补偿式传送组件长横杆的一端置于上层传送组件的出料端,把补偿式传送组件短横杆的一端置于下层传送组件的进料端便可传送电机外壳。
21、其二,通过上层传送组件出料口端的结构和补偿式传送组件配合能够达到无接触批量输送电机外壳的作用,无接触输送电机可以避免夹持机械爪对电机外壳的伤害,另外本装置是批量输送的,相比于机械爪逐一夹持电机外壳的方式效率更高,且对电机外壳的外形没有限制;装置的地面上放置有气垫,当电机外壳在运送中意外坠落后还能批量回收继续使用;
22、无接触自动输送电机外壳主要分为两步,第一是通过上层传送组件出料口周围简单的结构实现翻转电机外壳,第二是通过补偿式传送组件顶端的零件配合自动整理电机外壳,从而达到在运输电机外壳的过程中无接触的自动规整电机外壳;
23、该翻转电机外壳的结构在电机外壳到达转运装置之前,自动对其进行翻转,这个装置是一个简单的机械结构,作用是将电机外壳翻转到指定的位置,使其整齐排列在传送带上,具体是在上层传送组件的出料端安装一个反向的履带辊轮装置反向传送带,反向传送带可以把传送皮带运送来的电机外壳向反方向推送,同时反向传送带和传送皮带上的电机在工作时会产生振动,具有震动作用,便于进一步的翻转电机外壳浇铸件,当电机外壳到达反向传送带和传送皮带之间,它会自然滑动到倾斜面上,并在重力的作用下自动翻转补偿式传送组件的顶端。使得电机外壳浇铸件从传送带出料端的倾斜平台上掉落到补偿式传送组件的顶端,防护挡板和遮挡板的作用是挡住翻滚的电机外壳避免掉落,这样的设计简单而有效,不需要复杂的机械装置,可以实现电机外壳的快速翻转和整理;
24、而批量输送电机外壳能够自动调整电机外壳浇铸件的位置的,使电机外壳能够准确地排列在传送带上,提高整理效果和生产效率,具体是通过传送履带两侧的引流侧板上的导流槽自动把电机外壳向传送履带的方向推动,在这个过程中电机外壳浇铸件两端的定位凸块会逐渐找到定位的贯穿孔,然后插入贯穿孔,便可固定电机外壳浇铸件的位置,能够在两侧有高度差的传送履带上稳定的运输,当电机外壳浇铸件到达出料口时,异型托板靠近出料口处的垫板会把定位凸块从贯穿孔内顶起,且纠偏定位件固定的限位绳起到质检的作用,当电机的高度超过限位绳的高度时便会被拦截从补偿式传送组件转运装置上掉落,合格的电机外壳浇铸件便可稳定的到达下层传送组件的顶端;通过这些功能,可以使传送装置具有更高的智能化和自动化水平,提高生产效率并减少人力成本。
本文地址:https://www.jishuxx.com/zhuanli/20240723/218646.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种拉线复位器的制作方法
下一篇
返回列表