一种厚板埋弧焊接用均匀加热工装的制作方法
- 国知局
- 2024-08-01 01:07:07
本技术涉及钢板埋弧,特别是涉及一种厚板埋弧焊接用均匀加热工装。
背景技术:
1、在焊接领域,理弧焊技术与其它焊接技术相比是相对比较成熟的技术,广泛用于造船业、治金机械业、化工容器制造以及工业的大面积拼版和大厚度板焊接。目前在国内厚钢板低合金钢〈q345钢及以上级别钢种)构件焊接主要以单、双丝埋弧焊焊接方法为主。为了防止冷裂纹和消除近焊缝区硬化现象,在厚板焊接中行,要采用焊前预热的工艺措施防止冷裂纹的产生,特厚钢板的自动里弧焊焊前预热参数应随着环境稳定及板厚的不同而变化。
2、现有的厚板预热最常用的加热方式为使用乙炔焰枪进行加热,且不同板厚,不同环境温度下的预热温度不同。如果在环境温度低的情况下对厚板进行加热,采用人工预加热的方式,人工拿着乙炔焰枪移动式预热,那已经预热的位置可能会在在环境温度的影响下慢慢冷却,这样影响厚板整体预热的均匀度和预热效率,所以,现提出一种厚板埋弧焊接用均匀加热工装,实现一种可以转动式均匀高效电控预热辅助工装。
技术实现思路
1、本实用新型的目的是提供一种厚板埋弧焊接用均匀加热工装,实现一种可以转动式均匀高效电控预热辅助工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
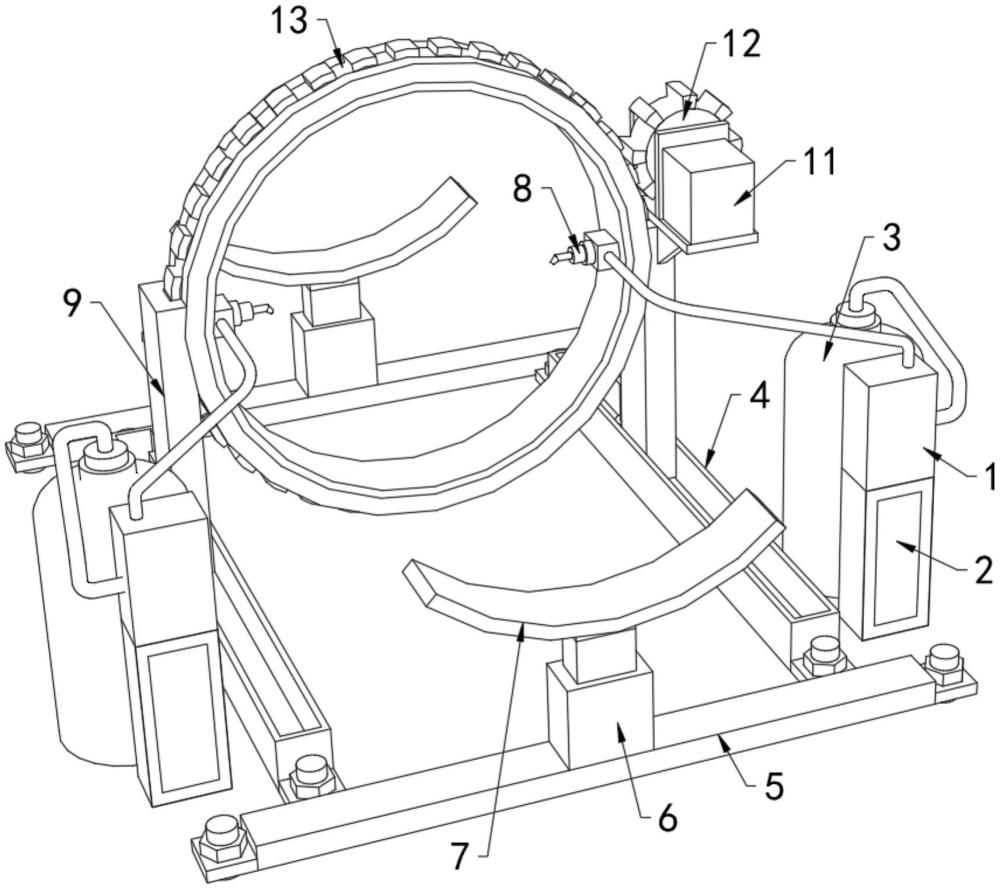
3、一种厚板埋弧焊接用均匀加热工装,包括对称分布的两个轨道,两个轨道内分别设置有一个支撑柱,两个支撑柱之间安装有两个定位环,两个定位环同轴心分布,两个定位环之间同轴心活动设置有齿环,齿环的内侧分别与两个定位环的内壁贴合,齿环的外壁限位在两个定位环之间,所述齿环的卡齿凸出至定位环外,所述齿环的内壁对称安装有两个火焰枪,所述轨道的一侧分别设置有乙炔罐、电控箱和点火器,乙炔罐通过电磁阀与点火器连接,火焰枪分别与电控箱和点火器连接,所述支撑柱上安装有电机,和用于电机驱动控制的齿轮,所述齿轮与齿环啮合配合。
4、优选的,所述电机的驱动方式为正转185°和反转185°的伺服控制。
5、优选的,所述轨道为开口朝上的u型结构,所述支撑柱的底端活动安装有移动轮,所述支撑柱的一侧螺纹旋合连接有定位杆,所述定位杆的底端安装有硅胶垫,所述定位杆与轨道竖直相抵配合。
6、优选的,所述齿环的前侧和后侧分别安装有底板,所述底板上安装有气缸,所述气缸的顶端安装有支撑托,所述支撑托为弧形结构,所述气缸位于齿环的轴心线所在的面上。
7、优选的,与火焰枪连接的管道为软管结构。
8、优选的,两组支撑托之间的间距大于齿环可以轴向移动的距离。
9、本实用新型至少具备以下有益效果:
10、1.通过将厚板定位放置在齿环内侧,利用两个火焰枪开始对厚板进行移动式均匀预热,这样的预热方式,可以大大降低在低温环境下,厚板预热部分冷却的速度,保证厚板在低温环境下有个良好的预热环境,从而可以更好的进行埋弧焊。
11、2.通过利用定位杆的设置,可以实现支撑柱的稳定定位,通过利用移动的支撑柱,可以实现齿环位置的移动,同样也可以适用于多个弧焊的处理。
技术特征:1.一种厚板埋弧焊接用均匀加热工装,其特征在于,包括对称分布的两个轨道(4),两个轨道(4)内分别设置有一个支撑柱(9),两个支撑柱(9)之间安装有两个定位环(14),两个定位环(14)同轴心分布,两个定位环(14)之间同轴心活动设置有齿环(13),齿环(13)的内侧分别与两个定位环(14)的内壁贴合,齿环(13)的外壁限位在两个定位环(14)之间,所述齿环(13)的卡齿凸出至定位环(14)外,所述齿环(13)的内壁对称安装有两个火焰枪(8),所述轨道(4)的一侧分别设置有乙炔罐(3)、电控箱(2)和点火器(1),乙炔罐(3)通过电磁阀与点火器(1)连接,火焰枪(8)分别与电控箱(2)和点火器(1)连接,所述支撑柱(9)上安装有电机(11),和用于电机(11)驱动控制的齿轮(12),所述齿轮(12)与齿环(13)啮合配合。
2.根据权利要求1所述的一种厚板埋弧焊接用均匀加热工装,其特征在于,所述电机(11)的驱动方式为正转185°和反转185°的伺服控制。
3.根据权利要求1所述的一种厚板埋弧焊接用均匀加热工装,其特征在于,所述轨道(4)为开口朝上的u型结构,所述支撑柱(9)的底端活动安装有移动轮,所述支撑柱(9)的一侧螺纹旋合连接有定位杆(10),所述定位杆(10)的底端安装有硅胶垫,所述定位杆(10)与轨道(4)竖直相抵配合。
4.根据权利要求1所述的一种厚板埋弧焊接用均匀加热工装,其特征在于,所述齿环(13)的前侧和后侧分别安装有底板(5),所述底板(5)上安装有气缸(6),所述气缸(6)的顶端安装有支撑托(7),所述支撑托(7)为弧形结构,所述气缸(6)位于齿环(13)的轴心线所在的面上。
5.根据权利要求1所述的一种厚板埋弧焊接用均匀加热工装,其特征在于,与火焰枪(8)连接的管道为软管结构。
6.根据权利要求1所述的一种厚板埋弧焊接用均匀加热工装,其特征在于,两组支撑托(7)之间的间距大于齿环(13)可以轴向移动的距离。
技术总结本技术涉及钢板埋弧技术领域,尤其涉及一种厚板埋弧焊接用均匀加热工装,实现一种可以转动式均匀高效电控预热辅助工装。一种厚板埋弧焊接用均匀加热工装,包括对称分布的两个轨道,两个轨道内分别设置有一个支撑柱,两个支撑柱之间安装有两个定位环,两个定位环同轴心分布,两个定位环之间同轴心活动设置有齿环,齿环的内侧分别与两个定位环的内壁贴合,齿环的外壁限位在两个定位环之间。本技术通过将厚板定位放置在齿环内侧,利用两个火焰枪开始对厚板进行移动式均匀预热,这样的预热方式,可以大大降低在低温环境下,厚板预热部分冷却的速度,保证厚板在低温环境下有个良好的预热环境,从而可以更好的进行埋弧焊。技术研发人员:罗剑英,蒋涛,曹应斌,稂亚军,陈云,何鹏飞受保护的技术使用者:凉山中水恒岳新能源装备有限公司技术研发日:20230721技术公布日:2024/3/27本文地址:https://www.jishuxx.com/zhuanli/20240724/203911.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表