一种消除连杆装置空行程影响的方法及系统与流程
- 国知局
- 2024-08-01 01:07:20
本发明涉及一种消除连杆装置空行程影响的方法及系统,适用于卷烟生产中燃烧炉设备中应用的控制天然气和助燃风配比的连杆装置控制中。
背景技术:
1、hxd(在线式气流干燥设备)是卷烟生产过程中主要的叶丝膨胀干燥设备之一,燃烧炉为hxd提供符合工艺要求的工艺气体,完成叶丝的膨胀干燥,去除叶丝中部分水分,提高叶丝填充能力和耐加工性,满足后续加工要求。
2、烟丝通过进料气锁进入到hxd干燥风管段中,高速高温的工艺气体将烟丝向上吹入到旋风分离器中,同时完成烟丝的脱水工作。烟丝落入到旋风分离器的底部,通过出料气锁排出烟丝。工艺气体从旋风分离器的顶部排出,进入到燃烧炉的热交换器中进行加热,加热后的再次回到hxd干燥风管段循环工作。高温工艺气体对烟丝进行干燥,根据工艺气体温度向hxd干燥风管内喷吹适量控制水来控制烟丝干燥后的水分,工艺气体的温度稳定是烟丝水分稳定的基础。
3、工艺气体温度是通过控制天然气流量来保障的,需要天然气控制阀的频繁动作达到工艺气体温度调节的目的。燃烧炉的温度控制是通过薄膜阀的行程杆通过一个杠杆连接到天然气阀门和助燃空气阀门控制杆上,实现联动控制。为确保天然气和助燃空气阀能运动,每个连接点都存在一定的间隙。阀门开度增加或减小时,温度控制输出时,天然气流量的改变都要经过一段空行程后才开始变化,即阀门显示开度有变化,但阀门实际开度没有变化,造成天然气流量控制控制炉膛温度精度不高或延长控制周期。
技术实现思路
1、本发明为了解决卷烟生产过程中燃烧炉设备中应用的控制天然气和助燃风配比的连杆装置存在空行程的问题,提出了一种消除连杆装置空行程影响的方法即系统。
2、为了达到上述目的,本发明提供的技术方案如下:
3、第一方面,本发明提供了一种消除连杆装置空行程影响的方法,如下:
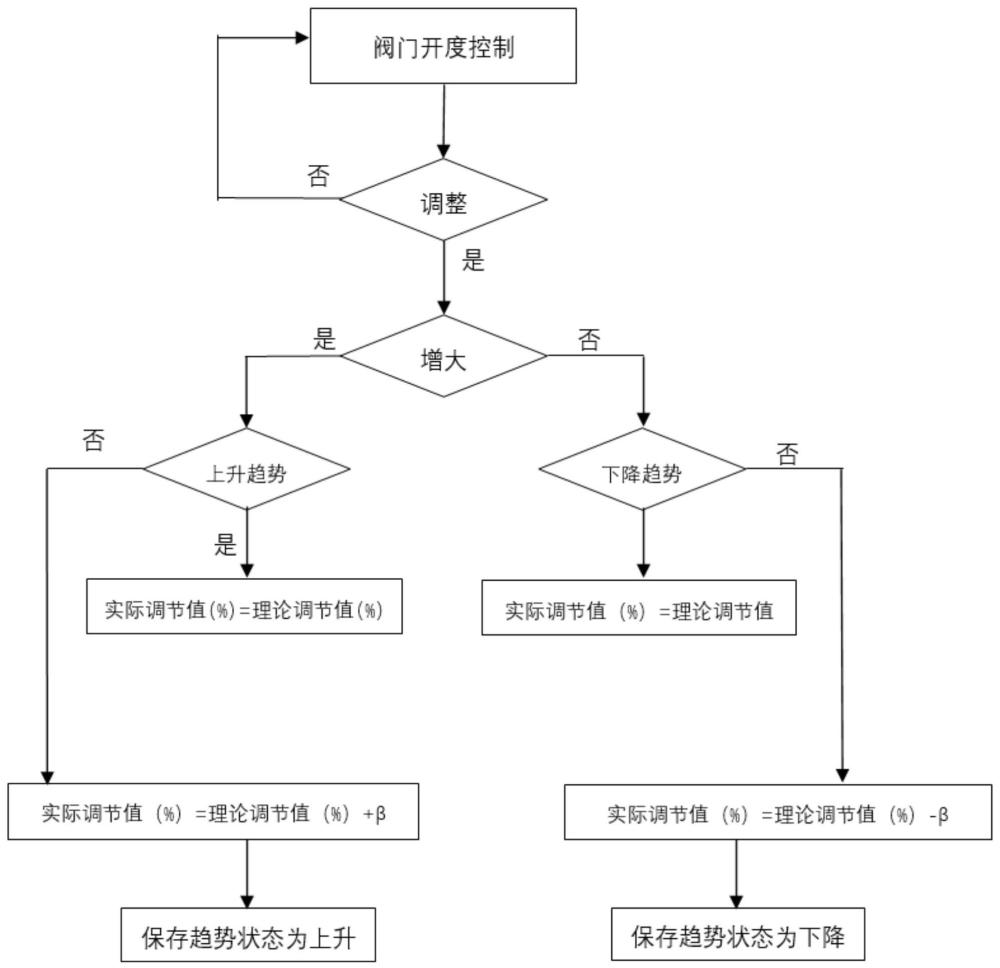
4、根据连杆装置空行程影响时刻状态,定义连杆装置控制趋势:连杆控制阀门开度持续增加为上升趋势;连杆控制阀门开度持续减小为下降趋势;连杆控制阀门开度由减小变为增加时,由下降趋势转换为上升趋势;连杆控制阀门开度由增加变为减小时,由上升趋势转换为下降趋势;
5、连杆装置在动作时,若控制趋势为下降趋势转换为上升趋势或者上升趋势转换为下降趋势,则增加空行程量β的影响,执行一个跳变量来消除空行程;即实际调节值(%)=理论调节值(%)±β;
6、连杆装置在动作时,若控制趋势为上升趋势或下降趋势,则直接执行理论调节值;即实际调节值(%)=理论调节值(%)。
7、作为进一步的技术方案,连杆装置在动作时由下降趋势转换为上升趋势时,
8、实际调节值(%)=理论调节值(%)+β。
9、作为进一步的技术方案,连杆装置在动作时由上升趋势转换为下降趋势时,
10、实际调节值(%)=理论调节值(%)-β。
11、作为进一步的技术方案,所述的β为空行程所对应p id输出的百分比。
12、作为进一步的技术方案,所述的连杆装置空行程影响时刻状态,包括:从连杆装置开始增加温度调节时的时刻至连杆装置第一次执行控制程序的量+空行程量作为输出的时刻;从连杆装置开始减少温度控制的时刻至连杆装置第一次控制程序量-空行程量作为输出的时刻。
13、第二方面,本发明提供了一种消除连杆装置空行程影响的系统,包括:
14、第一模块,其被设定为根据连杆装置空行程影响时刻状态,定义连杆装置控制趋势,连杆控制阀门开度持续增加为上升趋势;连杆控制阀门开度持续减小为下降趋势;连杆控制阀门开度由减小变为增加时,由下降趋势转换为上升趋势;连杆控制阀门开度由增加变为减小时,由上升趋势转换为下降趋势;
15、第二模块,其被设定为连杆装置在动作时,若控制趋势为下降趋势转换为上升趋势或者上升趋势转换为下降趋势,则增加空行程量β的影响,执行一个跳变量来消除空行程;即实际调节值(%)=理论调节值(%)±β;
16、第三模块,其被设定为连杆装置在动作时,若控制趋势为上升趋势或下降趋势,则直接执行理论调节值,即若控制趋势不变化不考虑空行程量β的影响,即实际调节值(%)=理论调节值(%)。
17、作为进一步的技术方案,第二模块,其被设定为连杆装置在动作时由下降趋势转换为上升趋势时,
18、实际调节值(%)=理论调节值(%)+β。
19、作为进一步的技术方案,第二模块,其被设定为连杆装置在动作时由上升趋势转换为下降趋势时,
20、实际调节值(%)=理论调节值(%)-β。
21、作为进一步的技术方案,所述的β为空行程所对应p id输出的百分比。
22、作为进一步的技术方案,所述的连杆装置空行程影响时刻状态,包括:从开始增加温度调节时的时刻至第一次执行控制程序的量+空行程量作为输出的时刻;从开始减少温度控制的时刻至第一次控制程序量-空行程量作为输出的时刻。
23、本发明提出的上述方法以及系统通过增加空行程量β,然后根据连杆装置的控制趋势,进行相应的控制,缩短了连杆装置在控制趋势发生变化时的控制时间,提高了工艺气体温度控制精度。
24、本发明的有益效果如下:
25、统计方法使用前后同一牌号同一月份连续两年工艺气体温度控制情况,工艺气体温度标准偏差由使用本方法之前的1.38降低到0.21。
26、原来控制模式下采集的2021年9月hxd工艺气体温度数据。
27、 牌号 统计批次数 标准偏差平均值 泰山(白将军) 153批 1.380877
28、使用分方法的控制模式下2022年9月hxd工艺气体温度数据。
29、 牌号 统计批次数 标准偏差平均值 泰山(白将军) 149批 0.208987
技术特征:1.一种消除连杆装置空行程影响的方法,其特征在于,如下:
2.如权利要求1所述的消除连杆装置空行程影响的方法,其特征在于,连杆装置在动作时由下降趋势转换为上升趋势时,
3.如权利要求1所述的消除连杆装置空行程影响的方法,其特征在于,连杆装置在动作时由上升趋势转换为下降趋势时,
4.如权利要求1所述的消除连杆装置空行程影响的方法,其特征在于,所述的β为空行程所对应pid输出的百分比。
5.如权利要求1所述的消除连杆装置空行程影响的方法,其特征在于,所述的连杆装置空行程影响时刻状态,包括:从连杆装置开始增加温度调节时的时刻至连杆装置第一次执行控制程序的量+空行程量作为输出的时刻;从连杆装置开始减少温度控制的时刻至连杆装置第一次控制程序量-空行程量作为输出的时刻。
6.一种消除连杆装置空行程影响的系统,其特征在于,包括
7.如权利要求6所述的消除连杆装置空行程影响的系统,其特征在于,第二模块,其被设定为连杆装置在动作时由下降趋势转换为上升趋势时,
8.如权利要求6所述的消除连杆装置空行程影响的系统,其特征在于,第二模块,其被设定为连杆装置在动作时由上升趋势转换为下降趋势时,
9.如权利要求6所述的消除连杆装置空行程影响的系统,其特征在于,所述的β为空行程所对应pid输出的百分比。
10.如权利要求6所述的消除连杆装置空行程影响的系统,其特征在于,所述的连杆装置空行程影响时刻状态,包括:从连杆装置开始增加温度调节时的时刻至连杆装置第一次执行控制程序的量+空行程量作为输出的时刻;从连杆装置开始减少温度控制的时刻至连杆装置第一次控制程序量-空行程量作为输出的时刻。
技术总结本发明公开了一种消除连杆装置空行程影响的方法及系统,根据连杆装置空行程影响时刻状态,定义连杆装置控制趋势:连杆控制阀门开度持续增加为上升趋势;连杆控制阀门开度持续减小为下降趋势;连杆控制阀门开度由减小变为增加时,由下降趋势转换为上升趋势;连杆控制阀门开度由增加变为减小时,由上升趋势转换为下降趋势;连杆装置在动作时,若控制趋势发生变化则增加空行程量β的影响,执行一个跳变量来消除空行程,即实际调节值=理论调节值±β;连杆装置在动作时,若控制趋势发生不变化不考虑空行程量β的影响,即实际调节值=理论调节值。技术研发人员:高卫,段三青,霍文文,尉泽民,田佳,吴波,陈晶受保护的技术使用者:山东中烟工业有限责任公司技术研发日:技术公布日:2024/3/27本文地址:https://www.jishuxx.com/zhuanli/20240724/203933.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表