一种汽车零配件外观缺陷检测装置及使用方法与流程
- 国知局
- 2024-07-29 11:09:50
本发明涉及汽车零配件检测,具体为一种汽车零配件外观缺陷检测装置及使用方法。
背景技术:
1、汽车配件是指构成汽车整体的各个单元及服务于汽车的一种产品,它们种类繁多,涵盖了汽车从内到外的各个方面,汽车配件常用的有:喷油嘴、悬挂、弹簧、主减速器、副车架、刹车泵、底盘、刹车片等。
2、根据申请号为201510662807.6的刹车片外观缺陷多工位在线检测装置及方,其通过不同光源的设置检测刹车片表面不同种类的缺陷,并实现实时在线检测,改善了以往多工位检测占地多、效率低的不足,实现了多工位检测集成化,减少了设备成本,降低了人工成本,提高了工作效率;
3、但是其在对刹车片进行上料的时候需要手动上料,同时在手动上料时需要刻意将刹车片有凸点的一面朝上,这样的检测方式无疑增加了人工的成本,导致检测的效率较低,故而提出一种汽车零配件外观缺陷检测装置及使用方法来解决上述问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种汽车零配件外观缺陷检测装置及使用方法,具备检测效率较高、节约人力等优点,解决了上述背景技术中提及的问题。
3、(二)技术方案
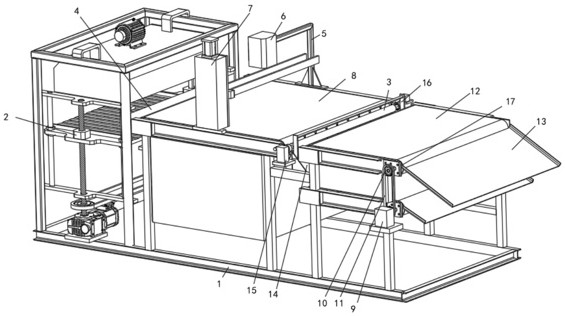
4、为实现上述检测效率较高、节约人力的目的,本发明提供如下技术方案:一种汽车零配件外观缺陷检测装置,包括检测支撑架,所述检测支撑架顶部固定连接有连接架,所述连接架右侧固定连接有检测装置本体,所述检测支撑架内部设置有用于对刹车片进行上料的提升机构,所述检测支撑架顶部设置有用对刹车片进行翻面的翻转机构,所述检测支撑架内部设置有皮带传输机构,所述检测支撑架顶部设置有用于对刹车片进行分料的分料机构。
5、优选的,所述提升机构包括有固定连接于检测支撑架顶部的电机,所述检测支撑架顶部设置有数量为两个的第一链轮,两个所述第一链轮外表面啮合有第一链条,两个所述第一链轮内部均固定连接有第一螺纹杆,两个所述第一螺纹杆外表面螺纹连接有上料架,所述检测支撑架内部固定连接有连接板,所述连接板底部固定连接有滑杆,所述检测支撑架内部固定连接有防护罩,所述防护罩顶部固定连接有第一气泵,所述第一气泵底部固定连接有气管,所述气管底部固定连接有固定箱,所述固定箱底部固定连接有吸盘,所述防护罩背面固定连接有第二电机,所述第二电机输出轴外表面固定连接有上料轮。
6、优选的,所述翻转机构包括有固定连接于检测支撑架顶部的固定盒,所述固定盒顶部固定连接有气缸,所述气缸底部固定连接有第三电机,所述第三电机背面固定连接有圆盘,所述圆盘背面固定连接有连接盒,所述连接盒左侧固定连接有第四电机,所述第四电机右侧固定连接有第二螺纹杆,所述第二螺纹杆外表面螺纹连接有数量为两个的螺纹块,两个所述螺纹块背面均固定连接有夹板。
7、优选的,所述检测支撑架内部固定连接有第一导料板,所述第一导料板位于皮带传输机构左侧,所述皮带传输机构右侧设置有第二导料板,所述第一导料板为倾斜状态,所述检测支撑架正面固定连接有第五电机,所述第五电机背面固定连接有第一传输辊。
8、优选的,所述分料机构包括有固定连接于检测支撑架顶部的第二气泵,所述第二气泵正面固定连接有连接管,所述连接管正面固定连接有数量为两个的连通管,顶部所述连通管底部固定连接有第一气嘴,底部所述连通管顶部固定连接有第二气嘴。
9、优选的,所述检测支撑架正面固定连接有第六电机,所述第六电机背面设置有数量为两个的第二链轮,两个所述第二链轮外表面啮合连接有第二链条,所述检测支撑架内部转动连接有数量为四个的第二传输辊,四个所述第二传输辊外表面滚动连接有数量为两个的传输带,所述检测支撑架右侧固定连接有数量为两个的第三导料板,左侧两个所述第二传输辊均与第二链轮为固定连接,两个所述第三导料板均位于传输带左侧。
10、优选的,所述上料架滑动连接于滑杆外表面,所述吸盘位于上料架顶部,所述吸盘与上料轮为同一水平线。
11、优选的,所述夹板位于检测装置本体底部,所述夹板位于皮带传输机构顶部,所述第二螺纹杆为双向螺纹杆。
12、一种汽车零配件外观缺陷检测装置使用方法,其特征在于,包括以下步骤:
13、s1:将刹车片放置在提升机构上,通过提升机构将刹车片进行提升,然后将刹车片上料到皮带传输机构上;
14、s2:通过检测装置本体对刹车片的图像采集并分析检测,若检测到刹车片表面轮廓面积sa为0,则通过翻转机构对刹车片进行翻面,若检测到刹车片表面有凸点,进入到步骤s3;
15、s3:通过计算凸点的轮廓面积sa,将轮廓面积sa与预设轮廓面积sb作比较,若轮廓面积sa大于或者小于预设轮廓面积sb,则刹车片存在缺陷,若轮廓面积sa等于预设轮廓面积sb,则刹车片不存在缺陷;
16、s4:当刹车片质检合格时,通过分料组件将合格的刹车片分到传输组件顶部,当刹车片质检不合格时,通过分料组件将合格的刹车片分到传输组件内部;
17、所述步骤s1中具体将刹车片提升同时上料到皮带传输机构上的步骤为:
18、s1.1:将需要进行检测的刹车片平铺于上料架上,通过启动第一电机带动上料架向上移动,对刹车片进行提升;
19、s1.2:将刹车片上升到吸盘处,启动第一气泵将刹车片吸起,启动第二电机带动上料轮转动同时配合第一导料板,即可将刹车片导到皮带传输机构上;
20、所述步骤s2中对刹车片进行翻面的具体步骤为:
21、s2.2:通过启动第四电机带动第二螺纹杆带动螺纹块相对移动,螺纹块相对移动带动夹板相对移动,夹板相对移动即可将刹车片进行夹持,启动气缸带动刹车片向上移动,启动第三电机带动刹车片进行翻转,即可实现对刹车片进行翻转;
22、所述步骤s2-s3中获取刹车片凸点的轮廓面积sa具体步骤为:
23、s3.1:使用检测装置本体拍摄刹车片表面的图像;
24、s3.2:对采集到的图像进行去噪、增强对比度以提高图像质量;
25、s3.3:使用opencv面积计算方法的findcontours函数来检测图像中的轮廓,同时使用格林公式计算出轮廓面积sa,轮廓面积sa表达式为:
26、
27、其中,sa为轮廓面积,k为轮廓点总点数,(xi,yi)为轮廓上第i个点,(x(i+1),y(i+1))为轮廓上第i+1个点;
28、s3.4:将轮廓面积sa与预设轮廓面积sb作比较,若轮廓面积sa大于或者小于预设轮廓面积sb,则刹车片存在缺陷,若轮廓面积sa等于预设轮廓面积sb,则刹车片不存在缺陷;
29、所述步骤s4中具体分料的步骤为:
30、s4.1:如果刹车片质检合格,启动第二气泵使第二气嘴出气,第二气嘴出气即可将刹车片吹气,使合格的刹车片传输到顶部传输带顶部;
31、s4.1:如果刹车片质检不合格,启动第二气泵使第一气嘴出气,第一气嘴出气即可将刹车片吹气,使刹车片一侧发生倾斜,刹车片即可通过第二导料板导到底部传输带上,即可对刹车片进行分类。
32、(三)有益效果
33、与现有技术相比,本发明提供了一种汽车零配件外观缺陷检测装置及使用方法,具备以下有益效果:
34、该汽车零配件外观缺陷检测装置及使用方法,通过提升机构对刹车片进行提升与上料,尽量避免人工使用手动上料,同时通过设置翻转机构,可以对刹车片进行翻面,使其需要检测的一面朝向检测装置,而无需在上料时刻意去使其朝上,或者是检测时手动翻面,对检测完的刹车片通过分料机构可以对其进行分类输送,无需工作人员对其分类。
本文地址:https://www.jishuxx.com/zhuanli/20240725/134850.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。