一种多截面细轴外形尺寸快速筛选机及其使用方法与流程
- 国知局
- 2024-07-29 11:23:05
本发明属于机械产品自动化设备,具体涉及一种多截面细轴外形尺寸快速筛选机及其使用方法。
背景技术:
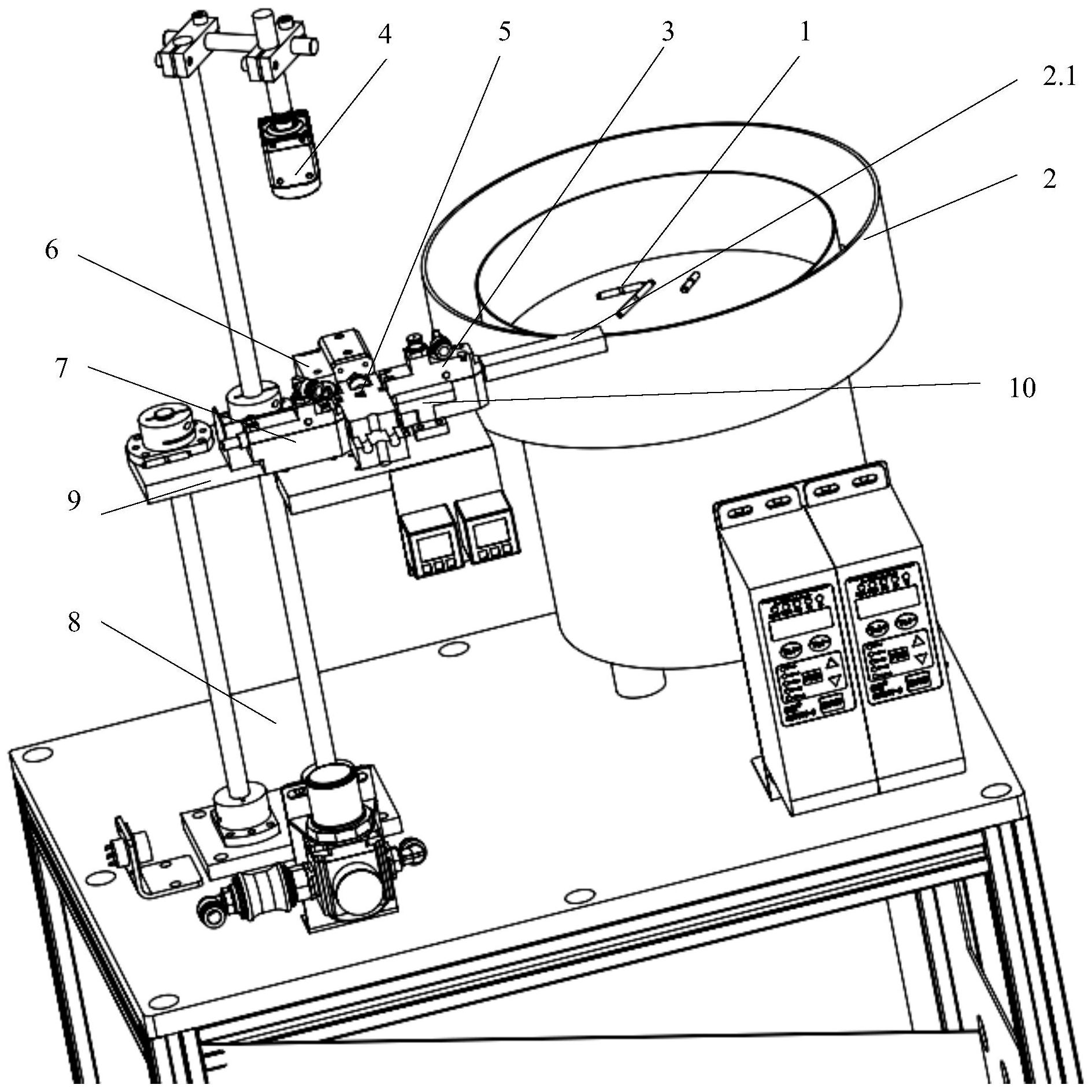
1、当多截面细轴通过数控车床加工后,会产生外形尺寸不合格的产品,参见附图1,本发明要筛选的多截面细轴1结构为:多截面细轴1的中间部位为中间缩径段1.1,其直径小于多截面细轴本体的直径,多截面细轴1的两端加工有端部缩径段1.2,其直径也小于多截面细轴本体的直径。要检测所述多截面细轴1的中间部位是否具有尺寸合格的中间缩径段1.1。如果用现有的玻璃盘影像识别系统会单独投入专用检测设备,会导致成本增高,投入的设备占地也比较大,不适合灵活生产,对此本发明提供一种多截面细轴外形尺寸快速筛选机及其使用方法。
技术实现思路
1、本发明主要为了克服现有技术的不足,提供了一种多截面细轴外形尺寸快速筛选机及其使用方法。
2、本发明是通过以下技术方案实现的:
3、一种多截面细轴外形尺寸快速筛选机,包括出料机构、预送料机构、影像检测单元、平移机构、排除机构、出轴机构、筛选平台和辅助吹轴机;
4、所述预送料机构和辅助吹轴机沿着出轴方向平行固定安装在筛选平台上,并且预送料机构对准出料机构的出轴端;所述平移机构垂直于出轴方向且设置在预送料机构的出轴端;所述排除机构和出轴机构沿着出轴方向平行固定安装在筛选平台上,并且排除机构和出轴机构位于平移机构的出轴端,排除机构和预送料机构设置在同一直线上,出轴机构和辅助吹轴机设置在同一直线上;
5、所述预送料机构由第一上座和第一下座连接而成,所述预送料机构内设置有一横向贯穿的第一出轴通道;所述第一上座的下表面,位于所述第一出轴通道的两侧位置处设置不与第一出轴通道连通的第一上部出风风道,所述第一下座的上表面,对应第一上部出风风道的位置处设置指向出轴方向且与第一出轴通道连通的第一下部出风风道;所述第一上座上设置有与第一上部出风风道相连通的用于向辅助吹轴机吹风的辅助吹风口;预送料机构上还设置与第一上部出风风道相连通的第一进气管接头以及与第一出轴通道相连通的下压气缸;
6、所述辅助吹轴机内设置第二辅助吹风风道,所述预送料机构上的辅助吹风口通过气管与辅助吹轴机内设置的第二辅助吹风风道相连通;
7、所述平移机构垂直于出轴方向且设置在所述预送料机构的出轴端;所述平移机构包括固定基座、平移板和推动气缸,固定基座固定安装在筛选平台上,平移板滑动安装在固定基座上,平移板的后方连接有推动气缸;所述平移板内设置有横向贯穿的检测通道,检测通道的前方平行设置有横向贯穿的第一辅助吹风风道;所述平移板的上表面对应检测通道内的多截面细轴中间部位处设置有前后对称的拍摄孔,所述影像检测单元设置在拍摄孔的上方;在初始状态下,所述检测通道对准预送料机构的第一出轴通道,所述第一辅助吹风风道对准辅助吹轴机的第二辅助吹风风道;
8、所述排除机构包括收集盒、排除气缸和激光检测器;所述收集盒横向安装在筛选平台上,收集盒的尾端设置有向上延伸的挡板;所述排除气缸垂直于出轴方向固定安装在筛选平台上,排除气缸的活塞左侧固定安装激光检测器,所述排除气缸的活塞上对应激光检测器的激光发射方向设置激光检测孔,在初始状态下,激光检测孔对准平移机构的检测通道;
9、所述出轴机构由第二上座和第二下座连接而成,出轴机构内设置一横向贯穿的第二出轴通道;所述第二上座的下表面,位于所述第二出轴通道的两侧位置处设置不与第二出轴通道连通的第一上部出风风道,所述第二下座的上表面,对应第二上部出风风道的位置处设置指向出轴方向且与第二出轴通道连通的第二下部出风风道;出轴机构上还设置与第二上部出风风道相连通的第二进气管接头。
10、在上述技术方案中,所述第一上座下表面设置第一凹槽,第一下座的上表面对应第一上座的下表面的第一凹槽位置处设置第二凹槽,所述第一凹槽和第二凹槽围合成一横向贯穿的第一出轴通道。
11、在上述技术方案中,每一所述第一上部出风风道平行于所述第一出轴通道;所述第一下部出风风道为多个指向出轴方向的平行的凹槽构成,且每一所述凹槽与第一出轴通道相连通。
12、在上述技术方案中,所述第一上座内设置有垂直于所述第一出轴通道的下压通道,且该下压通道与所述第一出轴通道相连通,所述第一上座上对应下压通道的位置处设置一下压气缸。
13、在上述技术方案中,所述固定基座上设置有平移滑道,平移板下设置有滑动凸起,滑动凸起在平移滑道中进行前后滑动。
14、在上述技术方案中,所述影像检测单元安装在影像支架上,为了增强拍摄效果,还设置一背光板。
15、在上述技术方案中,所述第二上座下表面设置第四凹槽,第二下座的上表面对应第二上座的下表面的第四凹槽位置处设置第三凹槽,第三凹槽和第四凹槽围合成一横向贯穿的第二出轴通道。
16、在上述技术方案中,每一所述第二上部出风风道平行于所述第二出轴通道;所述第二下部出风风道为多个指向出轴方向的平行的凹槽构成,且每一所述凹槽与第二出轴通道相连通。
17、在上述技术方案中,所述第二出轴通道的出轴端嵌入一辅助出轴件,便于输出的合格的多截面细轴进行后续装配。
18、在上述技术方案中,所述出料机构放置在工作架上,所述影像支架安装在工作架上,所述筛选平台固定安装在影像支架上,所述背光板安装在筛选平台的下方。
19、所述多截面细轴外形尺寸快速筛选机的使用方法为:
20、启动出料机构,出料机构将多截面细轴排列后输出到预送料机构的第一出轴通道;此时预送料机构的下压气缸处于回缩状态,压缩风从第一进气管接头吹进第一上部出风风道,而后在第一下部出风风道的作用下,将第一出轴通道内的多截面细轴吹到平移机构的检测通道,之后下压气缸伸出固定住后续被送入预送料机构中的多截面细轴;排除机构的激光检测器检测到多截面细轴被吹进检测通道后,影像检测单元开始工作,拍摄多截面细轴是否合格;当影像检测单元检测到多截面细轴为不合格状态时,所述排除机构的排除气缸后缩,平移机构的平移板保持不动,从预送料机构吹出的压缩风将不合格的多截面细轴吹进收集盒,而后所述排除机构的排除气缸前伸回归到初始状态,预送料机构的下压气缸由下压固定状态转为回缩状态,使预送料机构中被固定住的后续多截面细轴不再被固定,在压缩风的作用下被吹进平移机构的检测通道中;当影像检测单元检测到多截面细轴为合格状态时,所述排除机构的排除气缸保持不动,预送料机构的下压气缸依然处于下压固定状态,固定住后续被送入预送料机构中的多截面细轴,平移机构的推动气缸伸出,平移机构的平移板在推动气缸的作用下向前滑动,直至检测通道的两侧分别对准出轴机构的第二出轴通道和辅助吹轴机的第二辅助吹风风道,合格的多截面细轴在辅助吹轴机的作用下被吹入出轴机构的第二出轴通道中,之后再次回归到初始状态,平移机构的推动气缸回缩,平移机构的平移板在推动气缸的作用下向后滑动,直至平移机构的检测通道对准预送料机构的第一出轴通道,平移机构的第一辅助吹风风道对准辅助吹轴机的第二辅助吹风风道,此时辅助吹轴机吹出的压缩风,通过第二辅助吹风风道继续吹向出轴机构合格的多截面细轴,在第二进气管接头吹进的压缩风和辅助吹轴机吹出的压缩风的共同作用下,合格的多截面细轴被吹出出轴机构;此外,平移机构的推动气缸回缩到初始状态后,预送料机构的下压气缸回缩,使后续被送入预送料机构中的多截面细轴在压缩风的作用下被送入平移机构的检测通道,此时一个工作循环完毕。
21、本发明的优点和有益效果为:
22、(1)本发明结构简单,成本低,筛选效率高,无需采用复杂的电控系统,仅采用三个气缸即可完成本设备的控制;即下压气缸可以控制多截面细轴从预送料机构中吹出,防止平移机构内的多截面细轴未检测完毕就被后续的多截面细轴顶出平移机构;推动气缸可以控制平移机构前后运动从而将合格的多截面细轴运送辅助吹轴机的吹风口;控制排除气缸后缩,就可解除对不合格的多截面细轴的限位,从而不合格的多截面细轴就可以被吹进收集盒。
23、(2)本发明设置出轴机构以及出轴机构的第二出轴通道的出轴端嵌入一辅助出轴件,便于输出的合格的多截面细轴进行后续装配。
24、(3)本发明还设置一背光板来增强拍摄效果。
25、(4)本发明收集盒的尾端设置有向上延伸的挡板,防止不合格的多截面细轴飞出收集盒。
26、本发明的预送料机构、平移机构、排除机构、出轴机构、辅助吹轴机和影像单元配合迅速使不良品筛选效率达到0.35s/件,同时设备投入低,占地小结构小巧,轴类零件检测精度高。
本文地址:https://www.jishuxx.com/zhuanli/20240725/135900.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表