一种自动筛选不同厚度玻璃盖板的玻璃厚度仪的制作方法
- 国知局
- 2024-07-29 11:35:33
本技术涉及玻璃盖板,特别是涉及一种自动筛选不同厚度玻璃盖板的玻璃厚度仪。
背景技术:
1、液晶显示模组因具有重量轻、体积小、耗电低等优点,已广泛应用于各种信息、通讯和消费性电子产品中。液晶显示模组是液晶显示装置中的核心显示器件,而液晶显示模组主要由玻璃盖板、液晶显示屏和背光模块组成。盖板为液晶显示屏提供硬度支撑,起到保护液晶显示屏的作用。
2、现有技术中的玻璃盖板在生产过程中通常是由操作员进行小批量的抽检,以判断此批次生产的玻璃盖板厚度是否合格。然而,小批量的抽检无法实现全检,在量产的过程中容易出现不良品会运输到客户那边,工人在筛出这些不良品需要使用电子秤单独称重,操作复杂。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种自动筛选不同厚度玻璃盖板的玻璃厚度仪。
2、本实用新型的目的是通过以下技术方案来实现的:
3、一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,包括:生产线以及固定于所述生产线上的玻璃厚度仪本体,所述生产线上沿长度方向设置有多个玻璃盖板,所述生产线的上方固定有玻璃厚度仪本体,所述玻璃厚度仪本体朝向所述生产线的一侧设置有用于检测所述玻璃盖板厚度的红外线光源,所述玻璃盖板的厚度不同,所述红外线光源照射在所述玻璃盖板上的折射点不同。
4、在其中一种实施方式,所述生产线上沿长度方向设置有传送带,多个所述玻璃盖板等距离放置于所述传送带上,多个所述玻璃盖板沿所述传送带的方向运输。
5、在其中一种实施方式,所述生产线上设置有用于放置所述玻璃厚度仪本体的检测箱,所述检测箱架设于所述生产线上,所述玻璃厚度仪本体固定于所述检测箱的内侧顶部。
6、在其中一种实施方式,所述检测箱相对于所述生产线的两侧分别开设有用于供所述玻璃盖板进出的开口。
7、在其中一种实施方式,所述生产线包括两段运输流水线以及位于两段所述运输流水线之间的升降流水线,所述升降流水线的两端分别与两段所述运输流水线相接,所述升降流水线位于所述检测箱的一侧,所述生产线的下方设置有用于与所述升降流水线相接的不良品流水线,所述升降流水线可下降将不良的所述玻璃盖板运输至所述不良品流水线上。
8、在其中一种实施方式,所述升降流水线的下方设置有用于控制升降的升降轴,所述升降轴的底部设置有固定台,所述升降轴远离所述升降流水线的一端固定于所述固定台上。
9、在其中一种实施方式,所述升降轴为升降气缸,所述升降气缸的活塞杆向上与所述升降流水线的底部连接。
10、在其中一种实施方式,所述检测箱内设置有用于感应折射点的光线感应器,所述检测箱上还设置有控制器,所述控制器与所述光线感应器电性连接,所述控制器还与所述升降轴电性连接。
11、在其中一种实施方式,所述检测箱内设置有用于在所述升降流水线下降时阻挡所述生产线上的所述玻璃盖板运输的阻挡杆,所述阻挡杆的一端固定于所述检测箱的内侧顶部,所述阻挡杆的另一端设置有阻挡块,所述阻挡杆可控制所述阻挡块下降至所述生产线的表面。
12、在其中一种实施方式,所述阻挡杆为伸缩杆,所述阻挡杆与所述控制器电性连接。
13、与现有技术相比,本实用新型至少具有以下优点:
14、1、本实用新型的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪通过设置玻璃厚度仪本体用于检测与本批次厚度不同的不良品玻璃盖板,当玻璃厚度仪本体检测出不良品,通过光线感应器传递至控制器,控制器控制升降气缸下降以使得升降流水线下降与不良品流水线相接,不良品玻璃盖板沿不良品流水线传输,传输完成后升降气缸控制升降流水线上升与生产线相接,以不妨碍正常玻璃盖板的传输,从而可以实现自动筛选不良品玻璃盖板的功能。
15、2、本实用新型的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪通过设置阻挡杆以使得当上一个玻璃盖板为不良品传送至升降流水线进行下降时,阻挡位于生产线上的下一个玻璃盖板,直至升降流水线上升与生产线相接。
16、附图说明
17、为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍。
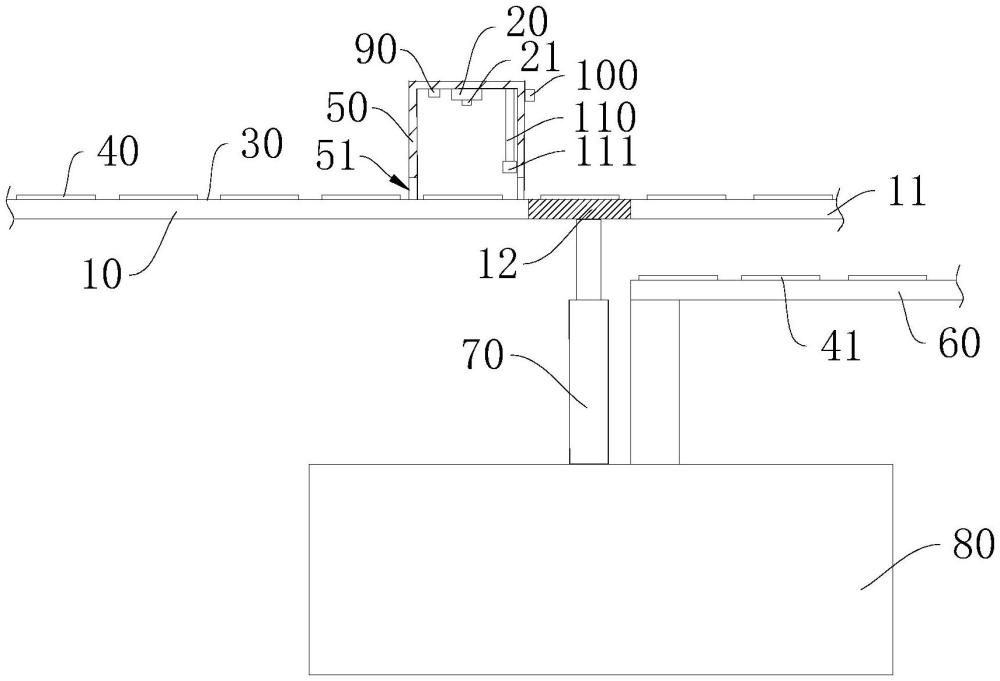
18、图1为本实用新型提供的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪的结构示意图;
19、图2为本实用新型提供的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪中红外线光源照射不同厚度玻璃盖板的示意图;
20、图3为本实用新型提供的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪中升降流水线与不良品流水线相接的结构示意图。
技术特征:1.一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,包括:生产线(10)以及固定于所述生产线(10)上的玻璃厚度仪本体(20),所述生产线(10)上沿长度方向设置有多个玻璃盖板(40),所述生产线(10)的上方固定有玻璃厚度仪本体(20),所述玻璃厚度仪本体(20)朝向所述生产线(10)的一侧设置有用于检测所述玻璃盖板(40)厚度的红外线光源(21),所述玻璃盖板(40)的厚度不同,所述红外线光源(21)照射在所述玻璃盖板(40)上的折射点(22)不同。
2.根据权利要求1所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述生产线(10)上沿长度方向设置有传送带(30),多个所述玻璃盖板(40)等距离放置于所述传送带(30)上,多个所述玻璃盖板(40)沿所述传送带(30)的方向运输。
3.根据权利要求2所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述生产线(10)上设置有用于放置所述玻璃厚度仪本体(20)的检测箱(50),所述检测箱(50)架设于所述生产线(10)上,所述玻璃厚度仪本体(20)固定于所述检测箱(50)的内侧顶部。
4.根据权利要求3所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述检测箱(50)相对于所述生产线(10)的两侧分别开设有用于供所述玻璃盖板(40)进出的开口(51)。
5.根据权利要求4所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述生产线(10)包括两段运输流水线(11)以及位于两段所述运输流水线(11)之间的升降流水线(12),所述升降流水线(12)的两端分别与两段所述运输流水线(11)相接,所述升降流水线(12)位于所述检测箱(50)的一侧,所述生产线(10)的下方设置有用于与所述升降流水线(12)相接的不良品流水线(60),所述升降流水线(12)可下降将不良的所述玻璃盖板(40)运输至所述不良品流水线(60)上。
6.根据权利要求5所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述升降流水线(12)的下方设置有用于控制升降的升降轴(70),所述升降轴(70)的底部设置有固定台(80),所述升降轴(70)远离所述升降流水线(12)的一端固定于所述固定台(80)上。
7.根据权利要求6所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述升降轴(70)为升降气缸,所述升降气缸的活塞杆向上与所述升降流水线(12)的底部连接。
8.根据权利要求7所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述检测箱(50)内设置有用于感应折射点(22)的光线感应器(90),所述检测箱(50)上还设置有控制器(100),所述控制器(100)与所述光线感应器(90)电性连接,所述控制器(100)还与所述升降轴(70)电性连接。
9.根据权利要求8所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述检测箱(50)内设置有用于在所述升降流水线(12)下降时阻挡所述生产线(10)上的所述玻璃盖板(40)运输的阻挡杆(110),所述阻挡杆(110)的一端固定于所述检测箱(50)的内侧顶部,所述阻挡杆(110)的另一端设置有阻挡块(111),所述阻挡杆(110)可控制所述阻挡块(111)下降至所述生产线(10)的表面。
10.根据权利要求9所述的一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,其特征在于,所述阻挡杆(110)为伸缩杆,所述阻挡杆(110)与所述控制器(100)电性连接。
技术总结本技术公开了一种自动筛选不同厚度玻璃盖板的玻璃厚度仪,包括:生产线以及固定于所述生产线上的玻璃厚度仪本体,所述生产线上沿长度方向设置有多个玻璃盖板,所述生产线的上方固定有玻璃厚度仪本体,所述玻璃厚度仪本体朝向所述生产线的一侧设置有用于检测所述玻璃盖板厚度的红外线光源,所述玻璃盖板的厚度不同,所述红外线光源照射在所述玻璃盖板上的折射点不同。该玻璃厚度仪具有自动识别出不同厚度的玻璃盖板,并将厚度与产品批次不同的玻璃盖板运输至不良品流水线上的效果。技术研发人员:吴斯琪,黄盛谋受保护的技术使用者:信利光电股份有限公司技术研发日:20231025技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/136795.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表