一种电子元器件机器视觉快速检测与分拣设备的制作方法
- 国知局
- 2024-08-05 12:33:38
本技术涉及视觉检测,尤其涉及一种电子元器件机器视觉快速检测与分拣设备。
背景技术:
1、电子元器件是电子元件和小型的机器、仪器的组成部分,其本身常由若干零件构成,可以在同类产品中通用;常指电器、无线电、仪表等工业的某些零件,是电容、晶体管、游丝、发条等电子器件的总称。电子元器件通常包括:电阻、电容、电感、电位器、电子管、散热器、机电元件、连接器、半导体分立器件、电声器件、激光器件、电子显示器件、光电器件、传感器、电源、开关、微特电机、电子变压器、继电器、印制电路板、集成电路、各类电路、压电、晶体、石英、陶瓷磁性材料、印刷电路用基材基板、电子功能工艺专用材料、电子胶(带)制品、电子化学材料及部品等。
2、由于电子元器件的种类、型号众多,批量运输后的电子元器件产品容易出现质量问题,需要重新进行检测,然后分拣、编排为料带,才能应用于电子产品的自动化生产线作业。因此,在电子产品的批量生产制造过程中,常需要对电子元器件产品的外观进行视觉检测,以判断该产品的种类、型号和质量,从而区分产品的类型及质量合格与否。视觉检测就是用机器代替人眼来做测量和判断,将拍摄的图像信息转变成数字信息,并传送给专用的图像处理系统,图像处理系统对这些数字信息进行各种运算来抽取目标的特征,进而根据判别的结果来区分产品的种类、型号及质量等信息,再进行分拣、编排为料带。针对目前市场上的电子元器件进行检测和分拣作业,大多使用投影仪进行离线抽检测量,该模式存在以下缺点:
3、1、效率低下,产品多个尺寸需要人工一个一个去手动辨别、检测和分拣,需要耗费大量人力。
4、2、速度慢,无法跟上生产线的效率。
5、3、无法实现不良品的自动检测、识别和排出,容易导致部分不良品流入到良品中。
6、4、数据不可追溯,无法对前端生产制程提供改善用的分析数据。
7、因此,亟需开发一种能提高电子元器件检测效率和分拣速度,并能将不良品自动分拣排出的电子元器件机器视觉快速检测与分拣设备。
技术实现思路
1、本实用新型的目的在于提供一种电子元器件机器视觉快速检测与分拣设备,通过科学合理的结构设计,该电子元器件机器视觉快速检测与分拣设备结构紧凑,在一个紧凑空间内能够实现对电子元器件快速检测和自动分拣,不良品能自动排出,杜绝人工失误引起的品质问题,检测后数据和图片均可保存,便于后期品质跟踪,以解决上述技术问题。
2、其技术方案如下:
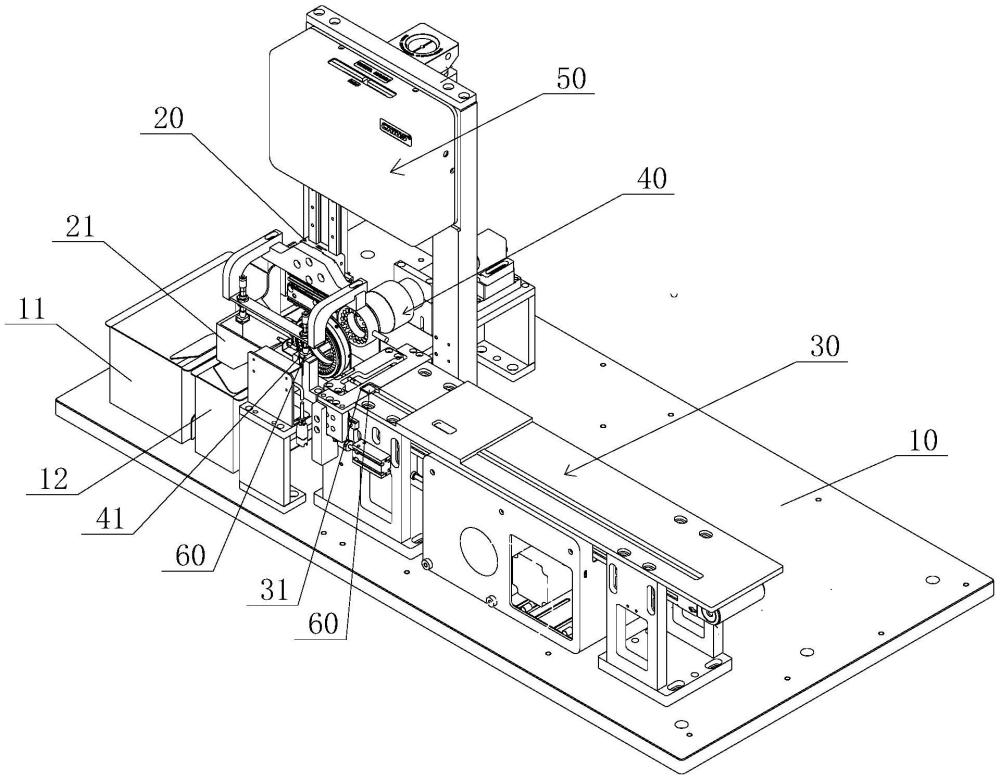
3、一种电子元器件机器视觉快速检测与分拣设备,包括控制系统、基板以及安装在基板上的良品料盒、不良品料盒、用于将检测完成的良品或不良品电子元器件排进良品料盒或不良品料盒的排料机构、用于将待检电子元器件传送至取料位的传送机构、用于检测待检电子元器件的视觉检测模组、用于将电子元器件从传送机构的取料位搬运至视觉检测模组的放料位或从放料位搬运至排料机构的排料漏斗处的搬运机构,所述排料机构、传送机构、视觉检测模组、搬运机构分别与所述控制系统电性连接。
4、所述排料机构还包括排料气缸、排料伸缩杆、排料连接臂,所述排料漏斗通过所述排料连接臂与所述排料伸缩杆连接,所述排料伸缩杆与所述排料气缸横向伸缩驱动连接。
5、所述视觉检测模组还包括相机、镜头、高角度光源、低角度光源、背光源,所述镜头安装在所述相机的前端,所述高角度光源、低角度光源分别安装在所述放料位与所述镜头之间,所述放料位设置在所述背光源与所述低角度光源之间,所述相机、镜头、高角度光源、低角度光源、背光源分别与所述控制系统电性连接。
6、所述视觉检测模组还包括第一光纤传感器,所述第一光纤传感器安装在所述放料位的一侧,并朝向所述放料位。
7、所述搬运机构包括搬运支架、搬运驱动装置、搬运机械手,所述搬运驱动装置通过所述搬运支架安装在所述基板上,所述搬运机械手与所述搬运驱动装置横向驱动连接,所述搬运驱动装置与所述控制系统电性连接。
8、所述搬运机械手包括排架、连杆、第一吸嘴、第二吸嘴,所述第一吸嘴、第二吸嘴分别安装在所述排架的两端,所述排架通过所述连杆与所述搬运驱动装置驱动连接。
9、所述传送机构包括限位泄力模组、传送装置,所述传送装置的顶面具有传送料槽,所述限位泄力模组包括第二光纤传感器、限位泄力架,所述限位泄力架具有限位槽口,所述第二光纤传感器安装在所述限位槽口内,所述限位泄力模组通过所述限位泄力架安装在所述传送装置的传送终端处,并通过所述限位槽口与所述传送料槽的传送终端形成所述取料位。
10、所述传送装置包括电机、传料皮带、传送盖板,所述传料皮带与所述电机驱动连接,所述传送盖板安装在所述传料皮带的顶面上,所述传送盖板沿所述传料皮带的传送方向上设有条形槽孔,所述传送盖板的条形槽孔与所述传料皮带的顶面形成所述传送料槽,所述传送料槽的传送终端与所述取料位连通。
11、所述限位泄力模组还包括泄压微动气缸,所述泄压微动气缸安装在所述传送机构的侧面上,所述限位泄力架与所述泄压微动气缸的伸缩杆连接。
12、需要说明的是:
13、前述“第一、第二”不代表具体的数量及顺序,仅仅是用于对名称的区分。
14、在本实用新型的描述中,需要理解的是,术语“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是本实用新型产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
15、前述“横向” 为基于附图所示水平方向。
16、下面对本实用新型的优点或原理进行说明:
17、1、本实用新型提供的电子元器件机器视觉快速检测与分拣设备,通过科学合理的结构设计,该分拣设备的结构紧凑,可以在一个紧凑空间内实现对电子元器件的快速检测和自动分拣,视觉检测出来的的不良品通过搬运机构搬动,并直接排进不良品料盒,使不良品能自动排出,杜绝人工失误引起的品质问题,产品检测后数据和图片均可保存至控制系统中,便于后期品质跟踪;可以适用于各种电子元器件的自动检测与分拣作业。
18、2、本实用新型提供的电子元器件机器视觉快速检测与分拣设备,其包括控制系统、基板以及安装在基板上的良品料盒、不良品料盒、排料机构、传送机构、视觉检测模组、搬运机构,良品料盒和不良品料盒分别用于盛装检测完成的良品和不良品电子元器件,排料机构用于将检测完成的良品或不良品电子元器件分别排进良品料盒或不良品料盒,视觉检测模组用于视觉检测电子元器件(微型变压器)焊脚位置度,传送机构用于将待检电子元器件传送至取料位,传送机构采用独立传料皮带上料,可以同时满足人工上料和机器人上料的要求;搬运机构用于将电子元器件从传送机构的取料位搬运至视觉检测模组的放料位或从放料位搬运至排料机构的排料漏斗处。使用时,在工作模式下,可以由人工把产品放入传送机构的传送料槽,或者由机器人把产品放置到传送机构的传送料槽,传送机构的传料皮带把产品传送到取料位,取料位前方的限位槽口内设置有光纤传感器,光纤传感器感应到产品后,将信号发送至控制系统,控制系统控制传送机构的传料皮带停止运动,传送机构的限位泄力模组轻微前移,限位泄力模组能够限制力量的传递并减轻冲击,这个过程称为“控制止动”或“定位控制”,它可以确保产品在正确的位置被取走;接着,控制搬运机构的搬运机械手移动到取料位,采用真空吸附的方式利用搬运机械手的第一吸嘴把产品吸起来,然后移动到视觉检测模组的放料位,控制搬运机械手的第一吸嘴放下产品至放料位上,此时触发视觉检测模组对产品检测面进行成像并执行图像处理,同时搬运机械手的第一吸嘴再次回到取料位,等待产品的视觉检测完成后,搬运机械手的第一吸嘴和第二吸嘴分别吸起取料位的待测产品和放料位的已测产品,再次控制搬运机械手移动,搬运机械手的第一吸嘴吸起取料位的待测产品移至视觉检测模组的放料位,同时,搬运机械手的第二吸嘴吸起放料位的已测产品移至排料机构的排料漏斗处,此时,根据检测结果对第二吸嘴上的产品进行分拣,如果产品是良品,排料机构控制排料漏斗左移,将良品电子元器件排进良品料盒,如果产品是不良品,则排料机构控制排料漏斗右移,将不良品电子元器件排进不良品料盒,然后触发检测,进入下一个流程。该电子元器件机器视觉快速检测与分拣设备自动化程度和效率高,可以实现每小时检测3600个产品,不良品和良品快速分拣,并分别排进不同的料盒,杜绝人工失误引起的品质问题,从而提高了检测效率和速度,提高产品良率,并能实现将检测数值为产品品质管控提供数据分析,便于品质跟踪。
19、3、本实用新型的排料机构还包括排料气缸、排料伸缩杆、排料连接臂,排料气缸与气源连通,用于控制排料伸缩杆伸缩,当然,排料机构也可以采用电动伸缩装置,利用电动伸缩装置控制排料伸缩杆的伸缩,排料连接臂用于与排料漏斗的连接,灵巧的排料漏斗可以在一个小巧的空间内把产品引导到不同的料盒中,结构简单,操作方便。
20、4、本实用新型的视觉检测模组还包括相机、镜头、高角度光源、低角度光源、背光源,背光光源主要来自被摄对象背后的方向,通常用于突出被摄对象的轮廓和提供纯白的背景,背光可以产生高对比度的图像效果,便于图像检测。低角度光源可以增强产品的边缘轮廓特征,有利于产品位置度边缘特征的提取。高角度光光源利于突出平面特征以及表面纹理,并增强边缘倒角效果。背光、低角度光和高角度光源的三光源综合打光方式,可以根据不同的需求和场景进行调整。通过灵活运用这三种光源,可以创造出丰富多样的视觉效果,满足不同的拍摄需求。
21、5、本实用新型的视觉检测模组还包括第一光纤传感器,第一光纤传感器用于检测产品是否已放置在放料位上的到位信息。
22、6、本实用新型的搬运机构包括搬运支架、搬运驱动装置、搬运机械手,其中,搬运机械手包括排架、连杆、第一吸嘴、第二吸嘴,搬运机械手采用双吸嘴结构,搬运和排料同时进行,提高了检测效率和速度。
23、7、本实用新型的传送机构包括限位泄力模组、传送装置,其中,限位泄力模组包括第二光纤传感器、限位泄力架、泄压微动气缸,第二光纤传感器用于检测传料皮带上的产品,当传感器感应到产品的存在时,它会发送信号给控制系统,控制系统再发送信号给传料皮带停止运动,可以确保产品在正确的位置被取走,限位泄力模组轻微前移可以减轻传料皮带停止运动时产生的冲击和过载,这种前移由泄压微动气缸驱动通过调节系统的阻力和动力来控制前移的幅度和速度;限位泄力模组在限位产品的同时可以把产品之间的挤压力泄去,防止吸料时带起后面的产品。
24、8、本实用新型的传送盖板沿所述传料皮带的传送方向上设有条形槽孔,并与传料皮带的顶面形成所述传送料槽,传送料槽的设置,提高待测产品传送至取料位的准确性,使产品的取料过程更为精确。
本文地址:https://www.jishuxx.com/zhuanli/20240725/263278.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表