一种镁合金自动上料锯切装置的制作方法
- 国知局
- 2024-08-05 12:44:50
本技术涉及镁合金锯切加工,尤其涉及一种镁合金自动上料锯切装置。
背景技术:
1、在镁合金锯切加工中,需要将镁合金棒人工搬运到锯切工位,然后启动锯切设备进行加工。
2、但在前述的现有技术中,挤压棒的长度很长,每次换料时,需要由专人用行车对棒料进行吊装,占用行车,吊装过程中的安全存在隐患。
技术实现思路
1、本实用新型的目的在于提供一种镁合金自动上料锯切装置,解决了现有技术中挤压棒的长度很长,每次换料时,需要由专人用行车对棒料进行吊装,占用行车,吊装过程中的安全存在隐患的问题。
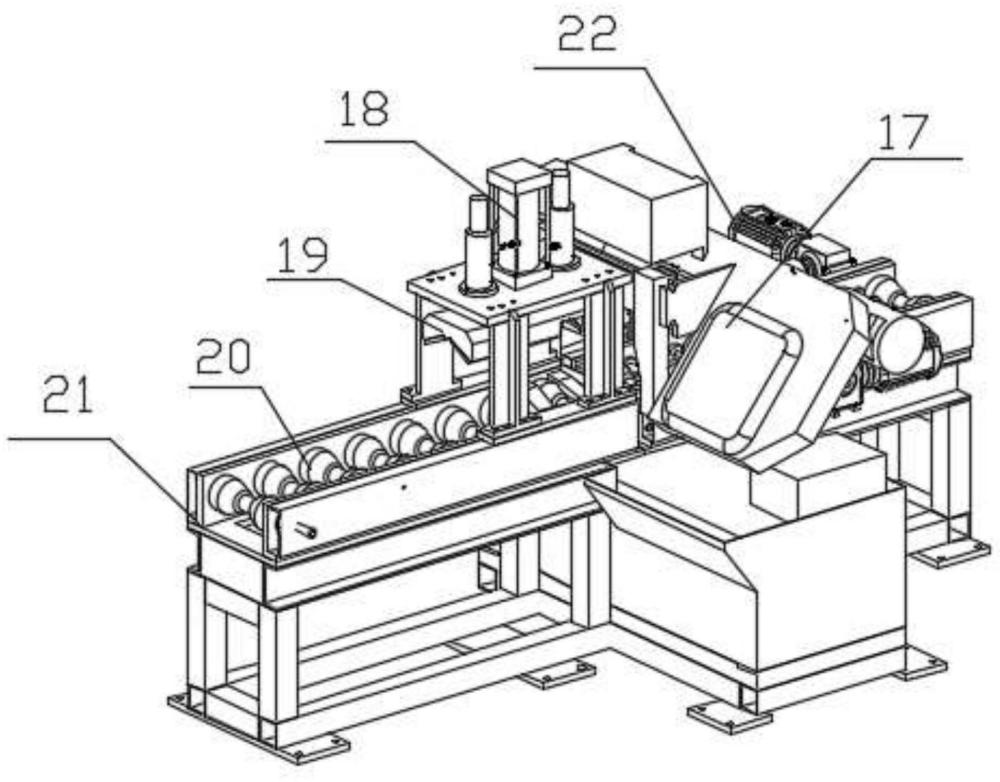
2、为实现上述目的,本实用新型提供了一种镁合金自动上料锯切装置,包括上料组件、定位组件和压紧锯切组件,所述定位组件设置于所述上料组件的一端,所述压紧锯切组件设置于所述定位组件远离所述上料组件的一端;
3、所述上料组件包括两个上料台、多个上料滚轮、两个推进气缸、两个提升气缸、两个推进轨道、上料轨道和上料电机,多个所述上料滚轮依次设置于所述上料轨道的内部,两个所述上料台均与所述上料轨道连通,并依次分布在所述上料台的一侧,两个所述推进轨道分别设置于对应的所述上料台的下方,两个所述推进气缸分别设置于对应的所述推进轨道上,两个所述推进气缸的输出端分别设置于对应的所述提升气缸上,两个所述提升气缸的输出端分别设置于对应的所述上料台上,所述上料电机设置于所述上料轨道上。
4、其中,所述定位组件包括定位电机、调节轨道、调节气缸、顶出气缸、定位板、丝杠、多个第一送料滚轮和第一送料轨道,所述调节轨道设置于所述第一送料轨道的一侧,所述定位电机设置于所述调节轨道的上方,所述丝杠设置于所述定位电机的输出端,所述定位板设置于所述丝杠上,多个所述第一送料滚轮依次设置于所述第一送料轨道上,所述顶出气缸设置于所述调节轨道上,并位于所述定位电机的一侧,所述调节气缸设置于所述顶出气缸的上方。
5、其中,所述定位组件还包括第一送料电机,所述第一送料电机设置于所述第一送料轨道的另一侧。
6、其中,所述压紧锯切组件包括制式带锯、压紧气缸、压紧盘、多个第二送料滚轮和第二送料轨道,所述制式带锯设置于所述第二送料轨道的上方,所述压紧气缸设置于所述第二送料轨道的上方,并位于所述制式带锯的一侧,所述压紧气缸的输出端设置有所述压紧盘,多个所述第二送料滚轮依次设置于所述第二送料轨道上。
7、其中,所述压紧锯切组件还包括第二送料电机,所述第二送料电机设置于所述第二送料轨道的一侧。
8、本实用新型的一种镁合金自动上料锯切装置,操作工用叉车将批量的长棒料放入所述上料台后,由所述提升气缸将长棒料顶起,由所述推进气缸启动,带动所述提升气缸在所述推进轨道移动,将长棒料推入所述上料滚轮上方,所述提升气缸再落下,再由所述上料电机启动,带动多个所述上料滚轮转动,将长棒料输送至锯切端,通过上述结构设置,无需人工手动上料,减轻工作压力,提高上料安全性
技术特征:1.一种镁合金自动上料锯切装置,其特征在于,
2.如权利要求1所述的镁合金自动上料锯切装置,其特征在于,
3.如权利要求2所述的镁合金自动上料锯切装置,其特征在于,
4.如权利要求3所述的镁合金自动上料锯切装置,其特征在于,
5.如权利要求4所述的镁合金自动上料锯切装置,其特征在于,
技术总结本技术涉及镁合金锯切加工技术领域,具体涉及一种镁合金自动上料锯切装置,包括上料组件、定位组件和压紧锯切组件,定位组件设置于上料组件的一端,压紧锯切组件设置于定位组件远离上料组件的一端,上料组件包括两个上料台、多个上料滚轮、两个推进气缸、两个提升气缸、两个推进轨道、上料轨道和上料电机,操作工用叉车将批量的长棒料放入上料台后,由提升气缸将长棒料顶起,由推进气缸启动,带动提升气缸在推进轨道移动,将长棒料推入上料滚轮上方,提升气缸再落下,再由上料电机启动,带动多个上料滚轮转动,将长棒料输送至锯切端,由此无需人工手动上料,减轻工作压力,提高上料安全性。技术研发人员:吕晓栋,薛金泽,曹飞龙,张丽受保护的技术使用者:山西银光华盛镁业股份有限公司技术研发日:20231225技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/264207.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表