一种下压式自定心钳口工装的制作方法
- 国知局
- 2024-08-05 12:46:50
本技术属于机械制造,具体涉及一种下压式自定心钳口工装。
背景技术:
1、诱导齿是特种车辆履带的重要零部件,车辆行驶时诱导齿与行动轮毂中间啮合,调整履带对中,让履带卡住轮毂,防止发生水平位移,防止车辆转弯或侧倾时履带脱落。
2、诱导齿为大批量产品,产品基数大,需求量高。诱导齿的加工成型需经过铣工工序,该工序过程为“单机单件”的加工方式。加工时的工件毛坯为锻件,形状近似于菱形,六面不平整,这给工件的装夹和加工增添很大难度。进行铣面工序时,对上下两面的铣量较大,因此瞬间施加给工件的切削力很大,如果装夹不够稳定,瞬间施加的切削力会让工件产生位移,影响加工精度。在日常生产中,通常使用平口虎钳进行装夹。由于锻件不平整,平口虎钳上装夹时还需借助其他工具进行测量调整。即便如此,在加工中仍可能出现工件晃动不稳定等现象,且装夹过程繁琐,准备时间长,生产效率较低,产品质量不稳定,不能满足目前的生产需求。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型提出一种下压式自定心钳口工装,以解决针对诱导齿铣削加工时装夹难度大、效率低,加工质量不稳定的技术问题。
3、(二)技术方案
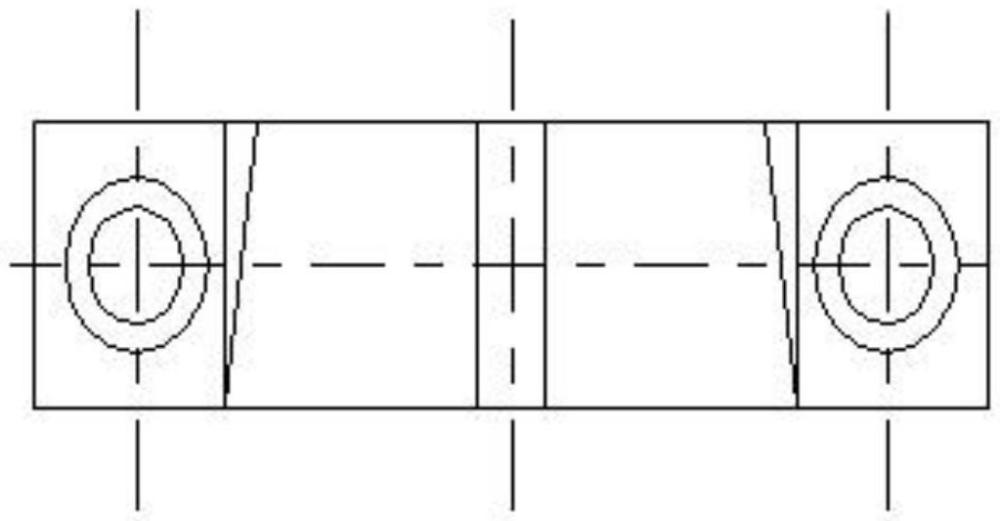
4、为了解决上述技术问题,本实用新型提出一种下压式自定心钳口工装,该钳口工装包括v型钳口及平口钳口,两部分钳口均为斜口下压式。
5、进一步地,v型钳口的钳口部分呈130°角。
6、进一步地,v型钳口的钳口部分截面形状呈倒直角梯形。
7、进一步地,v型钳口的顶端设置有用于放置工件侧面突出部分的豁口,保证工件侧面与钳口有之间形成两个受力点。
8、(三)有益效果
9、本实用新型提出一种下压式自定心钳口工装,主要由下压式v型钳口及下压式平口钳口两部分组成。使用时,两钳口分别安装在原钳口两侧。v型钳口呈130°角。钳口工装均为向下倾斜式,用于向工件施加向下的力,实现自动定心,方便装夹,同时提高加工时工件的稳定性。本实用新型利用工装设计,根据诱导齿锻件特征,通过改变钳口多方位角度可实现加工时工件自定心,实现快速稳定装夹,无需再进行繁琐调整,可以做到一步到位,大幅减少准备工序时间,提高装夹效率和加工精度,保证产品质量。
技术特征:1.一种下压式自定心钳口工装,其特征在于,所述钳口工装包括v型钳口及平口钳口,两部分钳口均为斜口下压式;所述v型钳口的顶端设置有用于放置工件侧面突出部分的豁口,保证工件侧面与钳口有之间形成两个受力点。
2.如权利要求1所述的下压式自定心钳口工装,其特征在于,所述v型钳口的钳口部分呈130°角。
3.如权利要求1所述的下压式自定心钳口工装,其特征在于,所述v型钳口的钳口部分截面形状呈倒直角梯形。
技术总结本技术提出一种下压式自定心钳口工装,主要由下压式V型钳口及下压式平口钳口两部分组成。使用时,两钳口分别安装在原钳口两侧。V型钳口呈130°角。钳口工装均为向下倾斜式,用于向工件施加向下的力,实现自动定心,方便装夹,同时提高加工时工件的稳定性。本技术利用工装设计,根据诱导齿锻件特征,通过改变钳口多方位角度可实现加工时工件自定心,实现快速稳定装夹,无需再进行繁琐调整,可以做到一步到位,大幅减少准备工序时间,提高装夹效率和加工精度,保证产品质量。技术研发人员:刘阳,马承浩,刘娜,郭丹菲,房立明,孙石波,祁志山,张晓明,胡美玲,王长义受保护的技术使用者:北京北方车辆集团有限公司技术研发日:20230728技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/264413.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表