一种电镀锌带肋钢筋的软熔水淬装置的制作方法
- 国知局
- 2024-07-27 11:32:48
本技术涉及带肋钢筋电镀锌,具体而言,涉及一种电镀锌带肋钢筋的软熔水淬装置。
背景技术:
1、腐蚀,特别是混凝土中钢筋的腐蚀是影响整个结构耐久性的主导、关键因素之一。主要包括碳化引起的钢筋均匀腐蚀。氯化物引起的钢筋属于局部腐蚀,最坏的后果是腐蚀产物不溶解体积比原钢筋增大。这些腐蚀产物集聚在钢筋的周围,对周围混凝土产生应力,当应力超过混凝土的抗张强度时,混凝土就会出现裂缝。裂缝出现后漏出的钢筋就会暴露于氯离子、氧气、湿气环境中,腐蚀进一步加速,造成混凝土构建的耐久性破坏。
2、目前是采用锌对钢筋进行防腐处理,在带肋钢筋表面覆盖一层锌、锌合金覆盖层,当覆盖层局部破坏使带肋钢筋暴露时,由于锌是比铁更加活泼的金属,锌层作为牺牲阳极为带肋钢筋提供阴极保护。
3、带肋钢筋电镀锌后需要进行表层的软熔和水淬,但目前还没有相关装置可以实现带肋钢筋电镀锌后的软熔和水淬,最接近的是电镀锡板镀锡后的软熔和水淬装置,但是板带类电镀后软熔和水淬装置并不能实现镀锌带肋钢筋的软熔和水淬。
4、有鉴于此,本发明人针对这一需求展开深入研究,遂有本案产生。
技术实现思路
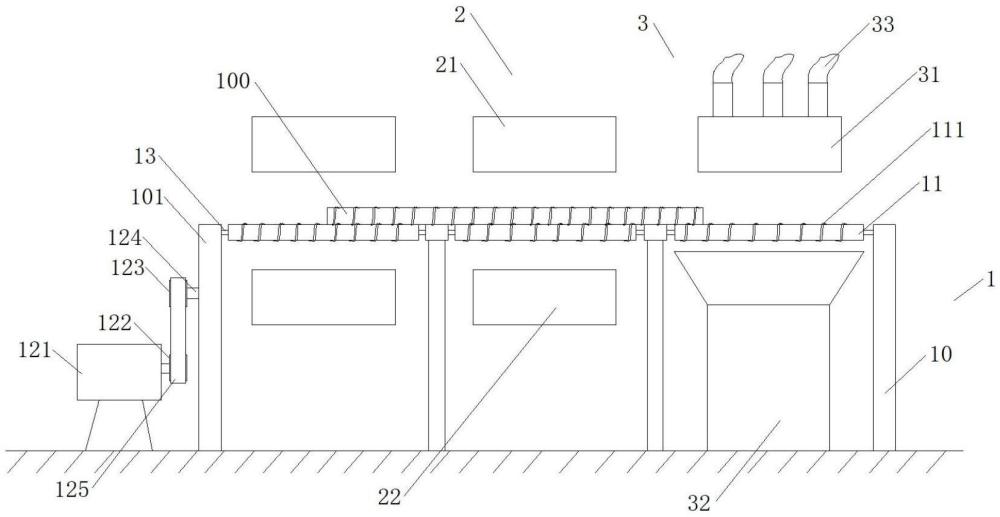
1、为克服现有技术中没有相关装置可以实现带肋钢筋电镀锌后的软熔和水淬的问题,本发明提供了一种电镀锌带肋钢筋的软熔水淬装置,包括棒辊运输机、沿所述棒辊运输机长度方向设置在所述棒辊运输机上的电磁感应加热系统和水淬系统;
2、所述电磁感应加热系统包括分别设置在所述棒辊运输机上下表面的上感应加热器和下感应加热器。
3、设置棒辊运输机,并将电磁感应加热系统和水淬系统前后设置在棒辊运输机上,在棒辊运输机的带动下棒辊向前运动,并使其表面实现连续化软熔和水淬。
4、优选地,所述水淬系统包括水淬喷水装置和回水槽,所述水淬喷水装置位于所述棒辊运输机的正上方,所述回水槽位于所述棒辊运输机下方与所述水淬喷水装置对应位置处,所述水淬喷水装置上方设置有用于向所述水淬喷水装置输送水的软水管。
5、优选地,所述棒辊运输机包括若干排沿所述棒辊运输机长度方向排布的棒辊,每排所述棒辊包括沿垂直于所述棒辊运输机长度方向排布的若干根棒辊,所述棒辊上均匀分布有螺旋凸线;
6、所述上感应加热器和所述下感应加热器分别相对应地设置于所述棒辊上下方位置处。
7、采用长度方向与所述棒辊运输机长度方向一致的棒辊,并在其表面设置螺旋凸线,带肋钢筋在两根棒辊之间翻转,靠带肋钢筋纵肋、横肋与棒辊表面螺旋凸线间的摩擦运动前进,实现热轧带肋钢筋自动翻转并按照指定方向前进,从而便于对带肋钢筋表面的软熔和水淬。
8、优选地,所述棒辊运输机还包括运输机架,每根所述棒辊两端可旋转地安装在所述运输机架上,且至少一排所述棒辊上下方分别设置有所述上感应加热器和所述下感应加热器,至少一排所述棒辊上设置有所述水淬系统。
9、优选地,所述运输机架上沿长度方向排布有三排棒辊,前两排所述棒辊上均设置有电磁感应加热系统,最后一排所述棒辊上设置有所述水淬系统。
10、优选地,所述棒辊运输机上设置有驱动机构,所述驱动机构直接或间接带动所有所述棒辊旋转。
11、优选地,每根所述棒辊靠近所述驱动机构一端均设置有第一齿轮,所述驱动机构直接或间接带动所述第一齿轮旋转;
12、当所述棒辊所在排远离所述驱动机构一端设置有棒辊时,该排棒辊上至少有一根所述棒辊上远离所述驱动机构一端设置有第二齿轮;
13、当所述棒辊靠近所述驱动机构一端设置有棒辊时,该根棒辊的第一齿轮被前一排的所述棒辊上的至少一个所述第二齿轮带动。
14、优选地,所述棒辊运输机沿垂直于所述棒辊运输机长度方向排布有若干根旋转轴,每根旋转轴沿其长度方向上均匀分布有若干根棒辊,同一根所述旋转轴上相邻两根所述棒辊中间可旋转地安装在所述运输机架上;
15、每根所述旋转轴靠近所述驱动机构一端设置有第一齿轮。
16、优选地,所述驱动机构包括驱动电机、主动轮和齿轮箱带轮,所述主动轮中心固定安装在所述驱动电机的旋转轴上,所述齿轮箱带轮中心通过主传动轴安装在运输机架的齿轮箱上,所述主动轮与所述齿轮箱带轮之间通过三角带传动连接,所述主传动轴另一端连接有传动齿轮,所述传动齿轮直接或间接带动所述第一齿轮旋转。
17、通过驱动机构带动棒辊沿同一方向旋转,使得位于相邻两棒辊中间的带肋钢筋也随之旋转并前进,带肋钢筋表面也在前进过程中循环暴露于水淬系统正下方,便于对其表面进行水淬处理。
18、优选地,所述棒辊材质为纳米陶瓷,坚硬且抗冲击。
19、有益效果:
20、采用本实用新型技术方案产生的有益效果如下:
21、(1)设置棒辊运输机,并将电磁感应加热系统和水淬系统前后设置在棒辊运输机上,在棒辊运输机的带动下棒辊向前运动,并使其表面实现连续化软熔和水淬。
22、(2)采用长度方向与所述棒辊运输机长度方向一致的棒辊,并在其表面设置螺旋凸线,带肋钢筋在两根棒辊之间翻转,靠带肋钢筋纵肋、横肋与棒辊表面螺旋凸线间的摩擦运动前进,实现热轧带肋钢筋自动翻转并按照指定方向前进。
技术特征:1.一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,包括棒辊运输机、沿所述棒辊运输机长度方向设置在所述棒辊运输机上的电磁感应加热系统和水淬系统;
2.根据权利要求1所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述水淬系统包括水淬喷水装置和回水槽,所述水淬喷水装置位于所述棒辊运输机的正上方,所述回水槽位于所述棒辊运输机下方与所述水淬喷水装置对应位置处,所述水淬喷水装置上方设置有用于向所述水淬喷水装置输送水的软水管。
3.根据权利要求1所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述棒辊运输机包括若干排沿所述棒辊运输机长度方向排布的棒辊,每排所述棒辊包括沿垂直于所述棒辊运输机长度方向排布的若干根棒辊,所述棒辊上均匀分布有螺旋凸线;
4.根据权利要求3所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述棒辊运输机还包括运输机架,每根所述棒辊两端可旋转地安装在所述运输机架上,且至少一排所述棒辊上下方分别设置有所述上感应加热器和所述下感应加热器,至少一排所述棒辊上设置有所述水淬系统。
5.根据权利要求4所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述运输机架上沿长度方向排布有三排棒辊,前两排所述棒辊上均设置有电磁感应加热系统,最后一排所述棒辊上设置有所述水淬系统。
6.根据权利要求3所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述棒辊运输机上设置有驱动机构,所述驱动机构直接或间接带动所有所述棒辊旋转。
7.根据权利要求4所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,
8.根据权利要求4所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述棒辊运输机沿垂直于所述棒辊运输机长度方向排布有若干根旋转轴,每根旋转轴沿其长度方向上均匀分布有若干根棒辊,同一根所述旋转轴上相邻两根所述棒辊中间可旋转地安装在所述运输机架上;
9.根据权利要求7或8所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述驱动机构包括驱动电机、主动轮和齿轮箱带轮,所述主动轮中心固定安装在所述驱动电机的旋转轴上,所述齿轮箱带轮中心通过主传动轴安装在运输机架的齿轮箱上,所述主动轮与所述齿轮箱带轮之间通过三角带传动连接,所述主传动轴另一端连接有传动齿轮,所述传动齿轮直接或间接带动所述第一齿轮旋转。
10.根据权利要求3所述的一种电镀锌带肋钢筋的软熔水淬装置,其特征在于,所述棒辊材质为纳米陶瓷。
技术总结本技术公开了一种电镀锌带肋钢筋的软熔水淬装置,属于带肋钢筋电镀锌技术领域,包括棒辊运输机、沿所述棒辊运输机长度方向设置在所述棒辊运输机上的电磁感应加热系统和水淬系统;所述电磁感应加热系统包括分别设置在所述棒辊运输机上下表面的上感应加热器和下感应加热器。本技术的有益效果是:设置棒辊运输机,并将电磁感应加热系统和水淬系统前后设置在棒辊运输机上,在棒辊运输机的带动下棒辊向前运动,并使其表面实现连续化软熔和水淬。技术研发人员:王艳丽,安卫春,王辉受保护的技术使用者:河北鑫达钢铁集团有限公司技术研发日:20231030技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240726/118576.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表