一种用于多条电镀线的自动配药、加药系统的制作方法
- 国知局
- 2024-07-27 11:48:34
本技术涉及电镀技术辅助系统的领域,尤其是涉及一种用于多条电镀线的自动配药、加药系统。
背景技术:
1、电镀工艺在金属加工业的应用较为广泛,它不仅为金属制品提供了卓越的外观、性能和耐久性。
2、电镀槽是电镀过程中的核心设备,电镀槽内容置有特殊配置的电镀液,电镀线中的挂具将挂起的待电镀件浸入电镀槽内的电镀液中,通过整流器提供直流电源,电镀液中的金属离子在镀件表面沉积,形成电镀层。上述过程中,电镀液会因为金属离子的沉积而减少,还可能因为蒸发、泄漏或其他原因而损失,因此,技术人员需定期朝电镀槽中补充电镀液,以维持电镀过程的稳定。
3、为提高电镀线的产出效率,大多数的电镀企业选择在电镀车间设置多条电镀线同时投入生产,不同电镀线对应不同形状的金属工件,对比仅有一条电镀线的车间,这降低了生产参数重设的频率,实现了长期降本增效;为进一步增加电镀线的产量,一条电镀线上又可额外设置多个结构尺寸相同的电镀槽,可同时电镀多个工件。
4、针对上述中的相关技术,虽然这提高了电镀线的产出率,但存在多条电镀线时,仍需要技术人员一一对应每条产线配置电镀液,并将电镀液添加到每条产线的每个电镀槽中。
技术实现思路
1、为了提高电镀液的配置与输送效率,适配多条电镀线实现电镀液的高效更换,本技术提供一种用于多条电镀线的自动配药、加药系统。
2、本技术提供的一种用于多条电镀线的自动配药、加药系统采用如下的技术方案:
3、一种用于多条电镀线的自动配药、加药系统,包括;
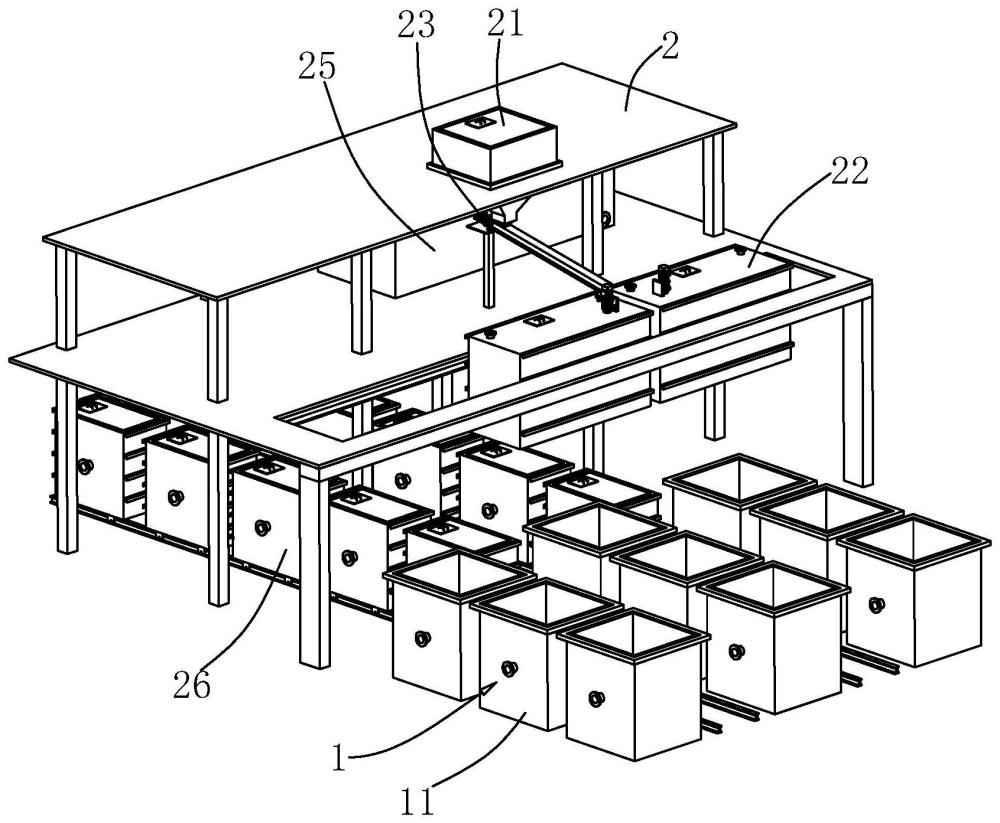
4、输送架,设置于电镀槽一侧,所述输送架分为多层;
5、储料仓,固定于所述输送架上,用于储存配置电镀液所需药品,所述储料仓中设置有自动检测装置,检测所述储料仓中的电镀液余量;
6、配药箱,于所述输送架上滑动设置多个,连接所述储料仓,所述配药箱内部对应不同电镀线进行电镀液的精确配置;
7、加药箱,于所述配药箱下方滑动设置多排,每排包括多个所述加药箱,多个所述加药箱的分布方向平行于一电镀线中多个电镀槽的分布方向,所述加药箱连接所述配药箱;
8、第一滑移机构,对应所述配药箱设置于所述输送架上;
9、第二滑移机构,对应所述加药箱设置于所述输送架下方,所述加药箱滑移方向垂直于所述配药箱滑移方向。
10、通过采用上述技术方案,输送架为自动配药、加药系统的主体承载架构,储料仓、配药箱、加药箱包括第二滑移机构均设置在输送架上,依靠输送架的稳定支撑,每个配药、加药系统中的装置合理分布在每层输送架上,使上述系统能够维持稳定地运行;
11、储料仓中储存有配置电镀液所需的预先配置完成的药品,配药箱中储存有技术人员预先配置好的通用电镀液,通用电镀液与储料仓中的预制固体药品结合组成精制电镀液,对应不同的电镀线应配置不同的电镀液,因此,技术人员应针对不同电镀线及时添加不同的药品;当对应某一产线的药品于配药箱中配置完成后,第二滑移机构推动配药箱朝加药箱的方向滑移,至加药箱与配药箱的连接部分对齐,配药箱将配置完成的药品输送到加药箱中,输送完成后,加药箱朝电镀槽输送电镀液;加药箱作为直接输送电镀液的装置,其上需设置有用于对接电镀槽的对接组件,以将电镀液输送到电镀槽中;
12、上述方案中,每排加药箱的分布方向平行于一电镀线中电镀槽的分布方向,避免电镀液输送过程中,加药箱方向倾斜出现结构干涉,或影响加药箱与电镀槽的对接;
13、需要注意,考虑到加药精确度的问题,配置完电镀液之后不能直接加入到加药箱中,需在加药箱中定量、混匀,确保电镀液稳定后才能投加。
14、可选的,每排所述加药箱对应两相邻电镀线间的部分设置;
15、所述加药箱的排数不大于电镀线的数量,每排所述加药箱的数量不小于每条电镀线中电镀槽的数量。
16、通过采用上述技术方案,将空间占用成本降至最小;上述方案中,在每排加药箱平行于电镀线分布基础上,将每排加药箱对齐两相邻电镀槽之间的部分,能够实现一排加药箱同时供给两条相邻电镀线上电镀槽内的电镀液;由此,在一排加药箱对应一条电镀线的基础上,将另一条电镀线上的全部或部分电镀槽对应的加药箱安装在该排加药箱上,以此减少加药箱的分布排数;
17、比如,当车间内分布有三条电镀线时,三条电镀线之间存在两条间隙,即对应两条电镀线之间的间隙分布两排加药箱,每排加药箱对应多于一条电镀线上电镀槽的数量,即上述每排加药箱的数量不小于每条电镀线中电镀槽的数量,这是保证每个电镀槽均有至少一个电镀箱与之对应的技术方案。
18、可选的,当电镀线数量为两条时,所述加药箱分布为两排。
19、通过采用上述技术方案,对于电镀规模较小、产值相对较低的电镀车间,通常设置一条或两条电镀线,一条电镀线仅设置一排加药箱对应即可,但两条电镀线不能仅设置一排加药箱,即不能按照上述的加药箱对应两条电镀线的间隔设置,因为将不少于两条电镀线内电镀槽数量的加药箱集中在一排内,导致该条加药箱的长度较长,极大地减小了空间利用率;
20、由此,当电镀线数量为两条时,应对应设置两排加药箱。
21、可选的,所述加药箱的数量与电镀槽的数量相等;
22、相邻所述加药箱之间可拆卸连接。
23、通过采用上述技术方案,在加药箱数量不少于电镀槽数量的同时将加药箱与电镀槽一一对应,将单个加药箱的容量对应电镀槽的容量,即一个加药箱在使用周期内仅对应一个电镀槽,将实施成本与空间占用率降至最低。
24、可选的,所述配药箱上方设置有;
25、输送装置,固定于所述输送架上,连接所述配药箱与所述储料仓,用于向所述配药箱中输送定制药液。
26、通过采用上述技术方案,输送装置搭建储料仓与配药箱之间的连接通道,上述方案中为了便于出料,输送装置设置在配药箱的上方,但储料仓与配药箱之间不能直连,药品直接从储料仓输送至配药箱之间将不便于控量;
27、在配药箱通过第一滑移机构滑移至相应位置处时,储料仓的出料口与配药箱的进料口同时开启,输送装置将储料仓中的固体药品输送至配药箱中,于配药箱中溶解;为了方便药品的输送与溶解,储料仓中的药品一般为粉末状与颗粒状,因此一般情况下,输送装置建议选择螺旋输送机。
28、可选的,所述第一滑移机构作用于所述配药箱的相对两侧,所述配药箱相对侧壁对应所述第一滑移机构成型有;
29、滑槽,所述滑槽水平设置多组,多组所述滑槽竖向分布。
30、通过采用上述技术方案,第一滑移机构用于多个配药箱沿一直线方向的滑移,第一滑移机构设置作用与配药箱的相对两侧,进一步说为作用于配药箱的多组滑槽,滑槽沿配药箱的相对侧壁水平成型,起到配药箱的滑移导向作用;
31、上述方案中,配药箱的相对侧侧壁不同高度处均设置一组滑槽,在初步搭建输送架上第一滑移机构与配药箱的滑移连接结构时,技术人员可以通过选择不同高度处的滑槽于第一滑移机构连接,以适应储料仓、配药箱与加药箱之间的高度关系。
32、可选的,还包括;
33、储水装置,固定于所述输送架上,设置于所述输送装置一侧,所述储水装置连接所述配药箱。
34、通过采用上述技术方案,储水装置朝配药箱中添加电镀液配置所需的水,配药箱内部在连通储料仓前需由技术人员配置相应地通用电镀液,作为对应电镀线的精制电镀液基础药剂;由此,在第一滑移机构作用前,技术人员将配药箱与储水装置相连,储水装置朝配药箱中输送定量的水,同时技术人员朝配药箱中加入定量的预先配置完成的药品,搅匀;而后第一滑移机构运作,将通用电镀液配置完成的配药箱对准储料仓,技术人员重复上述过程进行下一个配药箱的通用电镀液配置;
35、将通用电镀液的配置过程与精准电镀液的配置过程同时进行,有效提升电镀线的加药效率。
36、可选的,相邻两排所述加药箱的间隔长度大于所述配药箱的长度。
37、通过采用上述技术方案,除同时进行通用电镀液的配置过程与精准电镀液的配置过程外,通过上述的结构距离关系,还可同时进行多个配药箱与加药箱之间的精准电镀液输送过程,即当精准电镀液从配药箱朝加药箱内部输送时,该配药箱与加药箱的相连通时,相邻加药箱之间存在足够的空间。
38、综上所述,本技术包括以下至少一项有益技术效果:
39、1.从配置电镀液、输送电镀液的角度提高了电镀槽补充电镀液过程的自动化程度,再电镀线与电镀槽数量较多的应用场景中无需技术人员依次进行单个电镀槽的电镀液添加,极大地提高了输送效率;
40、2.一排加药箱对应相邻两条电镀线设置,使一排加药箱能够对应附仅两条电镀线上的电镀槽,在加药时电镀线与加药箱相间,提高了空间利用率,减少了加药箱对应的第二滑移机构的设置成本;
41、3.多个过程可同时进行,增加了加药效率。
本文地址:https://www.jishuxx.com/zhuanli/20240726/119668.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。