电解槽装置、极板和极框的制作方法
- 国知局
- 2024-07-27 12:02:07
本技术涉及制氢,尤其涉及一种电解槽装置、极板和极框。
背景技术:
1、电解水制氢,是指在充满电解液的电解槽中通入直流电,水分子在电极上发生电化学反应,分解成氢气和氧气,整个过程可实现零排放。根据电解槽隔膜材料的不同,理论上通常将水电解制氢分为碱性水电解(awe)、质子交换膜(pem)水电解以及高温固体氧化物水电解(soec)。碱性水电解制氢有着较低的投资成本,已经充分实现产业化,是大规模绿氢生产的最佳选择,也是技术最成熟以及商业化最成熟的方式。
2、碱性水电解制氢需要用到电解槽,电解槽一般包括多个电解小室串联而成,每个小室又包括极板、电极、隔膜、密封垫片等部件。其中,极板是电解槽最核心的部件,起到支撑和导电的作用,极板包括板体和极框。极框开设有多个出气通道,碱水电解产生的氢气和氧气通过极框的出气通道排出,然而多个出气通道内气液混合物的流速差异较大,导致气液混合物流速较大的出气通道内腐蚀更加严重,且气液混合物流速较小的出气通道存在逆流风险。
技术实现思路
1、本技术的目的在于提供一种电解槽装置、极板和极框,以降低多个出气通道内气液混合物的流速差,避免气液混合物流速较大的出气通道内腐蚀严重,同时防止气液混合物流速较小的出气通道发生逆流现象。
2、为了实现上述目的,本技术提供如下技术方案:
3、一种极板的极框,
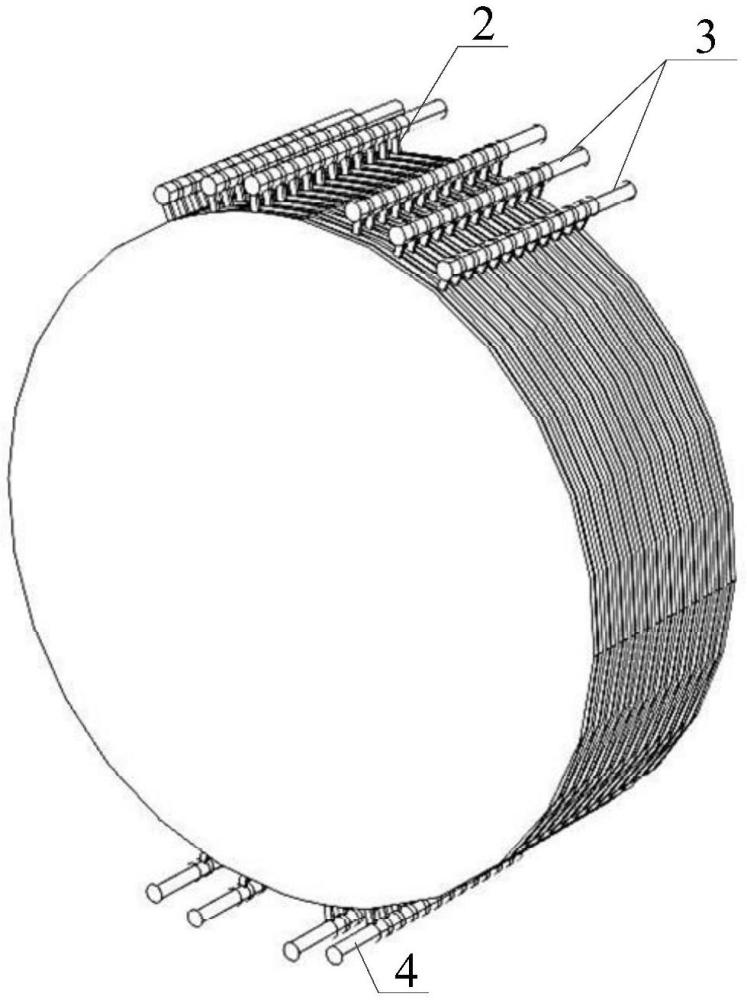
4、极框为封闭的环形框体,极框的顶部开设有两组出气通道,每组包括多个出气通道,两组出气通道分别位于极框竖直中心线的两侧且两组出气通道沿极框的厚度方向相错设置;
5、同组的多个出气通道的流通面积沿着远离竖直中心线的方向减小。即最靠近极框竖直中心线的出气通道的流通面积最大,最远离极框竖直中心线的出气通道的流通面积最小,位于上述最靠近和最远离极框竖直中心线的两个出气通道之间的其余出气通道的流通面积可以根据实际情况进行设置,比如第二个出气通道的流通面积小于其两侧相邻的出气通道的流通面积。或者也可以从最靠近极框竖直中心线的出气通道至最远离极框竖直中心线的出气通道流通面积逐渐减小。
6、应用本实用新型提供的极板的极框时,电解槽中产生的氢气或氧气大部分径直上浮,进入最靠近极框竖直中心线的出气通道内的气液混合物最多,进入最远离极框竖直中心线的出气通道内的气液混合物最少,因此每组出气通道中,将同组的多个出气通道的流通面积沿着远离极框竖直中心线的方向减小,最靠近极框竖直中心线的出气通道的流通面积最大,最远离极框竖直中心线的出气通道的流通面积最小。如此设置,最靠近极框竖直中心线的出气通道流通面积最大,即使进入上述通道内的气液混合物最多,其内部的气液混合物的流速也不会过大,进而避免上述出气通道内所承受的应力过大而损坏,同时气液混合物流速适当降低避免了该通道内严重腐蚀。此外,最远离极框竖直中心线的出气通道流通面积最小,即使进入上述通道内的气液混合物最少,其内部的气液混合物的流速也不会过小,避免产生逆流的现象。
7、该实用新型提供的极框中,利用同组的多个出气通道不同的流通面积,同组的多个出气通道的流通面积沿着远离极框竖直中心线的方向减小,以平衡进入不同出气通道内的气液混合物量的不同,进而降低了同组的多个出气通道内气液混合物的流速差异,使多个出气通道内气液混合物量的流速更加均衡。
8、在一种实现方式中,过任一出气通道的进口中心且垂直于极框水平轴线的直线,上述直线与极框竖直中心线之间的夹角为该出气通道的中心夹角;
9、距极框的竖直中心线最远的出气通道的中心夹角为6°~40°,以保证气液混合物的快速排出的同时,尽量分散多个出气通道的应力;和/或,距极框的竖直中心线最近的出气通道的中心夹角为1°~5°,以防止该出气通道位于极框的正上方,其内部气液混合物流速过快,还可以使同组的所有出气通道尽量靠近极框的竖直中心线,有利于气液混合物的快速排出;和/或,同组相邻的两个出气通道的中心夹角之差为1°~15°,如此保证了相邻两个出气通道之间合适的间距,同时保证了距极框的竖直中心线最远的出气通道位置不会太偏,更有利于均衡多个出气通道内的气液混合物的流速;和/或,同组的多个出气通道中相邻的两个出气通道的中心夹角之差不相等或相等,如此设置,使得同组的多个出气通道都尽量靠近极框竖直中心线,同组的多个出气通道中相邻的两个出气通道的中心夹角之差可以根据出气通道的中心夹角和流通面积设定。
10、在一种实现方式中,同组的多个出气通道的流通面积沿着远离竖直中心线的方向依次减小,越远离极框竖直中心线的出气通道进入的气液混合物越少,因此越远离极框竖直中心线的出气通道的流通面积越小,保证了出气通道内部的气液混合物的流速也不会过大,进而避免上述出气通道内所承受的应力过大而损坏,同时气液混合物流速适当降低避免了该通道内严重腐蚀;和/或,同组的多个出气通道最靠近竖直中心线的出气通道流通面积最大,最远离竖直中心线的出气通道流通面积最小,如此设置,保证了最靠近和最远离极框竖直中心线的出气通道内部的气液混合物的流速也不会过大,进而避免上述出气通道内所承受的应力过大而损坏,同时气液混合物流速适当降低避免了该通道内严重腐蚀;和/或,
11、同组中任意相邻两个出气通道中,流通面积较大的出气通道与流通面积较小的出气通道的流通面积的比值为1~2,如此设置,同组中相邻的两个出气通道的流通面积差距较合理,避免了出现扰流现象,同时使相邻的两个出气通道内气液混合物的流速更接近;
12、和/或,每组出气通道的数量为2~30个,以简化加工工艺的同时,保证电解槽的排气效率。
13、在一种实现方式中,每组出气通道的数量为3个;
14、沿着远离极框的竖直中心线的方向,同组的3个出气通道的流通面积比为4:3:2,如此设置,同组的3个出气通道的流通面积差保持在合理范围内,避免了出现扰流现象,同时使相邻的两个出气通道内气液混合物的流速更接近。
15、在一种实现方式中,每组出气通道的数量为3个,过任一出气通道的进口中心且垂直于极框水平轴线的直线,上述直线与极框竖直中心线之间的夹角为该出气通道的中心夹角;
16、同组的3个出气通道的中心夹角分别为6°~10°、14°~18°、22°~26°,如此设置,最远离极框竖直中心线的出气通道的位置不会太偏,且3个出气通道的位置分布合理,更有利于均衡多个出气通道内的气液混合物的流速;或,同组的3个出气通道的中心夹角分别为2°~6°、8°~12°、14°~18°,如此设置,3个出气通道的位置更加靠近极框竖直中心线,更有利于提高各个出气通道的排气效率。
17、在一种实现方式中,每组出气通道的数量为2个,过任一出气通道的进口中心且垂直于极框水平轴线的直线,上述直线与极框竖直中心线之间的夹角为该出气通道的中心夹角;
18、同组的2个出气通道的中心夹角分别为6°~10°、14°~18°;或,同组的2个出气通道的中心夹角分别为2°~6°、8°~12°。2个出气通道更便于布局位置,同时简化了加工工艺。
19、在一种实现方式中,极框为圆环、椭圆环和/或方环状;和/或,
20、出气通道的截面为方形、圆形、椭圆形和/或正多边形。如此极框和出气通道形状规则,更便于加工制造。
21、在一种实现方式中,两组出气通道沿着极框的周向对称设置,且两组出气通道沿着极框的厚度方向对称设置。板本体与极框固定连接之后,两组出气通道分别位于板本体的两侧,且一组出气通道用于排出氢气,另一组出气通道用于排出氧气。如此更便于利用极框同时排出氢气和氧气,简化了结构。
22、在一种实现方式中,极框还开设有贯通厚度方向的多个总通道,多个出气通道的出口分别与多个总通道连通。如此设置,避免了在极框的外壁开设多个出口,便于后续排气管路的布局。
23、在一种实现方式中,极框的底部开设有两组进液通道,且两组进液通道沿极框的厚度方向相错设置;
24、该极框还开设有贯通厚度方向的多个总进液通道,多个进液通道的进口分别与多个总进液通道连通,如此设置通过总进液通道可以给多个进液通道供碱性溶液,简化了供液结构。
25、一种极板,包括板本体和如上述中任一项的极框,板本体固定于极框的内部,且极框的两组出气通道分别位于板本体的两侧。
26、一种电解槽装置,包括如上述的极板。
27、与现有技术相比,本技术实施例提供的极板和电解槽装置的有益效果与上述极框的有益效果相同,在此不做赘述。
本文地址:https://www.jishuxx.com/zhuanli/20240726/120557.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表