一种重水电解法制备氘气过程中的重水回收装置及方法与流程
- 国知局
- 2024-07-27 12:02:48
本申请涉及重水回收,更具体地说,涉及一种重水电解法制备氘气过程中的重水回收装置及方法。
背景技术:
1、氘气,作为一种无色、无味且无毒的可燃气体,在多个工业领域中都有着广泛的应用。其独特的物理和化学性质使得氘气在核能、半导体制造以及科学研究等领域中发挥着不可替代的作用。然而,氘气的制备过程却相对复杂且成本较高,这在一定程度上限制了其更广泛的应用。
2、传统的氘气制备方法主要依赖于重水电解法。这一技术通过电解重水,使得在电解槽的阳极产生氧气,而在阴极则产生氘气。虽然这种方法能够有效地制备出氘气,但在生产过程中却存在一些难以忽视的问题。
3、首先,电解过程中阳极侧产生的氧气在排空时,会不可避免地夹带一定量的重水。由于重水是一种稀缺且价格昂贵的资源,这种夹带现象导致了重水的显著损失,进而增加了氘气的生产成本。
4、其次,电解槽的电解过程是一个典型的放热过程。为了控制电解槽的温度,通常在阳极侧设置换热器。然而,即使在换热器的最高温度被严格控制在40℃以下,排出的氧气中仍会含有一定量的重水。这意味着即使采用了温控措施,重水的损失问题依然没有得到有效的解决。
5、虽然重水电解法是一种有效的氘气制备方法,但由于其在生产过程中存在的重水损失问题,使得氘气的生产成本居高不下。因此,如何降低重水的损失,提高氘气的生产效率,成为了当前氘气制备技术中亟待解决的问题。
技术实现思路
1、本发明要解决的技术问题是一种重水电解法制备氘气过程中重水的回收装置及方法,用于解决重水是一种稀缺且价格昂贵的资源,夹带现象导致了重水的显著损失,进而增加了氘气的生产成本的技术问题。
2、为解决上述技术问题,本发明所采用的技术方案是:
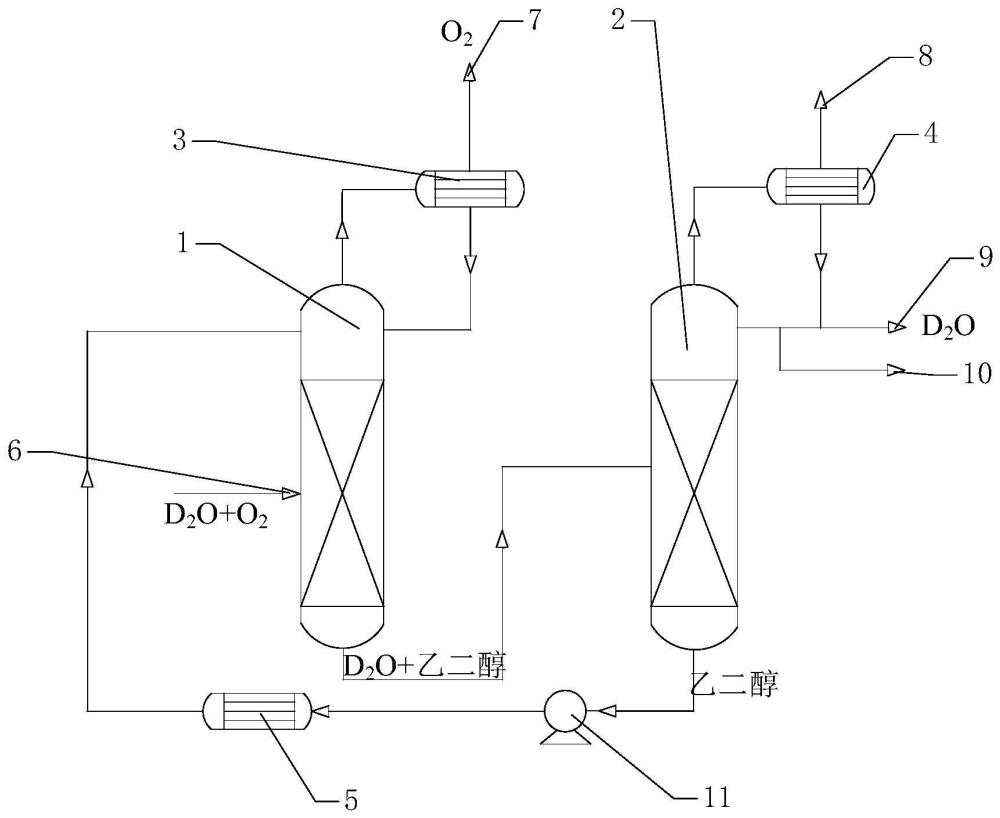
3、一种重水电解法制备氘气过程中的重水回收装置,包括吸收塔、通过管路与所述吸收塔连接的脱重塔和第一冷凝器、与所述脱重塔通过管路连接的第二冷凝器以及分别与所述吸收塔和所述脱重塔通过管路相连接的冷却器,所述冷却器和所述脱重塔之间连接有泵;
4、所述吸收塔上设置有进料口,所述第一冷凝器和所述第二冷凝器上分别设置有排空口和排气口,所述脱重塔上设置有重水采出口和分析口。
5、在一个具体的可实施方案中,所述吸收塔、所述脱重塔均为填料塔,填料为θ环、鲍尔环和拉西环,所述吸收塔和所述脱重塔的填料当量直径均为1mm-10mm,所述吸收塔的填料柱高度为1000mm-3000mm,填料柱直径为25mm-80mm;所述脱重塔的填料高度为1000mm-5000mm,填料柱的直径为25mm-80mm。
6、在一个具体的可实施方案中,所述吸收塔的理论塔板数为10-20,脱重塔的理论塔板数为10-30。
7、在一个具体的可实施方案中,将外接电解槽阳极侧放空侧含有少量重水的氧气以一定流量引入所述吸收塔中,同时乙二醇以一定流量引入所述吸收塔中;所述吸收塔塔底温度为(25~50)℃,所述吸收塔的压力为(0.1~0.4)mpa;重水与乙二醇的混合物在塔底富集,o2在塔顶富集,以一定流量排出体系;
8、所述吸收塔底重水与乙二醇的混合物进入所述脱重塔中,所述脱重塔塔底的温度为(197-210)℃,所述脱重塔压力为(0~0.03)mpa,乙二醇在塔底富集,可进入所述吸收塔中实现循环利用,重水在塔顶富集,通过所述第一冷凝器和所述第二冷凝器冷凝实现重水的回收。
9、在一个具体的可实施方案中,引入所述吸收塔的氧气中的重水体积含量为(1~10)%。
10、在一个具体的可实施方案中,所述吸收塔塔顶温度(-50~15)℃。
11、在一个具体的可实施方式中,所述脱重塔塔顶温度为(25~50)℃。
12、在一个具体的可实施方式中,进入所述吸收塔的含有重水的氧气进料量为(1~20)kg/h,乙二醇的循环量为(10~200)kg/h。
13、在一个具体的可实施方式中,所述脱重塔的回流比为1-10。
14、本发明的积极效果:
15、通过吸收塔和脱重塔的联合作用,本装置能够有效地回收电解槽阳极侧放空氧气中夹带的重水。这不仅显著降低了重水的损失,提高了氘气的生产效率,还为企业节省了大量的生产成本。
16、在吸收过程中,乙二醇作为吸收剂,与重水形成混合物。经过脱重塔处理后,乙二醇可再次进入吸收塔实现循环利用,这不仅提高了乙二醇的利用率,还减少了废料的产生,有利于环保。
17、本装置采用填料塔作为吸收塔和脱重塔,填料的选用和尺寸设计使得塔内气液接触充分,传质效率高。同时,通过精确控制操作参数,如温度、压力、流量等,保证了装置运行的稳定性和可靠性。
技术特征:1.一种重水电解法制备氘气过程中的重水回收装置,其特征在于,包括吸收塔(1)、通过管路与所述吸收塔(1)连接的脱重塔(2)和第一冷凝器(3)、与所述脱重塔(2)通过管路连接的第二冷凝器(4)以及分别与所述吸收塔(1)和所述脱重塔(2)通过管路相连接的冷却器(5),所述冷却器(5)和所述脱重塔(2)之间连接有泵(11);
2.根据权利要求1所述的一种重水电解法制备氘气过程中的重水回收装置,其特征在于,所述所述吸收塔(1)、脱重塔(2)均为填料塔,填料为θ环、鲍尔环和拉西环,所述吸收塔(1)和所述脱重塔(2)的填料当量直径均为1mm-10mm,所述吸收塔(1)的填料柱高度为1000mm-3000mm,填料柱直径为25mm-80mm;所述脱重塔(2)的填料高度为1000mm-5000mm,填料柱的直径为25mm-80mm。
3.根据权利要求1所述的一种重水电解法制备氘气过程中的重水回收装置,其特征在于,所述吸收塔(1)的理论塔板数为10-20,脱重塔(2)的理论塔板数为10-30。
4.一种重水电解法制备氘气过程中的重水回收方法,基于权利要求1-3任一所述的一种重水电解法制备氘气过程中的重水回收装置,其特征在于,将外接电解槽阳极侧放空侧含有少量重水的氧气以一定流量引入所述吸收塔(1)中,同时乙二醇以一定流量引入所述吸收塔(1)中;所述吸收塔(1)塔底温度为(25~50)℃,所述吸收塔(1)的压力为(0.1~0.4)mpa;重水与乙二醇的混合物在塔底富集,o2在塔顶富集,以一定流量排出体系;
5.根据权利要求4所述的一种重水电解法制备氘气过程中的重水回收方法,其特征在于,引入所述吸收塔(1)的氧气中的重水体积含量为(1~10)%。
6.根据权利要求4所述的一种重水电解法制备氘气过程中的重水回收方法,其特征在于,所述吸收塔(1)塔顶温度(-50~15)℃。
7.根据权利要求4所述的一种重水电解法制备氘气过程中的重水回收方法,其特征在于,所述脱重塔(2)塔顶温度为(25~50)℃。
8.根据权利要求4所述的一种重水电解法制备氘气过程中的重水回收方法,其特征在于,进入所述吸收塔的含有重水的氧气进料量为(1~20)kg/h,乙二醇的循环量为(10~200)kg/h。
9.根据权利要求4所述的一种重水电解法制备氘气过程中的重水回收方法,其特征在于,所述脱重塔(2)质量回流的回流比为1-10。
技术总结本申请涉及化学化工制备技术领域,尤其涉及一种重水电解法制备氘气过程中的重水回收装置,包括吸收塔、通过管路与所述吸收塔连接的脱重塔和第一冷凝器、与所述脱重塔通过管路连接的第二冷凝器以及分别与所述吸收塔和所述脱重塔通过管路相连接的冷却器,所述冷却器和所述脱重塔之间连接有泵;所述吸收塔上设置有进料口,所述第一冷凝器和所述第二冷凝器上分别设置有排空口和排气口,所述脱重塔上设置有重水采出口和分析口。因此,通过一种重水电解法制备氘气过程中的重水回收装置及方法能解决重水是一种稀缺且价格昂贵的资源,夹带现象导致了重水的显著损失,进而增加了氘气的生产成本的技术问题。技术研发人员:张长金,滕鑫胜,郭君,张网,杨志强,张明杰,马素静,岳中华受保护的技术使用者:中船(邯郸)派瑞特种气体股份有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240726/120590.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表