一种监测装置的制作方法
- 国知局
- 2024-07-30 14:19:20
本技术涉及采煤设备,具体而言,涉及一种监测装置。
背景技术:
1、乳化液泵用于井下采煤工作面,为液压支架提供乳化液,液压支架用于支撑顶板,为采煤机采煤时提供一定的空间,防止顶板垮塌。乳化液泵作为井下作业的关键设备,需实时保证运行的可靠性,出现异常问题时的及时预警功能,目前的乳化液泵运行是否正常主要依靠内置的油温传感器监测,出现油温升高超出85℃时即为运行异常,其他噪声异响、漏液等问题主要依靠人工检查,井下环境人为因素,导致有时不能及时发现异常响动或微小漏液等情况,问题变严重时才被发现,增大了损失和安全隐患。
2、乳化液泵实际运行过程中出现的异常问题是多样的,不仅是齿轮箱里油温升高超出限度,还包含各部件温度升高曲线异常,电机运转异常,关键密封部位漏液等,所以仅依靠单一的油温监测是不全面的,且油温升高需要一定时间,提示预警时设备零部件可能已损坏,且这种监测方法不能更直观地显示出异常问题所在处,还需要人工复查,也不能提供问题发生过程中的各部位温度变化曲线,噪声及漏液的具体情况,不能为解决故障提供有效的数据参考依据。
技术实现思路
1、本实用新型的目的在于提供一种监测装置,其能够对乳化液泵进行全面监测,减小损失和安全隐患。
2、本实用新型的实施例是这样实现的:
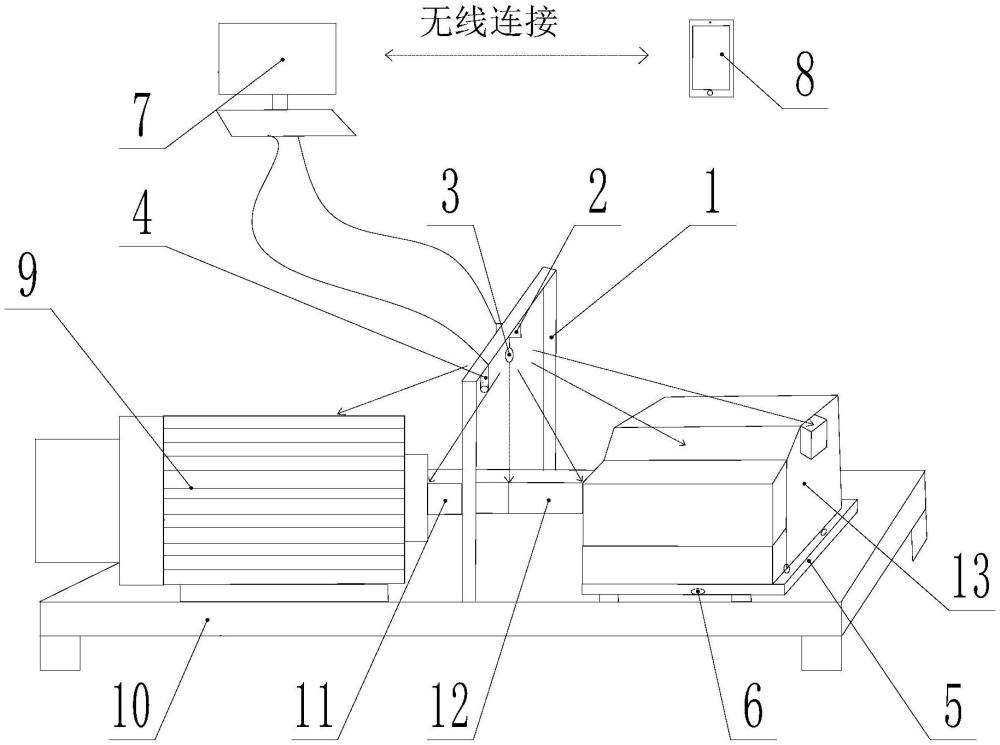
3、本实用新型提供一种监测装置,用于对乳化液泵的运行状态进行监测,包括数据处理器、监测主架、转动装置、测温仪、噪声分析仪和漏液传感器;
4、所述转动装置和所述噪声分析仪设置在所述监测主架上,所述测温仪设置在所述转动装置的输出轴上,所述转动装置、所述测温仪、所述噪声分析仪和所述漏液传感器均与所述数据处理器信号连接。
5、在可选的实施方式中,还包括漏液收集装置,所述漏液传感器设置在所述漏液收集装置中。
6、在可选的实施方式中,所述漏液传感器的数量为多个。
7、在可选的实施方式中,还包括控制终端,所述控制终端连接所述数据处理器,通过所述数据处理器实现对所述转动装置的控制。
8、在可选的实施方式中,所述数据处理器还连接有报警装置,用于在所述乳化液泵异常时进行报警。
9、在可选的实施方式中,所述报警装置为声音报警器、光线报警器、声光报警器或电子信息报警。
10、在可选的实施方式中,所述数据处理器还连接有存储装置,用于存储所述乳化液泵的监测信息。
11、在可选的实施方式中,还包括计时器,所述计时器连接所述测温仪,能够使所述测温仪进行定时测温。
12、在可选的实施方式中,所述测温仪为红外测温仪。
13、在可选的实施方式中,所述转动装置为旋转电机。
14、本实用新型实施例的有益效果是:
15、通过测温仪对乳化液泵的温度进行监测,通过噪声分析仪对乳化液泵的噪声进行监测,通过漏液传感器对乳化液泵的漏液情况进行监控,从而达到对乳化液泵进行全面的实时监测,减小了损失和安全隐患。
技术特征:1.一种监测装置,用于对乳化液泵的运行状态进行监测,其特征在于,包括数据处理器、监测主架、转动装置、测温仪、噪声分析仪和漏液传感器;
2.根据权利要求1所述的监测装置,其特征在于,还包括漏液收集装置,所述漏液传感器设置在所述漏液收集装置中。
3.根据权利要求1所述的监测装置,其特征在于,所述漏液传感器的数量为多个。
4.根据权利要求1所述的监测装置,其特征在于,还包括控制终端,所述控制终端连接所述数据处理器,通过所述数据处理器实现对所述转动装置的控制。
5.根据权利要求1所述的监测装置,其特征在于,所述数据处理器还连接有报警装置,用于在所述乳化液泵异常时进行报警。
6.根据权利要求5所述的监测装置,其特征在于,所述报警装置为声音报警器、光线报警器、声光报警器或电子信息报警。
7.根据权利要求1所述的监测装置,其特征在于,所述数据处理器还连接有存储装置,用于存储所述乳化液泵的监测信息。
8.根据权利要求1所述的监测装置,其特征在于,还包括计时器,所述计时器连接所述测温仪,能够使所述测温仪进行定时测温。
9.根据权利要求1所述的监测装置,其特征在于,所述测温仪为红外测温仪。
10.根据权利要求1所述的监测装置,其特征在于,所述转动装置为旋转电机。
技术总结本技术涉及采煤设备技术领域,具体而言,涉及一种监测装置。监测装置用于对乳化液泵的运行状态进行监测,包括数据处理器、监测主架、转动装置、测温仪、噪声分析仪和漏液传感器;转动装置和噪声分析仪设置在监测主架上,测温仪设置在转动装置的输出轴上,转动装置、测温仪、噪声分析仪和漏液传感器均与数据处理器信号连接。本技术实施例的有益效果是:通过测温仪对乳化液泵的温度进行监测,通过噪声分析仪对乳化液泵的噪声进行监测,通过漏液传感器对乳化液泵的漏液情况进行监控,从而达到对乳化液泵进行全面的实时监测,减小了损失和安全隐患。技术研发人员:王雅西受保护的技术使用者:大同大杨金石机械有限公司技术研发日:20231008技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240729/166313.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表