一种内焊机的安全保护控制系统以及方法与流程
- 国知局
- 2024-07-30 14:46:08
本发明涉及内焊机,尤其涉及一种内焊机的安全保护控制系统以及方法。
背景技术:
1、在石油和天然气长输管道建设中,内焊机进行管口组对和根焊的方式在平原地区已被成功并广泛使用。随着时代的发展,山区也在大力推进管道建设并推广使用高效、可靠的自动焊接技术,内焊机作为自动焊接根焊工序的设备仍是不二之选,然而山区大坡度、大弯度的地形状况对内焊机使用时的安全可靠性提出了极高的要求。山区自动内焊机的主要安全问题是溜车和失速,当管道坡度很大时内焊机的行走轮与管道内壁之间摩擦力不足发生溜车,或者控制系统失效发生行走轮失速。
技术实现思路
1、本发明所要解决的技术问题是针对现有技术的不足,提供一种内焊机的安全保护控制系统以及方法。
2、本发明解决上述技术问题的技术方案如下:一种内焊机的安全保护控制系统,包括:液压保护回路、多组主液压回路、电气控制系统、内焊机主控程序功能控制信号检测系统、内焊机主控程序运行信号检测系统、行走轮速度检测系统、行走电机抱闸、执行机构,所述内焊机主控程序功能控制信号检测系统、所述内焊机主控程序运行信号检测系统、所述行走轮速度检测系统以及所述执行机构均与所述电气控制系统连接,所述液压保护回路、所述多组主液压回路以及所述行走电机抱闸均与所述执行机构连接。
3、采用本发明技术方案的有益效果是:电气控制系统可对内焊机的运行参数及工况进行实时监测,一旦内焊机出现溜车及失速,电气控制系统立即被触发控制液压保护回路启动,对内焊机进行刹车定位操作,可第一时间阻止内焊机出现溜车及失速现象。电气控制系统能够对液压保护回路以及多组主液压回路进行操作控制,可实现对内焊机的刹车轮、行走轮、前涨靴和后涨靴的锁定操作,从而避免内焊机在大坡度管道作业中出现溜车和失速的现象。解决现有技术中存在的内焊机在大坡度管道作业中容易发生溜车或失速的技术难题。
4、进一步地,内焊机主控程序功能控制信号检测系统包括:用于接收用户指令的用户按键、用于检测电池电量的电池bms、用于检测液压油压力的液压油压力传感器、用于检测液压油温度的液压油温度传感器、用于检测刹车伸出到位的刹车缸磁性开关、用于检测行走缸顶紧伸出到位的行走缸磁性开关,所述用户按键、所述电池bms、所述液压油压力传感器、所述液压油温度传感器、所述刹车缸磁性开关以及所述行走缸磁性开关均与所述电气控制系统连接。
5、采用上述进一步技术方案的有益效果是:电池电量通过主控系统与电池bms通讯获得,液压油压力和温度通过对应的传感器获得,刹车和顶紧伸出到位信号通过磁性开关获得。
6、进一步地,内焊机的总油路、刹车缸油路和行走缸油路中均安装有液压油压力传感器,所述刹车缸磁性开关安装在刹车缸的外壁上,所述行走缸磁性开关安装在行走缸的外壁上。
7、采用上述进一步技术方案的有益效果是:压力检测传感器分别安装在总油路、刹车缸油路和行走缸油路中,磁性开关分别安装在刹车缸和行走缸的外壁上。
8、进一步地,所述内焊机主控程序运行信号检测系统中设有频压转换器,所述行走轮速度检测系统包括:多个编码器、频压转换器、电压比较器,多个所述编码器一一对应安装在多个行走轮的转轴上,多个所述编码器与所述频压转换器连接,所述频压转换器与所述电压比较器连接,频压转换器以及电压比较器均与所述电气控制系统连接。
9、采用上述进一步技术方案的有益效果是:将两个编码器安装于两个行走驱动轮轴上,编码器输出的规律脉冲信号利用频压转换器转换成电压,并将输出电压与行走轮正常速度范围最大转速对应的电压通过电压比较器进行比较,实际输出电压高于最大转速对应的电压时表示行走轮失速。
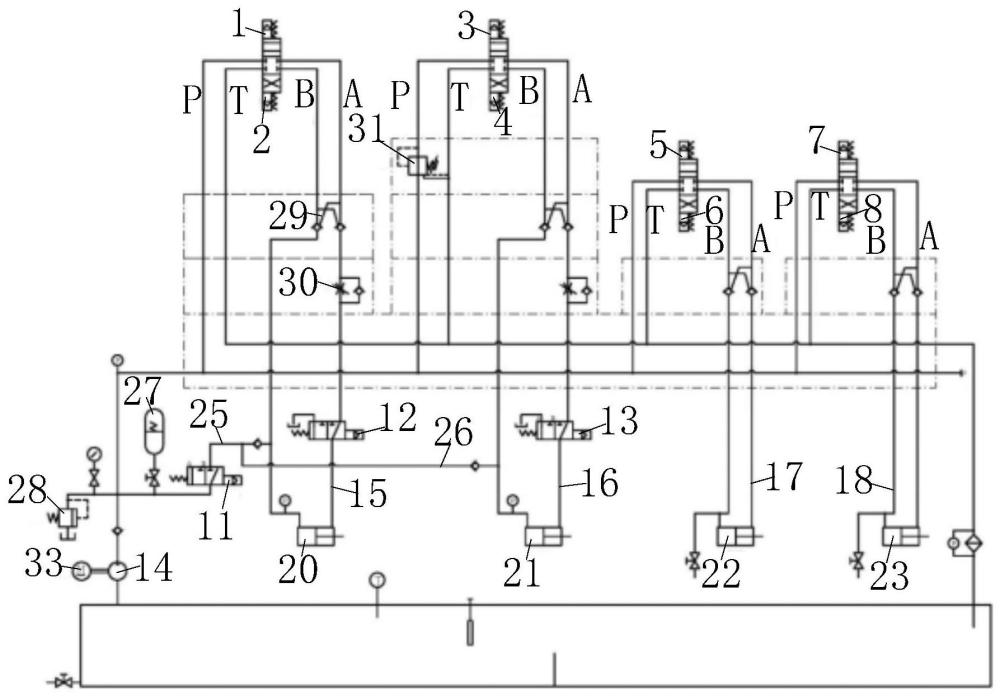
10、进一步地,多组主液压回路包括:液压泵、刹车缸回路、行走缸回路、前涨缸回路、后涨缸回路、刹车缸、行走缸、前涨缸、后涨缸,所述液压泵分别与所述刹车缸回路、所述行走缸回路、所述前涨缸回路、所述后涨缸回路连接;所述刹车缸回路与所述刹车缸的两端连接,所述行走缸回路与所述行走缸的两端连接,所述前涨缸回路与所述前涨缸的两端连接,所述后涨缸回路与所述后涨缸的两端连接;所述刹车缸回路中安装有第一电磁换向阀以及第二电磁换向阀;所述行走缸回路中安装有第三电磁换向阀以及第四电磁换向阀;所述前涨缸回路中安装有第五电磁换向阀以及第六电磁换向阀;所述后涨缸回路中安装有第七电磁换向阀以及第八电磁换向阀;所述执行机构分别与所述第一电磁换向阀、所述第二电磁换向阀、所述第三电磁换向阀、所述第四电磁换向阀、所述第五电磁换向阀、所述第六电磁换向阀、所述第七电磁换向阀、所述第八电磁换向阀连接。
11、采用上述进一步技术方案的有益效果是:正常工作中,可分别切换四组主液压回路中的换向阀实现对刹车缸、行走缸、前涨缸和后涨缸的伸出和回收操作,从而控制切换内焊机在管道中是否实现刹车定位。电气控制系统能够对液压油路单元进行操作控制,可实现对内焊机的刹车轮、行走轮、前涨靴和后涨靴的锁定操作,从而避免内焊机在大坡度管道作业中出现溜车和失速的现象。
12、进一步地,所述刹车缸回路以及所述行走缸回路中均设有叠加式液控单向阀和叠加式单向节流阀,刹车缸回路中的叠加式液控单向阀和叠加式单向节流阀连接在第一电磁换向阀和第二电磁换向阀之后的管路中,行走缸回路中的叠加式液控单向阀和叠加式单向节流阀连接在第三电磁换向阀和第四电磁换向阀之后的管路中;所述行走缸回路中设有叠加式减压阀以及压力输入管路,所述叠加式减压阀安装在所述行走缸回路中的压力输入管路中;所述前涨缸回路以及所述后涨缸回路中均设有叠加式液控单向阀,前涨缸回路中的叠加式液控单向阀连接在第五电磁换向阀和第六电磁换向阀之后的管路中,后涨缸回路中的叠加式液控单向阀连接在第七电磁换向阀和第八电磁换向阀之后的管路中;所述液压泵连接有电机。
13、采用上述进一步技术方案的有益效果是:刹车缸回路中的叠加式单向节流阀可以调节回路流量,从而调节刹车缸的动作时间;刹车缸回路中的叠加式液控单向阀可以保证特殊情况下刹车缸动作不变。行走缸回路中的叠加式单向节流阀和叠加式减压阀可以调节回路流量与压力,从而调节行走缸的动作时间与出力大小;行走缸回路中的叠加式液控单向阀可以保证特殊情况下行走缸动作不变,从而保证设备的安全性。行走缸回路中的叠加式单向节流阀和叠加式减压阀可以调节回路流量与压力,从而调节行走缸的动作时间与出力大小;行走缸回路中的叠加式液控单向阀可以保证特殊情况下行走缸动作不变,从而保证设备的安全性。前涨缸回路和后涨缸回路中的叠加式液控单向阀可以保证特殊情况下前涨缸和后涨缸动作不变,从而保证设备的安全性。
14、进一步地,所述液压保护回路包括:第一安全回路以及第二安全回路,所述第一安全回路中设有第十一电磁换向阀以及第十二电磁换向阀,所述第二安全回路中设有第十一电磁换向阀以及第十三电磁换向阀,第十一电磁换向阀连接在液压泵和刹车缸的无杆腔之间的支路中,第十二电磁换向阀连接在第一电磁换向阀和刹车缸的有杆腔之间的管路中,第十一电磁换向阀连接在液压泵和行走缸的无杆腔之间的支路中,第十三电磁换向阀连接在第三电磁换向阀和行走缸的有杆腔之间的管路中;所述第一安全回路以及第二安全回路中均设有蓄能器,蓄能器连接在液压泵和第十一电磁换向阀之间;所述第一安全回路以及所述第二安全回路均连接有溢流阀。
15、采用上述进一步技术方案的有益效果是:正常工作中,两组液压保护回路中的电磁换向阀均处于常得电状态,当内焊机发生溜车失速时,两组液压保护回路中的电磁换向阀断电,使液压油分别向刹车缸和行走缸的无杆腔中加压,可使刹车缸和行走缸都保持在伸出状态,从而使内焊机稳定在管道中进行刹车定位,避免溜车失速。当内焊机发生溜车和失速时,电气控制系统可对连接在第一主液压回路和第二主液压回路中的两组液压保护回路进行控制,可将第一主液压回路中的刹车缸及第二主液压回路中的行走缸保持在刹车状态,从而防止内焊机溜车失速。当主液压回路和/或液压保护回路中出现压力不足时,蓄能器可向管路中辅助加压,从而保持刹车缸和行走缸始终处于伸出状态,使内焊机保持足够的刹车性能。溢流阀用于保持系统中的压力,使压力能够稳定。
16、此外,本发明还提供了一种内焊机的安全保护控制方法,基于上述任意一项所述的一种内焊机的安全保护控制系统,内焊机的安全保护控制方法包括:s1、获取内焊机主控程序功能控制信号、内焊机主控程序运行信号以及行走轮速度;s2、判断所述内焊机主控程序功能控制信号、所述内焊机主控程序运行信号以及所述行走轮速度是否正常;s3、当所述内焊机主控程序功能控制信号、所述内焊机主控程序运行信号以及所述行走轮速度中的任意一项不正常时,关闭多组主液压回路,开启液压保护回路,并关闭行走电机抱闸。
17、采用本发明技术方案的有益效果是:电气控制系统可对内焊机的运行参数及工况进行实时监测,一旦内焊机出现溜车及失速,电气控制系统立即被触发控制液压保护回路启动,对内焊机进行刹车定位操作,可第一时间阻止内焊机出现溜车及失速现象。电气控制系统能够对液压保护回路以及多组主液压回路进行操作控制,可实现对内焊机的刹车轮、行走轮、前涨靴和后涨靴的锁定操作,从而避免内焊机在大坡度管道作业中出现溜车和失速的现象。解决现有技术中存在的内焊机在大坡度管道作业中容易发生溜车或失速的技术难题。主控系统和安全控制系统只要有一方为不正常状态时,都能保证内焊机不溜车和不失速。
18、进一步地,步骤s2之后包括:s4、当所述内焊机主控程序功能控制信号、所述内焊机主控程序运行信号以及所述行走轮速度均正常时,接收指令,开启多组主液压回路,关闭液压保护回路,并开启行走电机抱闸。
19、采用上述进一步技术方案的有益效果是:当系统各状态都正常时,用户操作按键,主控系统程序经过逻辑处理后输出控制信号作为安全系统的输入项,同时安全控制系统输入项还有主控系统的运行检测信号、行走轮速度检测,当所有输入项均正常时才能触发安全控制系统硬件电路元件的通断,从而给相应功能的电磁阀线圈通断电执行指定动作。逻辑电路可根据电平信号是否为高电平或低电平对液压回路中的各个电磁阀及行走电机抱闸进行控制,当输出为高电平时表示主控程序运行正常,逻辑电路可控制对应电磁阀开关以开启主液压回路并关闭液压保护回路,同时可正常控制行走电机抱闸打开和关闭;当输出为低电平时表示主控程序运行异常,逻辑电路则控制对应电磁阀开关以关闭主液压回路并开启液压保护回路,同时关闭行走电机抱闸防止溜车。
20、进一步地,所述内焊机主控程序功能控制信号包括:用户按键操作信号、电池电量检测信号、液压油压力检测信号、液压油温度检测信号、刹车伸出到位检测信号、刹车伸出到位检测信号、行走缸顶紧伸出到位检测信号;获取内焊机主控程序运行信号的步骤包括:s111、以预设频率规律地对gpio输出高低电平;s112、将频率信号转换成电压;判断内焊机主控程序运行信号是否正常的步骤包括:s211、步骤s112输出为高电平时,表示主控程序运行正常;s212、步骤s112输出为低电平时,表示主控程序运行异常;获取行走轮速度的步骤包括:s113、将编码器输出的规律脉冲信号转换成电压;判断所述行走轮速度是否正常的步骤包括:s213、将步骤s113输出电压与行走轮正常速度范围的最大转速对应的电压进行比较;s214、步骤s113实际输出电压高于最大转速对应的电压时,表示行走轮失速。
21、采用上述进一步技术方案的有益效果是:主控系统运行检测的原理设计为:主控程序以一定的频率规律地对gpio输出高低电平,频压转换器将频率信号转换成电压,输出为高电平时表示主控程序运行正常,输出为低电平时表示主控程序运行异常。行走轮速度检测的设计原理为:将两个编码器安装于两个行走驱动轮轴上,编码器输出的规律脉冲信号利用频压转换器转换成电压,并将输出电压与行走轮正常速度范围最大转速对应的电压通过电压比较器进行比较,实际输出电压高于最大转速对应的电压时表示行走轮失速。逻辑电路可根据电平信号是否为高电平或低电平对液压回路中的各个电磁阀及行走电机抱闸进行控制,当输出为高电平时表示主控程序运行正常,逻辑电路可控制对应电磁阀开关以开启主液压回路并关闭液压保护回路,同时可正常控制行走电机抱闸打开和关闭;当输出为低电平时表示主控程序运行异常,逻辑电路则控制对应电磁阀开关以关闭主液压回路并开启液压保护回路,同时关闭行走电机抱闸防止溜车。
22、本发明附加的方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明实践了解到。
本文地址:https://www.jishuxx.com/zhuanli/20240729/168194.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表