一种用应变片测试多孔芯材泊松比的方法与流程
- 国知局
- 2024-07-30 10:57:14
本发明属于泊松比检测,尤其涉及一种用应变片测试多孔芯材泊松比的方法。
背景技术:
1、航空材料的力学性能测试与评估在航空航天领域扮演着基础而关键的角色。准确的测试和评估不仅关乎材料的选用和应用,还直接影响到航空器的安全性和可靠性。例如,航天飞行器的关键部件如果在极端环境下发生形变,可能会严重影响其正常运行。因此,对航空材料进行精确的力学性能测试是确保其性能稳定性的前提。
2、目前,多种方法被用于测试航空材料的力学性能。泊松比(μ)是材料结构设计和强度校核必不可少的参数,是机械零部件选用材料时的重要参考参数。测试泊松比的方法分为直接接触法和间接接触法。直接接触法主要有:应变片法、接触引伸计法。间接接触法主要有:基于数字图像相关技术(digital imagecorrection,dic)、声波脉冲法。
3、(1)接触引伸计法:用引伸计分两次分别测量横向和纵向的位移变化,根据公式计算泊松比,该方法不能同步反应测试过程中位移变化,具有一定的误差。
4、(2)dic法:主要是利用处理图像的方式测量,容易受测试环境的影响、特征点灰度、试样在测试过程的弯曲的影响,数据的准确性较低。
5、(3)声波脉冲法:通过测定横纵波声速可间接计算泊松比,但是对于非金属材料声阻较大或阻尼指数较大的无法进行测试。
6、(4)目前应用较为广泛的是应变片法:用应变片阻值变化表征测试过程的位移变化,有着更好的稳定性,数据波动非常小,对于承受范围内的高温应变测量具有更好的准确性。对于泡沫芯材材料(多孔芯材),由于其本身是多孔材料,粘贴应变片的胶水容易渗透到泡沫芯材的空隙当中,无法测试。
7、综上所述,虽然目前的技术在航空材料力学性能测试方面已取得一定成果,但仍存在一些关键的技术瓶颈和局限性。这些局限性包括测试方法的适用性、测试过程的同步性和准确性等方面的问题,这些问题的存在可能会影响到航空材料的评估和应用,进而影响到航空航天器的性能和安全。因此,开发更为准确、可靠且适用范围更广的测试方法显得尤为迫切和重要。
技术实现思路
1、为解决上述问题,本发明提供一种用应变片测试多孔芯材泊松比的方法,包括:
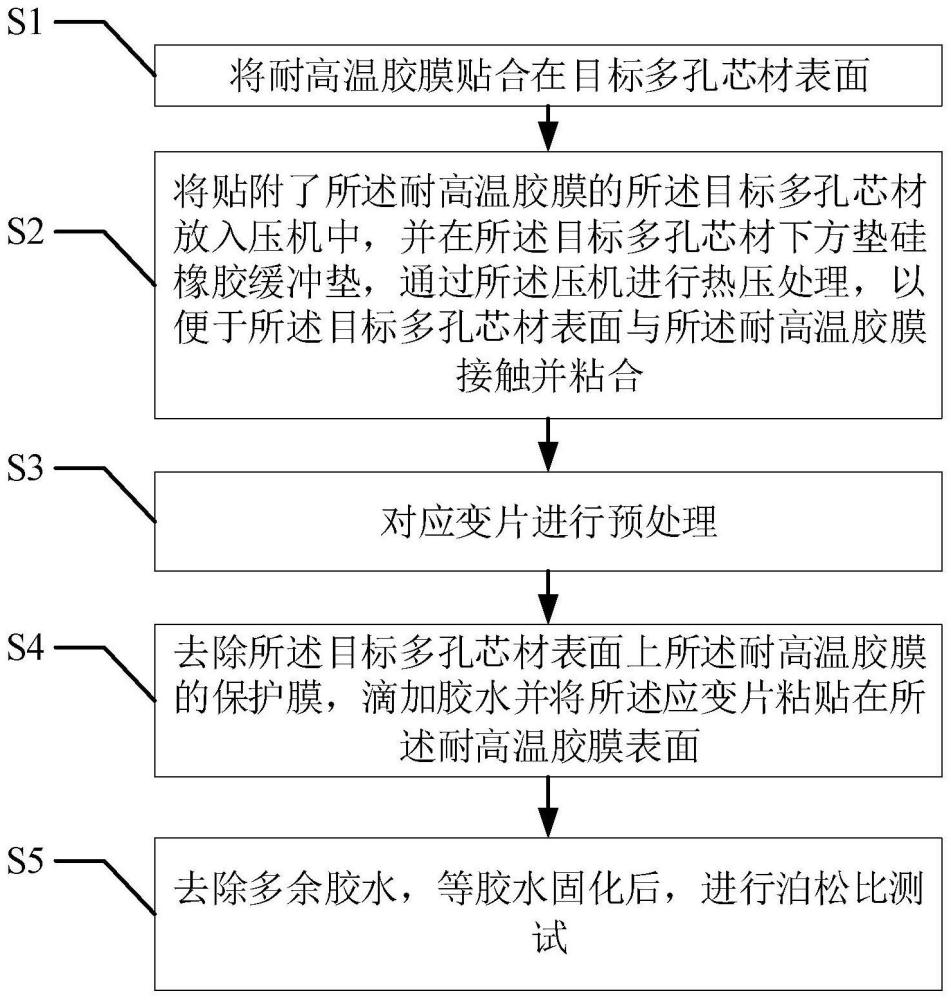
2、s1,将耐高温胶膜贴合在目标多孔芯材表面;
3、s2,将贴附了所述耐高温胶膜的所述目标多孔芯材放入压机中,并在所述目标多孔芯材下方垫硅橡胶缓冲垫,通过所述压机进行热压处理,以便于所述目标多孔芯材表面与所述耐高温胶膜接触并粘合;
4、s3,对应变片进行预处理;
5、s4,去除所述目标多孔芯材表面上所述耐高温胶膜的保护膜,滴加胶水并将所述应变片粘贴在所述耐高温胶膜表面;
6、s5,去除多余胶水,等胶水固化后,进行泊松比测试;
7、优选地,所述硅橡胶缓冲垫在邵氏硬度a标尺下的硬度值为shore a40~shorea70。
8、优选地,所述预处理为,用丙酮清洗所述应变片的贴合面,之后再用乙醇去除残余丙酮及浮尘,最后用吹干表面。
9、优选地,所述步骤s1,将耐高温胶膜贴合在目标多孔芯材表面,包括:
10、使耐高温胶膜利用本身初粘性直接贴合在所述目标多孔芯材表面;
11、或者,将所述耐高温胶膜预焊接在所述目标多孔芯材表面。
12、优选地,所述步骤,将所述耐高温胶膜预焊接在所述目标多孔芯材表面中,其中焊接,采用电烙铁进行焊接。
13、优选地,所述步骤,将所述耐高温胶膜预焊接在所述目标多孔芯材表面中,焊接的温度为150℃~200℃。
14、优选地,所述目标多孔芯材的材质,选自聚甲基丙烯酰亚胺、聚氯乙烯、聚对苯二甲酸乙二醇酯、聚氨酯中的任意一种。
15、优选地,所述耐高温胶膜的长和宽的尺寸均大于所述应变片;
16、所述耐高温胶膜的厚度在8μm~15μm;
17、所述耐高温胶膜的本体的剥离强度为不小于10n/cm。
18、优选地,所述耐高温胶膜的材质选自聚丙烯酸改性树脂、聚酰胺和聚氨酯中的任意一种。
19、优选地,所述步骤s2中,热压的条件包括:
20、热压温度为100℃~120℃;
21、热压的压力为12kg/cm2~14kg/cm2;
22、热压的时间为10min~20min。
23、优选地,所述应变片为双轴免焊应变片;
24、优选地,所述应变片的耐温范围为:-40℃~150℃;
25、优选地,所述应变片的阻值为:(120.0±0.2)ω;
26、优选地,所述应变片的灵敏度为:(1.96±1)%。
27、优选地,所述胶水,为耐高温快干胶505胶水;
28、所述胶水的最高工作温度>200℃。
29、本发明提供一种用应变片测试多孔芯材泊松比的方法,包括:s1,将耐高温胶膜贴合在目标多孔芯材表面;s2,将贴附了所述耐高温胶膜的所述目标多孔芯材放入压机中,并在所述目标多孔芯材下方垫硅橡胶缓冲垫,通过所述压机进行热压处理,以便于所述目标多孔芯材表面与所述耐高温胶膜接触并粘合;s3,对应变片进行预处理;s4,去除所述目标多孔芯材表面上所述耐高温胶膜的保护膜,滴加胶水并将所述应变片粘贴在所述耐高温胶膜表面;s5,去除多余胶水,等胶水固化后,进行泊松比测试;
30、本发明采用的用应变片测试多孔芯材泊松比的方法在现有试验技术的基础上,利用胶膜阻隔胶水渗透泡沫,与多孔芯材成为一个整体,测试方法简单、便捷,并且方法满足标准(astm d638-14、gb/t 1040.1-2018、iso 527-1:2019)的测试方法要求,填补了相关技术空白。
技术特征:1.一种用应变片测试多孔芯材泊松比的方法,其特征在于,包括:
2.如权利要求1所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述步骤s1,将耐高温胶膜贴合在目标多孔芯材表面,包括:
3.如权利要求2所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述步骤,将所述耐高温胶膜预焊接在所述目标多孔芯材表面中,其中焊接,采用电烙铁进行焊接。
4.如权利要求2所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述步骤,将所述耐高温胶膜预焊接在所述目标多孔芯材表面中,焊接的温度为150℃~200℃。
5.如权利要求1所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述目标多孔芯材的材质,选自聚甲基丙烯酰亚胺、聚氯乙烯、聚对苯二甲酸乙二醇酯、聚氨酯中的任意一种。
6.如权利要求1所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述耐高温胶膜的长和宽的尺寸均大于所述应变片;
7.如权利要求1所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述耐高温胶膜的材质选自聚丙烯酸改性树脂、聚酰胺和聚氨酯中的任意一种。
8.如权利要求1所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述步骤s2中,热压的条件包括:
9.如权利要求1所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述应变片为双轴免焊应变片;
10.如权利要求1所述用应变片测试多孔芯材泊松比的方法,其特征在于,所述胶水,为耐高温快干胶505胶水;
技术总结本发明提供一种用应变片测试多孔芯材泊松比的方法,属于泊松比检测技术领域。其中所述方法包括:将耐高温胶膜贴合在目标多孔芯材表面;将目标多孔芯材放入压机中并在目标多孔芯材下方垫硅橡胶缓冲垫,通过压机进行热压处理;对应变片进行预处理;去除目标多孔芯材表面上所述耐高温胶膜的保护膜,滴加胶水并将应变片粘贴在耐高温胶膜表面;去除多余胶水,固化后进行泊松比测试。本发明采用的用应变片测试多孔芯材泊松比的方法在现有试验技术的基础上,利用胶膜阻隔胶水渗透泡沫,与多孔芯材成为一个整体,测试简单、便捷,并且方法满足标准测试方法要求,填补了相关技术空白。技术研发人员:徐焕翔,樊青苗,金志利,陈奕华,陈梓钧,朱刚,陈程成受保护的技术使用者:中国电子产品可靠性与环境试验研究所((工业和信息化部电子第五研究所)(中国赛宝实验室))技术研发日:技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240730/154907.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表