一种用于半球谐振子的刚度检测系统及方法与流程
- 国知局
- 2024-07-30 11:14:09
本发明涉及材料性能测试,具体涉及一种用于半球谐振子的刚度检测系统及方法。
背景技术:
1、半球谐振子(hemispherical shell resonator,简称hsr)是半球谐振陀螺的核心部件,半球谐振子的性能决定了陀螺性能。半球谐振子是敏感hrg 输入角速率的元件,是hrg (半球谐振陀螺)的主体部分,其形状为半球形。国内研制的半球谐振子的材质是熔融石英晶体,工作时主振型为四波腹的二阶振型,其主振型的振动频率为4khz~5khz。半球谐振子通过支撑杆与激励罩和基座相连,谐振子与支撑杆之间的焊接刚度会直接影响到陀螺仪的精度。当焊接刚度不好时,会使hrg 易受非敏感方向输入加速度的影响,从而导致hrg角速率估计误差。
2、可通过对焊接刚度的检测对焊接条件进行优化,以提半球谐振子与支撑杆之间的焊接刚度,进而降低焊接刚度对,因此半球谐振陀螺精度的影响,因此,有必要设计一种用于检测焊接刚度的装置,以实现对半球谐振子与支撑杆之间的焊接刚度的优化设计。
技术实现思路
1、本发明的目的在于提供一种用于半球谐振子的刚度检测系统及方法,能够实现对等效谐振子与支撑杆之间的焊接刚度的检测,检测结果可用于优化半球谐振子与支撑杆之间的焊接参数和工艺。
2、本发明通过下述技术方案实现:
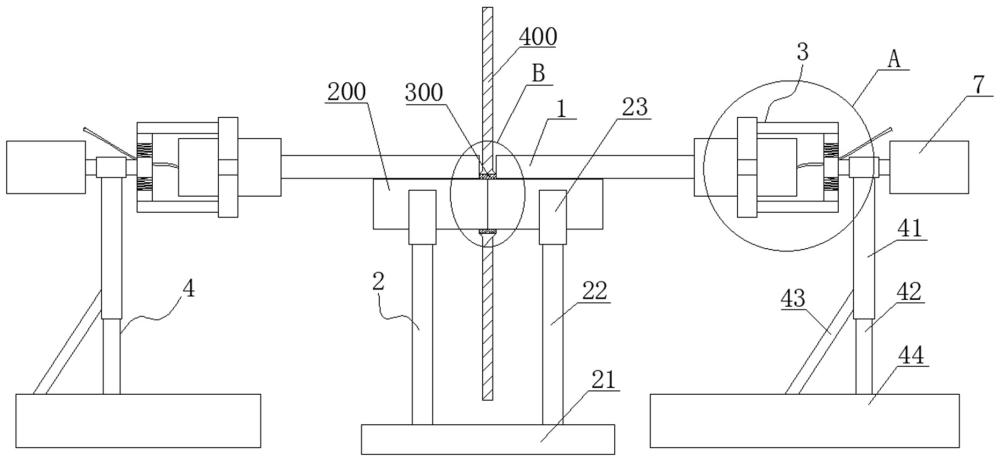
3、一种用于半球谐振子的刚度检测系统,刚度检测系统用于检测等效谐振子与支撑杆之间的环形焊缝的刚度,环形焊缝的两端分别凸出于等效谐振子的两端,刚度检测系统包括:
4、超声波探头,包括超声波发射探头和超声波接收探头,超声波发射探头和超声波接收探头分别与环形焊缝的两端接触;
5、支撑机构,检测时用于固定支撑杆,且使支撑杆检测时的顶部凸出于支撑机构;
6、夹紧机构,用于夹紧固定超声波探头;
7、升降机构,用于调节超声波探头的高度,使检测时超声波探头与支撑杆之间具有间隙;且升降机构能够进行水平位移。
8、本发明的等效谐振子与半球谐振子具有相同材料、相同直径和相同厚度。所以,二者与支撑杆之间形成的环形焊缝几乎一致,可以等效。
9、采用超声波检测待测物的刚度时,需将超声波发射探头和超声波接收探头与待测物的两端接触,由于半球谐振子的尺寸小,且其外壳成半球状,支撑杆与半球谐振子之间的环形焊缝在一个很小的空间内,即使用小于10mm的微型探头,也无法将超声波探头与环形焊缝置于半球谐振子的半球腔体内的一端接触,即采用超声波探头无法直接测试半球谐振子的环形焊缝的刚度。
10、首先,基于本发明检测环形焊缝刚度的最终目的是优化支撑杆与半球谐振子之间的焊接工艺和焊接参数,即是根据环形焊缝刚度的检测结果去优化焊接,因此,本发明巧妙的将呈半球形壳状的半球谐振子等效成直径相同、厚度相同、材料相同且呈圆形状的等效谐振子,其中,等效谐振子的两端均为平面,使环形焊缝的两端暴露在一个较大空间内,为超声波探头与环形焊缝的两端接触提供了空间条件。
11、其次,本发明针对环形焊缝的径向宽度较小,且小于超声波探头端部的尺寸,因此,为了提高检测精度,需要超声波探头端部与环形焊缝尽可能具有较大的接触面积,且超声波探头不与支撑杆外壁和等效谐振子的两端接触,本发明一方面将环形焊缝的两端分别凸出于等效谐振子的两端,确保超声波探头不与等效谐振子的两端接触;另一方面设置相互配合的支撑机构、夹紧机构和升降机构,实现对超声波探头水平、竖直位置的调节,确保超声波探头端部与环形焊缝接触且超声波探头与支撑杆之间具有间隙。
12、综上,本发明能够实现对等效谐振子与支撑杆之间的焊接刚度的检测,检测结果可用于优化半球谐振子与支撑杆之间的焊接参数和工艺。
13、在一种优选方式中,支撑机构包括底座、支撑柱和定位件;
14、支撑柱设置有两个,检测时,两个支撑柱置于支撑杆下方且置于等效谐振子两侧;
15、支撑柱的底部与底座连接,支撑柱的顶部与定位件连接;
16、定位件为与支撑杆相匹配的筒状结构,且筒状结构的侧壁具有缺口,通过缺口使支撑杆检测时的顶部凸出于定位件。
17、由于位于支撑机构两侧的升降机构和超声波探头对等效谐振子的水平位移具有一定限制作用,因此,等效谐振子较好的一种固定方式是:通过竖直位移卡紧在支撑机构中。
18、本发明根据等效谐振子与支撑杆和尺寸特点(等效谐振子的外径远远大于支撑杆的外径),设置两个支撑柱,每个支撑柱的顶部对应设置一个定位件,定位件用于对支撑杆进行卡紧,使用时,将等效谐振子从上向下移动,使等效谐振子的下半部分置于两个支撑柱之间,这样便不会影响等效谐振子的竖直位移,等效谐振子从上向下移动直到等效谐振子两侧的支撑杆分别卡紧在两个定位件中。
19、为了使超声波探头与环形焊缝之间具有尽可能大的接触面积,通过在定位件上设置一个缺口,使支撑杆检测时的顶部凸出于定位件,避免了定位件对超声波探头的阻挡而减小超声波探头与环形焊缝之间的接触面积。
20、即本发明支撑机构是根据等效谐振子的结构特点进行特殊设计。
21、在一种优选方式中,定位件包括弧形支撑套,弧形支撑套的内壁设置有弹性夹紧件,支撑杆被弹性夹紧件夹紧固定。通过弹性夹紧件的设置,能够提高支撑杆检测时固定的稳定性。
22、在一种优选方式中,夹紧机构一端用于夹紧固定超声波探头,另一端通过调节杆与位移驱动机构连接;
23、位移驱动机构用于驱动超声波探头进行水平移动,确保超声波探头与环形焊缝的侧壁接触。
24、在上述方式中,位移驱动机构用于实现超声波探头在水平方向的较小距离位移,而升降机构用于实现超声波探头在水平方向的较大距离位移,即升降机构和位移驱动机构共同实现超声波探头的水平位移,其中,升降机构进行粗调,位移驱动机构进行微调,提高超声波探头水平位移的精准度,既能确保超声波探头与环形焊缝接触,且能够避免过大的水平位移导致超声波探头以较大速度撞击在环形焊缝上。
25、在一种优选方式中,调节杆上套设有套筒,调节杆能够在套筒内进行水平移动,套筒与升降机构的顶部连接。既能实现超声波探头的水平位移,又能实现超声波探头的竖直位移。
26、在一种优选方式中,夹紧机构包括卡箍、连接杆和弹性杆;
27、弹性杆在其长度方向可伸缩,弹性杆上至少平行设置有两个连接杆;
28、连接杆一端与弹性杆连接,另一端与卡箍连接;
29、卡箍用于固定超声波探头。
30、在一种优选方式中,弹性杆包括三段固定体,相邻两段固定体之间通过弹性件连接。
31、在一种优选方式中,升降机构包括滑动套、导向杆、斜杆、滑块和齿轮齿条传动机构;
32、滑动套滑动设置在导向杆上,滑动套的顶部与夹紧机构连接;
33、导向杆的底部与滑块连接;
34、滑块用于实现超声波探头水平移动;
35、齿轮齿条传动机构设置在滑块内;
36、斜杆一端与滑动套连接,另一端与齿轮齿条传动机构的移动部件连接。
37、本发明是利用齿轮齿条传动机构实现超声波探头的升降,具有竖直位移调节精度高的优点,因为,本发明要求超声波探头与支撑杆之间具有较小间隙,既能避免超声波探头与支撑杆接触影响超声波探头的测量精度,又能避免因为间隙过多减小超声波探头与环形焊缝之间的接触面积,因此,对于超声波探头的竖直位移需要精准控制,而本发明采用的升降机构利用齿轮齿条传动实现竖直位移,精准度高。
38、在一种优选方式中,滑块的顶部向下凹陷形成凹槽,导向杆的底部与凹槽的顶部连接,齿轮齿条传动机构设置在凹槽内;
39、齿轮齿条传动机构包括齿条、齿轮、固定板和滑槽;
40、滑槽和固定板均安装在凹槽的底部,
41、齿条滑动设置在滑槽内;
42、齿轮与齿条相啮合,且齿轮通过轴转动设置在固定板上,轴一端与齿轮固定连接,另一端穿过固定板与电机的动力输出轴连接。
43、基于上述刚度检测系统的检测方法,包括以下步骤:
44、s1、将呈半球形壳状的半球谐振子等效成直径相同、厚度相同、材料相同且呈圆形状的等效谐振子;
45、s2、加工制备等效谐振子和支撑杆,且等效谐振子的内壁具有加宽部,通过加宽部使等效谐振子内壁的厚度大于等效谐振子外壁的厚度;
46、s3、将等效谐振子和支撑杆通过焊接进行组装,通过焊接在加宽部和支撑杆之间形成环形焊缝;
47、s4、将支撑杆固定在支撑机构上,然后操作升降机构进行水平移动,使超声波探头位于支撑杆上方,再操作升降机构使超声波探头向下移动,直到超声波探头的端部与环形焊缝在竖直方向具有重叠面积,且超声波探头与支撑杆之间具有间隙,再次水平移动升降机构,使超声波探头的端部与环形焊缝接触;
48、s5、通过超声波发射探头和超声波接收探头获取超声波穿过环形焊缝后的谐振频率,基于谐振频率可获得环形焊缝的刚度。
49、本发明与现有技术相比,具有如下的优点和有益效果:
50、1、本发明将呈半球形壳状的半球谐振子等效成直径相同、厚度相同、材料相同且呈圆形状的等效谐振子,其中,等效谐振子的两端均为平面,使环形焊缝的两端暴露在一个较大空间内,为超声波探头与环形焊缝的两端接触提供了空间条件;通过设置相互配合的支撑机构、夹紧机构和升降机构以及等效谐振子,实现对超声波探头水平、竖直位置的调节,确保超声波探头端部与环形焊缝接触且超声波探头与支撑杆之间具有间隙,同时,超声波探头不与等效谐振子接触,即超声波探头在检测时仅仅与环形焊缝接触,提高了检测精度,基于对等效谐振子和支撑杆之间环形焊缝刚度的检测结果可用于优化半球谐振子与支撑杆之间的焊接参数和工艺。
51、2、本发明基于提高检测精准度,需要满足超声波探头与支撑杆之间具有较小间隙、超声波探头不与等效谐振子接触,且超声波探头与环形焊缝具有尽可能大的接触面积,需要精准控制超声波探头的水平位移和竖直位移,本发明通过合理设计升降机构、位移驱动机构和夹紧机构的具体结构以及连接关系,实现了超声波探头的水平位移和竖直位移精准控制,能够满足本发明检测系统高精度的需求。
本文地址:https://www.jishuxx.com/zhuanli/20240730/155917.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表