一种用于角焊缝熔透控制的激光视觉图像处理方法与流程
- 国知局
- 2024-07-31 22:54:16
本发明涉及一种激光视觉图像处理方法,尤其涉及一种用于角焊缝熔透控制的激光视觉图像处理方法。
背景技术:
1、正交异性钢桥面板在服役期间经常出现疲劳问题,影响抗疲劳性能最重要的因素是u肋与面板连接处的熔透率。近年来,研究发现采用单面气保焊获得80%及以上熔透时,可以保证u肋角焊缝的抗疲劳性能并大幅提高其生产效率。由于u肋内部无法放置钢衬板或者陶瓷衬垫,一旦出现全熔透焊穿则焊缝背面容易留下焊瘤等缺陷,而熔透率低于80%时又无法保证焊缝抗疲劳性能,由此可见,在u肋角焊缝的单面气保焊过程中,需要对熔透率进行严格的控制。正交异性钢桥面板通常长达数米,受摆放精度、焊接热变形等原因的影响,导致焊接过程中焊缝容易发生偏移,传统的示教型机器人无法根据焊缝位置的变化自动纠正焊接位姿与轨迹。
技术实现思路
1、发明目的:本发明目的是提出一种用于角焊缝熔透控制的激光视觉图像处理方法,以提高激光跟踪定位精度。
2、技术方案:本发明包括u肋角焊缝轮廓图像预处理和特征提取;所述特征提取包括:图像处理;计算图像中每个像素点的梯度大小和方向;消除边缘检测带来的杂散响应;得到最终的激光条纹边缘轮廓;采用harris角点检测法确定u肋角焊缝轮廓图像特征点的位置,根据灰度的变化情况,对该点是否满足角点特征进行判断,从而确定图像中出现的角点位置。
3、所述采用harris角点检测法确定u肋角焊缝轮廓图像特征点的位置,具体为:通过卷积核移动前后的灰度变化程度来判断该点是否为角点;对于图像i(x,y),在点(x,y)处移动(δx,δy),移动前后的灰度变化:
4、
5、其中,w(x,y)表示卷积核区域所有像素点所组成的灰度集,i(x,y)表示灰度值;
6、基于泰勒展开:
7、i(u+δx,v+δy)≈i(u,v)+ix(u,v)δx+iy(u,v)δy
8、近似可得:
9、
10、灰度变化c的化简结果可以转化为矩阵的形式,其中:
11、
12、a和b分别为m矩阵的特征值λ1和λ2;
13、进一步化简为:
14、
15、
16、所述m矩阵转变为二次型时c=0,梯度变化值为二次项函数,为椭圆函数,其中椭圆的长度a和宽度b分别对应矩阵的两个特征值,a=λ1-1/2。
17、所述m矩阵特征值的评定,通过角点响应函数来判断:
18、r=det m-α(trace m)2
19、det m=λ1λ2,trace m=λ1+λ2
20、若λ1和λ2差异比较大时,r<0,将其视作图像边界部分;λ1和λ2都比较大时,r>0,将该点处理为角点。
21、所述m矩阵中的元素由卷积核中每个像素点的灰度值求偏导得到。
22、所述计算图像中每个像素点的梯度大小和方向,具体为:采用canny边缘检测法分别计算得出x和y方向上的梯度,再求和计算总梯度的大小和方向。
23、所述消除边缘检测带来的杂散响应,具体为:采用非极大值抑制法根据上述计算得到的梯度方向,沿该方向将卷积核中每个像素点的梯度与其最近的两个点进行比较,若该点的梯度为最大值,则将其视为边缘保留下来,否则将该点抑制去除。
24、所述得到最终的激光条纹边缘轮廓,具体为:应用双阈值检测法设置高阈值和低阈值,将确定为边界的部分连接起来,得到最终的激光条纹边缘轮廓。
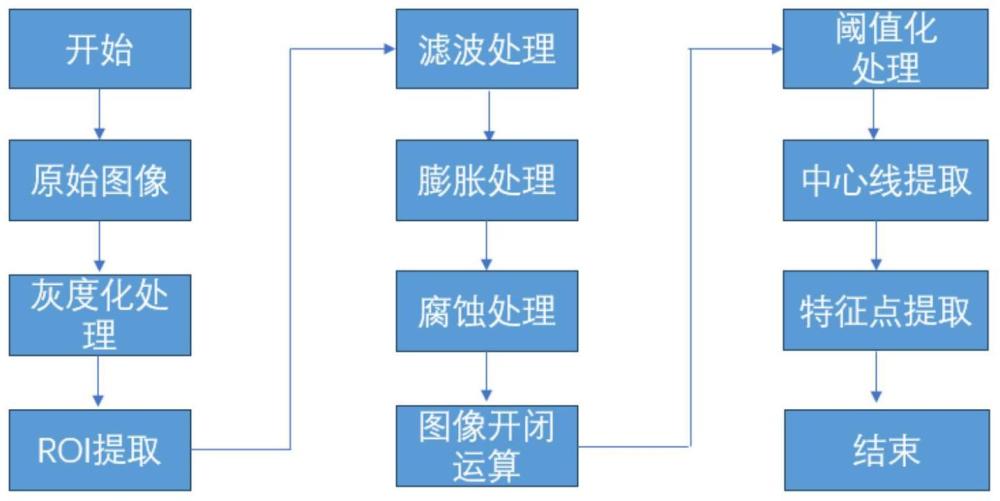
25、所述u肋角焊缝轮廓图像预处理,包括:将原始图像转化为灰度图;截取焊缝中心部分的关键区域;图像处理;进行阈值化处理,得到u肋角焊缝阈值化图像。
26、所述图像处理包括:采用卷积核高斯滤波法去除原始图像中的噪声点;选用卷积核图像闭运算进行形态学处理,去除激光条纹内部空洞及焊缝边缘缺陷。
27、有益效果:本发明通过图像预处理和焊缝特征提取,可准确的找到u肋角焊缝特征点的位置,从而引导焊枪到达该位置实现焊缝跟踪;本发明所提出的u肋角焊缝轮廓图像处理方法可提高激光视觉传感的定位精度;本发明所提出的u肋角焊缝轮廓图像处理方法有益于焊接过程中通过焊缝跟踪,实时调整焊枪(干伸长)位置,按照原设定参数完成焊接,提高产品的质量和合格率。
技术特征:1.一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,包括u肋角焊缝轮廓图像预处理和特征提取;所述特征提取包括:图像处理;计算图像中每个像素点的梯度大小和方向;消除边缘检测带来的杂散响应;得到最终的激光条纹边缘轮廓;采用harris角点检测法确定u肋角焊缝轮廓图像特征点的位置,根据灰度的变化情况,对该点是否满足角点特征进行判断,从而确定图像中出现的角点位置。
2.根据权利要求1所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述采用harris角点检测法确定u肋角焊缝轮廓图像特征点的位置,具体为:通过卷积核移动前后的灰度变化程度来判断该点是否为角点;对于图像i(x,y),在点(x,y)处移动(δx,δy),移动前后的灰度变化:
3.根据权利要求2所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述m矩阵转变为二次型时c=0,梯度变化值为二次项函数,为椭圆函数,其中椭圆的长度a和宽度b分别对应矩阵的两个特征值,a=λ1-1/2。
4.根据权利要求3所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述m矩阵特征值的评定,通过角点响应函数来判断:
5.根据权利要求4所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述m矩阵中的元素由卷积核中每个像素点的灰度值求偏导得到。
6.根据权利要求1所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述计算图像中每个像素点的梯度大小和方向,具体为:采用canny边缘检测法分别计算得出x和y方向上的梯度,再求和计算总梯度的大小和方向。
7.根据权利要求6所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述消除边缘检测带来的杂散响应,具体为:采用非极大值抑制法根据上述计算得到的梯度方向,沿该方向将卷积核中每个像素点的梯度与其最近的两个点进行比较,若该点的梯度为最大值,则将其视为边缘保留下来,否则将该点抑制去除。
8.根据权利要求7所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述得到最终的激光条纹边缘轮廓,具体为:应用双阈值检测法设置高阈值和低阈值,将确定为边界的部分连接起来,得到最终的激光条纹边缘轮廓。
9.根据权利要求1所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述u肋角焊缝轮廓图像预处理,包括:将原始图像转化为灰度图;截取焊缝中心部分的关键区域;图像处理;进行阈值化处理,得到u肋角焊缝阈值化图像。
10.根据权利要求9所述的一种用于角焊缝熔透控制的激光视觉图像处理方法,其特征在于,所述图像处理包括:采用卷积核高斯滤波法去除原始图像中的噪声点;选用卷积核图像闭运算进行形态学处理,去除激光条纹内部空洞及焊缝边缘缺陷。
技术总结本发明公开了一种用于角焊缝熔透控制的激光视觉图像处理方法,包括U肋角焊缝轮廓图像预处理和特征提取;所述特征提取包括:滤除噪声;计算图像中每个像素点的梯度大小和方向;消除边缘检测带来的杂散响应;得到最终的激光条纹边缘轮廓;采用Harris角点检测法确定U肋角焊缝轮廓图像特征点的位置,根据灰度的变化情况,对该点是否满足角点特征进行判断,从而确定图像中出现的角点位置。本发明通过图像预处理和焊缝特征提取,可准确的找到U肋角焊缝特征点的位置,从而引导焊枪到达该位置实现焊缝跟踪;本发明所提出的U肋角焊缝轮廓图像处理方法可提高激光视觉传感的定位精度;本发明所提出的U肋角焊缝轮廓图像处理方法有益于焊接过程中通过焊缝跟踪,实时调整焊枪(干伸长)位置,按照原设定参数完成焊接,提高产品的质量和合格率。技术研发人员:刘志刚,李瑞峰,聂骁,薛喆彦,杨亮,孙蕾蕾,倪海强,张晓强,郭瑞,李涛涛受保护的技术使用者:中铁宝桥(扬州)有限公司技术研发日:技术公布日:2024/7/29本文地址:https://www.jishuxx.com/zhuanli/20240730/195250.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表