一种节能阻塞混合流水车间再制造调度方法
- 国知局
- 2024-07-31 23:41:01
本技术属于再制造调度,尤其涉及一种节能阻塞混合流水车间再制造调度方法。
背景技术:
1、再制造作为一种环境友好型技术,通过各种处理流程将废旧产品的质量恢复到如新的状态,延长了产品的生命周期,有助于降低成本、节约资源。典型的再制造系统由拆卸、再加工和再组装三类车间组成,废旧产品通常依次经过上述车间。三类车间之间错综复杂的相互依存关系需要将再制造系统作为一个整体进行协同运作,以确保再制造过程的有效性。
2、混合流水车间调度(hybrid flowshop scheduling problems,简称hfsps)在应对生产调度挑战方面受到了极大的关注,hfsps是指每个阶段部署了多台平行机器的流水车间调度,是基本流水车间调度问题的扩展。hfsps允许一个工序在每个阶段从多台平行备选机器中选择一台机器,从而有助于提高生产吞吐量,协调各阶段的速度,并减轻瓶颈阶段的影响。面向再制造的传统混合流水车间调度通常涉及机床或汽车发动机等产品,这些产品由钢或铝等单一材料组成,再制造过程相对简单。然而,随着信息时代的到来,废旧智能手机或废旧个人电脑等再制造产品更加复杂,涉及的材料和零件也更加多样,传统的hfsps并不能有效地解决新出现的再制造调度问题。
3、传统的hfsps通常是以时间相关指标为标准的单目标优化问题。近年来对hfsps的研究成果开始考虑以前被忽视的因素,包括任何两个相邻加工工序之间的阻塞和某个工序中平行机器之间的机器加工资格约束。研究发现,在机器加工资格约束下,在平行机器之间适当调度废旧产品以减少阻塞,可以提高再制造效率,缩短制造周期,降低能耗。然而,目前对于再制造混合流水车间调度中的阻塞和机器加工资格约束的研究还不深入,很少有学者同时考虑阻塞和机器加工资格约束来降低再制造hfsps中的能耗。
技术实现思路
1、本技术的目的是提出一种节能阻塞混合流水车间再制造调度方法,实现机器加工资格约束的节能阻塞混合流水车间调度。
2、为了实现上述目的,本技术技术方案如下:
3、一种节能阻塞混合流水车间再制造调度方法,包括:
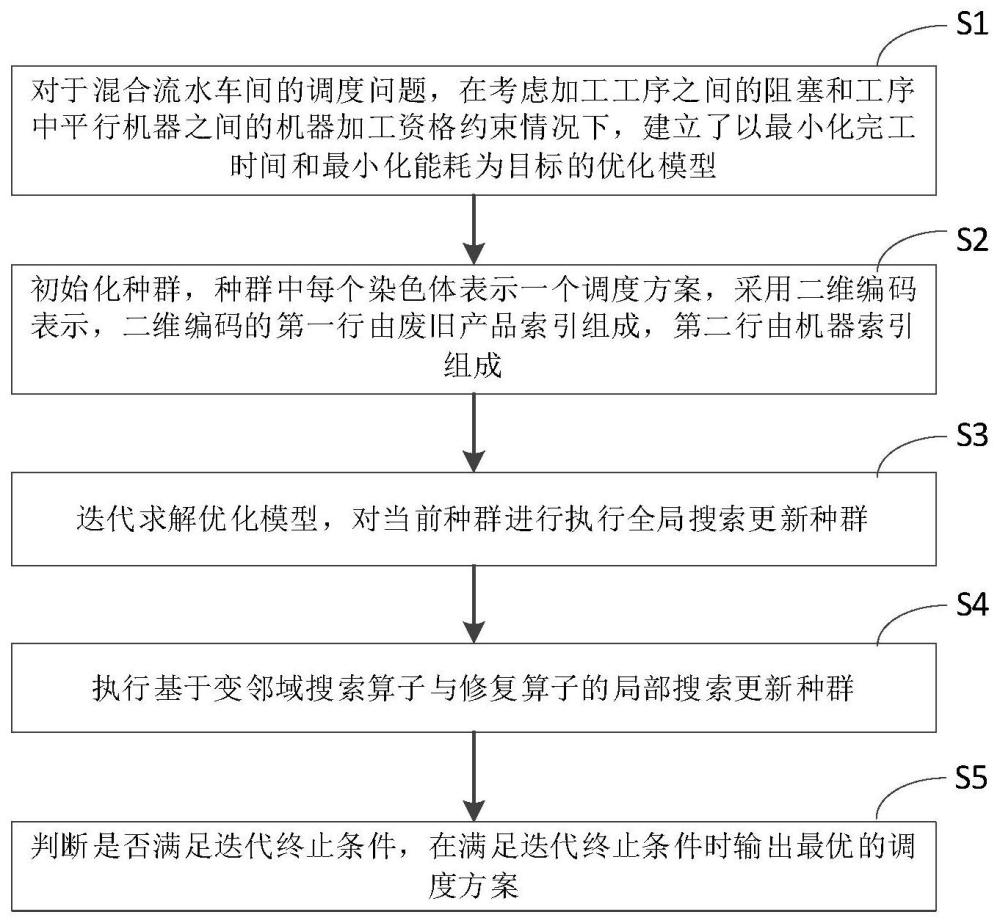
4、对于混合流水车间的调度问题,在考虑加工工序之间的阻塞和工序中平行机器之间的机器加工资格约束情况下,建立了以最小化完工时间和最小化能耗为目标的优化模型;
5、初始化种群,种群中每个染色体表示一个调度方案,采用二维编码表示,二维编码的第一行由废旧产品索引组成,第二行由机器索引组成;
6、迭代求解优化模型,对当前种群进行执行全局搜索更新种群;
7、执行基于变邻域搜索算子与修复算子的局部搜索更新种群;
8、判断是否满足迭代终止条件,在满足迭代终止条件时输出最优的调度方案。
9、进一步地,所述优化模型采用如下数学公式表示:
10、最小化再制造系统的完工时间:min{ms};
11、最小化再制造系统的总能耗:min{ec};
12、其中,ms表示再制造所有废旧产品所需的完工时间,ec表示再制造所有废旧产品所需的总能耗;
13、
14、
15、
16、
17、
18、
19、其中,表示在拆卸车间中的第h台拆卸机器sdh上拆卸第i个废旧产品pi所需的时间,i∈{1,2,...,i},h∈{1,2,...,h},i表示废旧产品的总数,h表示拆卸机器的总数;
20、表示在再加工车间的再加工机器sjk上再加工废旧产品pi所需的时间,sjk是第j条再加工线上工序k的再加工机器,j∈{1,2,...,j},k∈{1,2,...,k},j表示再加工线的总数,k表示工序的总数;
21、表示废旧产品pi在再加工机器sjk上被阻塞的时间;
22、表示废旧产品pi在再加工车间的工序k和工序k+1之间的缓冲区所花的时间;
23、表示在重组装车间的第g台重组装机器srg上组装废旧产品pi所需的时间,g∈{1,2,...,g};
24、表示废旧产品pi在再加工机器sjk上完成再加工所需的能耗;
25、ed表示在拆卸车间中拆卸所有废旧产品所需的能耗;
26、ea表示在重组装车间组装所有废旧产品所需的能耗;
27、stijk废旧产品pi在再加工机器sjk上进行再加工的最早开始时间,
28、
29、dtijk废旧产品pi在再加工机器sjk上完成再加工后离开该机器的时间,
30、ed表示在拆卸车间中拆卸所有废旧产品所需的能耗;
31、表示拆卸车间的拆卸机器sdh在拆卸废旧产品pi时的功率;
32、表示再加工机器sjk在再加工废旧产品pi时的功率;
33、表示0-1决策变量,1表示当再加工机器sjk完成废旧产品pi的再加工后处于空闲状态时,该机器被关闭,否则为0;
34、表示再加工机器sjk完成废旧产品pi的再加工后至下一个待再加工的废旧产品到达前的空闲时间;
35、pijk表示再加工机器sjk处于空闲状态时的功率;
36、etjk表示再加工机器sjk开机一次或者关机一次所需的能耗;
37、表示0-1决策变量,1表示当废旧产品pi被阻塞在再加工机器sjk上时,该机器被关闭,否则为0;
38、表示重组装车间的重组装机器srg在组装废旧产品pi时的功率;
39、表示0-1决策变量,1表示当重组装机器srg完成废旧产品pi的组装后处于空闲状态时,该机器被关闭,否则为0;
40、表示重组装机器srg完成废旧产品pi的组装后至下一个待重组装的废旧产品到达前的空闲时间;
41、piag表示重组装机器srg处于空闲状态时的功率;
42、etag表示重组装机器srg开机一次或者关机一次所需的能耗。
43、进一步地,所述决策变量和的取值公式如下:
44、
45、
46、
47、进一步地,所述优化模型具有如下约束条件:
48、
49、
50、
51、其中,表示0-1决策变量,1表示废旧产品pi在拆卸机器sdh上进行拆卸,否则为0;
52、表示0-1决策变量,1表示拆卸机器sdh有能力拆卸废旧产品pi,否则为0。
53、表示0-1决策变量,1表示废旧产品pi在再加工机器sjk上进行再加工,否则为0;
54、表示0-1决策变量,1表示再加工机器sjk有能力再加工废旧产品pi,否则为0;
55、表示0-1决策变量,1表示废旧产品pi在重组装机器srg上进行组装,否则为0;
56、表示0-1决策变量,1表示重组装机器srg有能力组装废旧产品pi,否则为0。
57、进一步地,所述全局搜索包括两个交叉算子和两个变异算子,所述交叉算子采用基于作业的顺序交叉算子和优先操作交叉算子;所述变异算子采用交换变异算子和反向变异算子。
58、进一步地,所述废旧产品索引出现n次表示该产品处于第n个阶段。
59、本技术提出的一种节能阻塞混合流水车间再制造调度方法,在具有有限缓冲平行再加工线的混合流水车间中同时考虑了阻塞和机器加工资格约束。旨在最大限度地减少考虑机器加工资格约束的节能阻塞混合流水车间调度问题(blocking hybrid flowshopscheduling problem with machine eligibility constraints,简称bhfsp-me)中废旧产品再制造的完工时间和能耗。针对所提出的模型,将第二代非支配排序遗传算法(non-dominated sorting genetic algorithm-ii,简称nsga-ii算法)作为全局搜索算法,并嵌入了两个交叉算子和两个变异算子;将变邻域搜索(variable neighborhood search,简称vns)嵌入到局部搜索策略中,以提高nsga-ii算法的收敛性和解空间的搜索能力。本技术技术方案在处理节能阻塞混合流水车间调度问题时,能够提供更优的调度方案,并且求解性能优于现有的技术方案。
本文地址:https://www.jishuxx.com/zhuanli/20240730/198068.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表