一种乳制品饮料生产线的控制方法和控制系统与流程
- 国知局
- 2024-07-31 23:56:46
本发明涉及乳制品饮料生产,尤其涉及一种乳制品饮料生产线的控制方法和控制系统。
背景技术:
1、为保证身体营养的需求,乳制品饮料得摄入是最直接的,最方便的,乳制品饮料中含有丰富的蛋白质、维生素、矿物质等营养成分,适量饮用可以为人体补充所需要的营养物质。乳制品饮料还具有促进消化、增进食欲、提供能量以及润肠通便等功效。
2、乳制品饮料分为中性乳饮料和酸性乳饮料。中性乳饮料主要以水、牛乳为基本原料,加入其他风味辅料,如咖啡、可可、果汁等,再加以调色、调香制成的饮用牛乳。酸性乳饮料包括发酵型酸乳饮料和调配型酸乳饮料,发酵型乳饮料是指以鲜乳或乳制品为原料经发酵,添加水和增稠剂等辅料,经加工制成的产品,其中由于杀菌方式不同,可分为活性乳酸菌饮料和非活性乳酸菌饮料;调配型酸乳饮料是以鲜乳或乳制品为原料,加入水、糖液、酸味剂等调制而成的制品,产品经过灭菌处理,保质期比乳酸菌饮料要长。
3、目前,乳制品饮料生产线采用传统的半自动控制管理方法,在确定乳制品饮料生产任务之后,工作人员对生产线上的设备进行参数设置和调试,然后启动生产线进行生产,并在生产完一种口味的乳制品饮料后,对管道进行cip清洗和生产线上的设备参数进行调整,最后才能进行下一个口味的乳制品饮料的生产。并且,生产发酵型酸乳饮料的工艺与其他乳制品饮料生过程存在差异,发酵型酸乳饮料在生产过程需要对鲜乳或乳制品进行发酵,以获取更多的有益菌类,因此,对需要生产发酵型酸乳饮料时,需要额外设计一条生产线进生产。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本发明提供一种乳制品饮料生产线的控制方法和控制系统,其解决了乳制品饮料生产线自控效果差和生产效率低的技术问题。
3、(二)技术方案
4、为了达到上述目的,本发明采用的主要技术方案包括:
5、第一方面,本发明实施例提供一种乳制品饮料生产线的控制方法,该方法应用于生产多品类乳制品饮料的生产线,其方法包括:
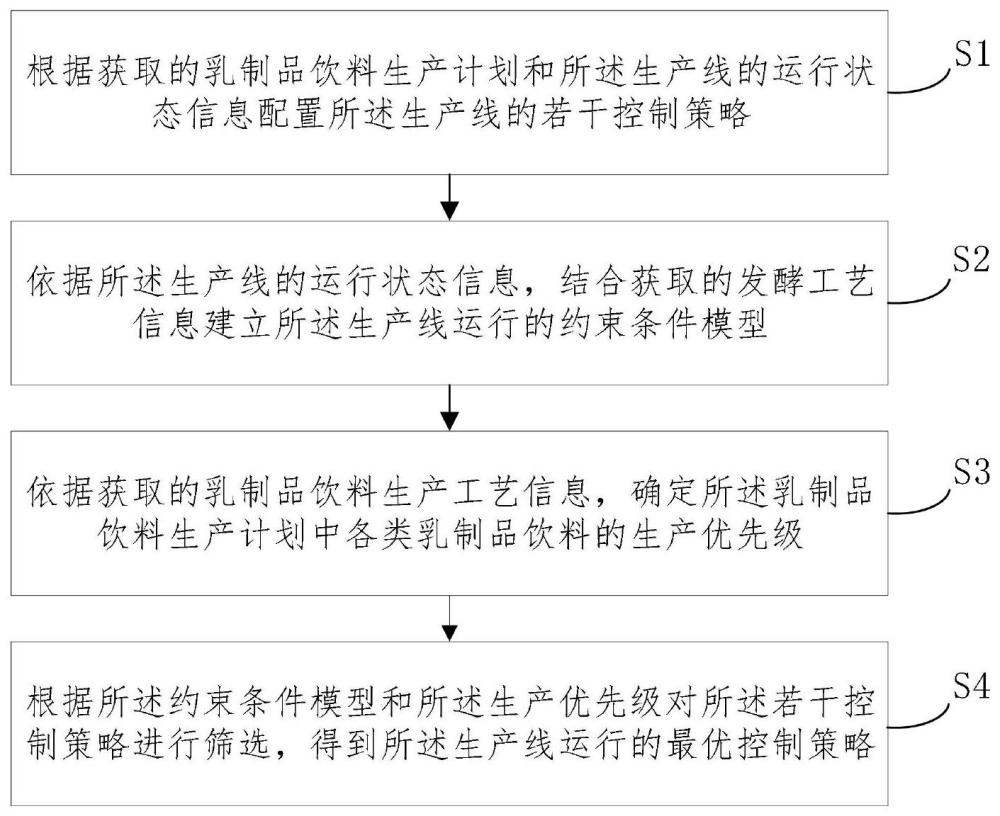
6、根据获取的乳制品饮料生产计划和所述生产线的运行状态信息配置所述生产线的若干控制策略;
7、依据所述生产线的运行状态信息,结合获取的发酵工艺信息建立所述生产线运行的约束条件模型;
8、依据获取的乳制品饮料生产工艺信息,确定所述乳制品饮料生产计划中各类乳制品饮料的生产优先级;
9、根据所述约束条件模型和所述生产优先级对所述若干控制策略进行筛选,得到所述生产线运行的最优控制策略。
10、可选地,在根据获取的乳制品饮料生产计划和所述生产线的运行状态信息配置所述生产线的若干控制策略之前,还包括:
11、在对获取的所述生产线的运行状态进行识别之后,控制预先设置的清洗设备对所述生产线进行清洗工作;
12、根据获取的样品生产指令,控制所述生产线进行样品生产和样品检验工作,得到所述生产线各个操作节点的样品检验结果。
13、可选地,在对获取的所述生产线的运行状态进行识别之后,控制预先设置的清洗设备对所述生产线进行清洗工作包括:
14、对获取的所述生产线的运行状态进行识别,确定所述生产线的运行状态为清洗状态;
15、在所述生产线的运行状态进入清洗状态之后,控制预先设置的清洗设备使用清水和/或碱洗剂对所述生产线进行预清洗;
16、基于获取的所述生产线的污染程度信息,控制所述清洗设备选择设定比例的清洗剂和消毒剂对所述生产线进行循环消毒清洗;
17、在所述循环消毒清洗完成之后,控制所述清洗设备使用清水对所述生产线进行冲洗。
18、可选地,根据获取的乳制品饮料生产计划和所述生产线的运行状态信息配置所述生产线的若干控制策略包括:
19、获取包含乳制品饮料品类、配料表、生产数量以及生产期限的乳制品饮料生产计划;
20、判断所述样品检验结果与所述料配料表中各配料占比是否一致;
21、若所述样品检验结果与所述料配料表中各配料占比不一致时,则控制所述生产线调整相应配料的投入量;
22、若所述样品检验结果与所述配料表中各配料占比一致时,则根据所述乳制品饮料生产计划和所述运行状态信息配置所述生产线的若干控制策略。
23、可选地,依据所述生产线的运行状态信息,结合获取的发酵工艺信息建立所述生产线运行的约束条件模型包括:
24、获取所述生产线生产各品类乳制品饮料的生产速度区间和盈利区间;
25、基于所述生产速度区间和所述盈利区间,以及所述乳制品饮料生产计划中的乳制品饮料品类信息,确定所述生产线运行的产品约束;
26、通过所述产品约束,结合获取的发酵工艺信息建立所述生产线运行的约束条件模型;
27、其中,所述约束条件模型为:
28、
29、式中,tmin,i代表第i种发酵类乳制品饮料的最小发酵温度,ti代表第i种发酵类乳制品饮料的发酵温度,tmax,i代表第i种发酵类乳制品饮料的最大发酵温度,smin,i代表第i种发酵类乳制品饮料的最小发酵时间,si代表第i种发酵类乳制品饮料的发酵时间,smax,i代表第i种发酵类乳制品饮料的最大发酵时间,tmin,i代表第i种发酵类乳制品饮料的最小酸碱度,ti代表第i种发酵类乳制品饮料的酸碱度,tmax,i代表第i种发酵类乳制品饮料的最大酸碱度,x代表生产线运行的产品约束,a代表乳制品饮料的品类,r+代表正整数,b代表乳制品饮料生产线的生产速度,bmin代表乳制品饮料生产线的最小生产速度,bmax代表乳制品饮料生产线的最大生产速度,c代表乳制品饮料的生产数量,cmin代表乳制品饮料达到盈利的最小生产数量。
30、可选地,依据获取的乳制品饮料生产工艺信息,确定所述乳制品饮料生产计划中各类乳制品饮料的生产优先级包括:
31、获取包含原料预处理信息、灭菌信息以及均质化信息的乳制品饮料生产工艺信息;
32、依据所述乳制品饮料生产工艺信息,求取得到所述乳制品饮料生产计划中各类乳制品饮料生产所需时间;
33、将所述各类乳制品饮料生产所需时间与所述各类乳制品饮料生产期限进行对比,依据对比结果和乳制品饮料生产工艺步骤一致的数量,确定乳制品饮料生产计划中各类乳制品饮料的生产优先级。
34、可选地,所述各类乳制品饮料的生产优先级从最高级到最低级分别为一级、二级、三级、四级、五级;
35、所述生产优先级为一级的条件:乳制品饮料的生产期限与生产该类乳制品饮料所需时间的差值小于设定阈值;
36、所述生产优先级为二级的条件:乳制品饮料的生产期限与生产该类乳制品饮料所需时间的差值大于设定阈值,且原料预处理过程、灭菌过程以及均质化过程均一致;
37、所述生产优先级为三级的条件:乳制品饮料的生产期限与生产该类乳制品饮料所需时间的差值大于设定阈值,且原料预处理过程、灭菌过程以及均质化过程中有两项一致;
38、所述生产优先级为四级的条件:乳制品饮料的生产期限与生产该类乳制品饮料所需时间的差值大于设定阈值,且原料预处理过程、灭菌过程以及均质化过程中有一项一致;
39、所述生产优先级为五级的条件:乳制品饮料的生产期限与生产该类乳制品饮料所需时间的差值大于设定阈值,且原料预处理过程、灭菌过程以及均质化过程均不一致;
40、其中,所述原料预处理包括:原料预热处理、原料过滤处理以及原料去脂处理。
41、可选地,根据所述约束条件模型和所述生产优先级对所述若干控制策略进行筛选,得到所述生产线运行的最优控制策略包括:
42、将所述若干控制策略输入到所述约束条件模型进行约束设置,得到经约束的控制策略;
43、基于所述生产优先级对所述经约束的控制策略进行筛选,得到所述生产线的最优控制策略。
44、可选地,在根据所述约束条件模型和所述生产优先级对所述控制策略进行筛选,得到所述生产线运行的最优控制策略之后,还包括
45、通过预先设置在所述生产线各个操作节点上的传感器组件,采集每一操作节点的工作数据;
46、判断所述每一操作节点的工作数据是否满足设定标准值;
47、在存在操作节点的工作数据不满足设定标准值的情况下,基于所述工作数据修改所述最优控制策略中的该操作节点的控制指令。
48、第二方面,本发明实施例提供一种乳制品饮料生产线的控制系统,包括:
49、控制策略生成模块,用于根据获取的乳制品饮料生产计划和所述生产线的运行状态信息配置若干所述生产线的控制策略;
50、约束条件模型构建模块,用于依据所述生产线的运行状态信息,结合获取的发酵工艺信息建立所述生产线运行的约束条件模型;
51、生产优先级确定模块,用于依据获取的乳制品饮料生产工艺信息,确定所述乳制品饮料生产计划中各类乳制品饮料的生产优先级;
52、控制策略筛选模块,用于根据所述约束条件模型和所述生产优先级对所述若干控制策略进行筛选,得到所述生产线运行的最优控制策略。
53、(三)有益效果
54、本发明的有益效果是:本发明的乳制品饮料生产线的控制方法,由于采用在基于乳制品饮料生产计划和生产线的运行状态信息配置若干生产线的控制策略之后,通过设置的约束条件模型和生产优先级从若干控制策略筛选最优控制策略来实现生产线自控的技术方案,相对于现有技术而言,其可以实现多品类乳制品饮料计划生产和自动生产,进而提高了生产效率和生产质量,降低了成本投入。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199325.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表