一种大型立式车床车刀路径优化方法及系统与流程
- 国知局
- 2024-07-31 23:57:41
本发明涉及智能车床,尤其涉及大型立式车床车刀路径优化方法及系统。
背景技术:
1、大型立式车床是现代制造业中不可或缺的关键设备,尤其在重型机械加工、船舶制造、汽车制造等行业中发挥着重要作用,车刀路径优化是提高大型立式车床加工效率和质量的关键技术之一。
2、随着数控技术的发展,在面对复杂工件形状加工时,既需要保证加工效率与加工质量的平衡,而大型立式车床普遍面对加工工件切屑废料的体积和重量都较大,在加工时同时还需要考虑切屑废料掉落产生的安全性问题,且需要解决根据实时的加工情况适应性调整车刀路线设计,以适应不同工况和变化。
3、公开于该背景技术部分的信息仅仅旨在加深对本公开总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成本领域技术人员所公知的现有技术。
技术实现思路
1、本发明提供了大型立式车床车刀路径优化方法及系统,可有效解决背景技术中的问题。
2、为了达到上述目的,本发明所采用的技术方案是:
3、一种大型立式车床车刀路径优化方法,所述方法包括:
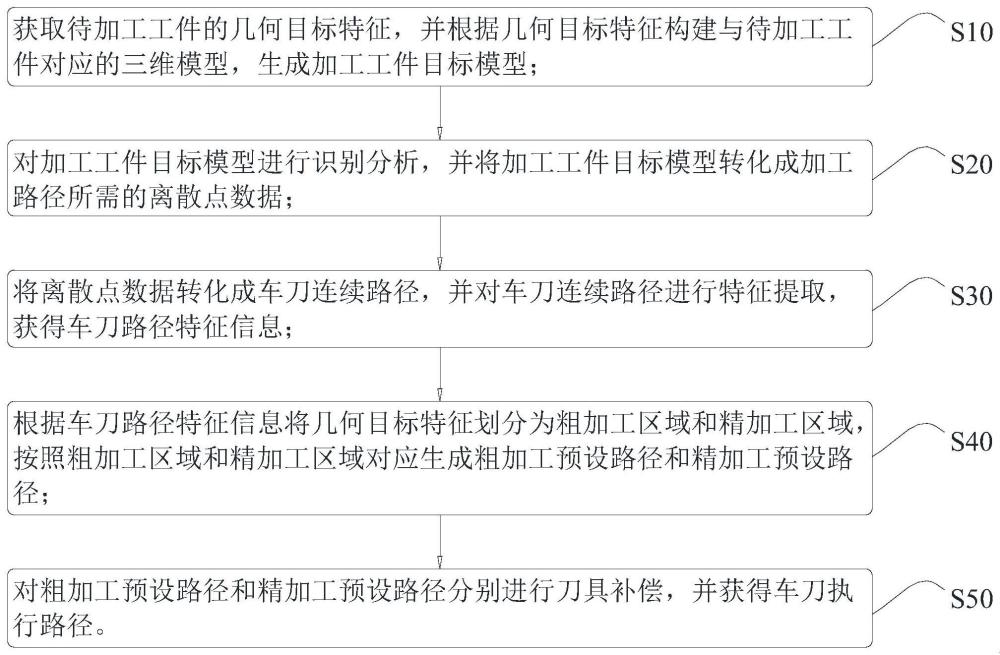
4、获取待加工工件的几何目标特征,并根据所述几何目标特征构建与所述待加工工件对应的三维模型,生成加工工件目标模型;
5、对所述加工工件目标模型进行识别分析,并将所述加工工件目标模型转化成加工路径所需的离散点数据;
6、将所述离散点数据转化成车刀连续路径,并对所述车刀连续路径进行特征提取,获得车刀路径特征信息;
7、根据所述车刀路径特征信息将所述加工工件目标模型为粗加工区域和精加工区域,按照所述粗加工区域和精加工区域对应生成粗加工预设路径和精加工预设路径;
8、对所述粗加工预设路径和精加工预设路径分别进行刀具补偿,并获得车刀执行路径。
9、进一步地,对所述加工工件目标模型进行识别分析,并将所述加工工件目标模型转化成加工路径所需的离散点数据,包括:
10、将所述加工工件目标模型转化成多边形网格数据,并对所述多边形网格数据进行滤波处理;
11、对处理后的所述多边形网格数据进行曲面拟合,生成光滑的曲面模型;
12、将所述曲面模型分割成若干区域,并在每个所述区域生成离散点数据。
13、进一步地,将所述离散点数据转化成车刀连续路径,并对所述车刀连续路径进行特征提取,获得车刀路径特征信息,包括:
14、对所述离散点数据进行路径插值并连接,将所述离散点数据插值为车刀连续路径;
15、选择拟合算法对所述车刀连续路径进行平滑处理,并将平滑处理后的所述车刀连续路径转化为数控系统能够识别的车刀路径格式;
16、对所述车刀连续路径进行曲线特征识别、切削深度特征识别以及刀具接触面积识别,获得所述车刀路径特征信息。
17、进一步地,所述拟合算法包括:
18、选择一组离散点数据节点,并构造基函数,且通过递归定义函数序列;
19、在选择的所述离散点数据节点中根据所述离散点数据节点的位置分布均匀的选取控制点;
20、根据所述离散点数据节点和所述基函数计算权重矩阵,所述权重矩阵表示每个所述控制点对曲线的影响程度;
21、最小化所述离散数据节点到预设平滑曲线的距离,获得最优的控制点位置;
22、根据计算得到的控制点和基函数,生成平滑曲线。
23、进一步地,按照所述粗加工区域和精加工区域对应生成粗加工预设路径和精加工预设路径,包括:
24、对应所述粗加工区域建立粗加工车刀路径记忆库,所述粗加工车刀路径记忆库收集基础车刀路径,并调配所述基础车刀路径生成所述粗加工预设路径;
25、对应所述精加工区域建立精加工学习路径适应模型,所述精加工学习路径适应模型对若干非标车刀路径进行深度学习,并根据所述精加工区域的车刀路径特征信息生成所述精加工预设路径。
26、进一步地,对应所述粗加工区域建立粗加工车刀路径记忆库,包括:
27、采集历史基础车刀路径信息,并对所述历史基础车刀路径信息进行预处理;
28、对处理后的所述历史基础车刀路径信息按照加工工件差别以及路径相似度进行多种分类;
29、将多种分类结果设置为所述加工车刀路径记忆库的索引,并根据多重索引遍历所述加工车刀路径记忆库,匹配并生成所述加工预设路径。
30、进一步地,对应所述精加工区域建立精加工学习路径适应模型,包括:
31、采集历史非标车刀路径信息,并对所述历史非标车刀路径信息进行预处理;
32、选择深度学习法对处理后的所述历史非标车刀路径信息进行深度学习,构建所述精加工学习适应模型;
33、其中,深度学习与所述精加工区域的车刀路径特征信息匹配的车刀路径生成所述精加工预设路径。
34、进一步地,对所述粗加工预设路径和精加工预设路径分别进行刀具补偿,并获得车刀执行路径,包括:
35、建立刀具补偿偏差表,所述刀具补偿偏差表包括半径偏差和刀尖偏差;
36、对所述刀具补偿偏差表内的刀具类型以及刀具进行编号,并对对应的所述刀具类型以及刀具设定刀具补偿偏差值;
37、当数控系统接收到刀具补偿指令时,会根据所述刀具补偿偏差表中设定的偏差值,自动调整刀具的轨迹;
38、在加工过程中通过使用相应的所述刀具补偿指令来启用刀具补偿功能,根据实时的刀具位置和加工情况动态调整刀具的轨迹。
39、大型立式车床车刀路径优化系统,所述系统包括:
40、几何模型生成模块,获取待加工工件的几何目标特征,并根据所述几何目标特征构建与所述待加工工件对应的三维模型,生成加工工件目标模型;
41、离散点数据转化模块,对所述加工工件目标模型进行识别分析,并将所述加工工件目标模型转化成加工路径所需的离散点数据;
42、路径特征提取模块,将所述离散点数据转化成车刀连续路径,并对所述车刀连续路径进行特征提取,获得车刀路径特征信息;
43、预设路径生成模块,根据所述车刀路径特征信息将所述加工工件目标模型为粗加工区域和精加工区域,按照所述粗加工区域和精加工区域对应生成粗加工预设路径和精加工预设路径;
44、车刀路径调整模块,对所述粗加工预设路径和精加工预设路径分别进行刀具补偿,并获得车刀执行路径。
45、进一步地,所述离散点数据转化模块包括:
46、网格数据转化单元,将所述加工工件目标模型转化成多边形网格数据,并对所述多边形网格数据进行滤波处理;
47、曲面拟合单元,对处理后的所述多边形网格数据进行曲面拟合,生成光滑的曲面模型;
48、离散点数据生成单元,将所述曲面模型分割成若干区域,并在每个所述区域生成离散点数据。
49、通过本发明的技术方案,可实现以下技术效果:
50、有效解决了面对大型立式车床切屑废料掉落产生的安全性问题,且兼顾加工效率和加工质量,采用智能化的方式对加工路径进行单独的设计以及实时的动态调整。
51、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199401.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表