工艺参数调节方法及装置、设备、存储介质以及程序产品与流程
- 国知局
- 2024-08-01 00:10:58
本技术实施例涉及生产工艺。涉及但不限于一种工艺参数调节方法及装置、设备、存储介质以及程序产品。
背景技术:
1、在工业生产中,对于一些涉及到多参数、多步序的工件加工工艺,例如光伏磷扩或硼扩工艺,各步序温度、各步序通入各类气体的种类和数量、各步序持续时刻等工艺参数,均会对最终硅片扩散结果产生影响。为保障成品质量,需设定检测指标对加工后的工件进行抽查,并在发现异常时调节工艺参数,从而确保后续工件的合格率。
2、在相关领域中,对工艺参数的调节通常依赖于具备专业知识的工程师,这种方式不仅人工成本高昂,而且调节结果往往受限于工程师的过往经验,缺乏充分的理论和数据支持。此外,当需要调节多个参数时,无论是人工调节还是基于人工经验设计的专家系统,都可能面临调节效果不理想、效率低下等问题。
技术实现思路
1、有鉴于此,本技术实施例提供的工艺参数调节方法及装置、设备、存储介质以及程序产品,能够根据工件的检测结果,和工件在加工过程中对应工艺设备所采用的工艺参数,对工艺设备的工艺参数进行调节,提高工艺设备加工后续工件的合格率,减少人工调节参数的成本,提升生产效率和工件质量。本技术实施例提供的工艺参数调节方法及装置、设备、存储介质以及程序产品是这样实现的:
2、本技术实施例提供的工艺参数调节方法,包括:
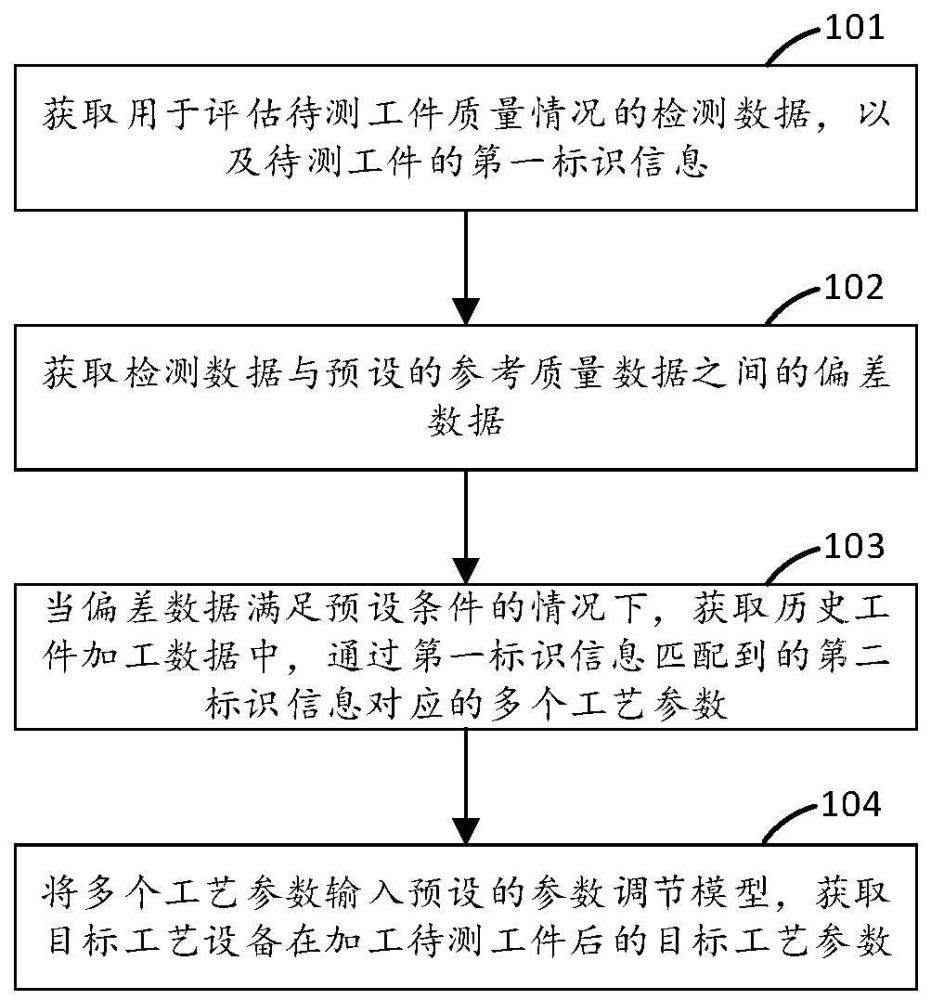
3、获取用于评估待测工件质量情况的检测数据,以及所述待测工件的第一标识信息,所述检测数据和所述第一标识信息为目标检测设备采集获得;
4、获取所述检测数据与预设的参考质量数据之间的偏差数据;
5、当所述偏差数据满足预设条件的情况下,获取历史工件加工数据中,通过所述第一标识信息匹配到的第二标识信息对应的多个工艺参数,所述历史工件加工数据包括所述待测工件的第二标识信息,以及所述第二标识信息所对应的所述多个工艺参数,所述多个工艺参数为目标工艺设备针对所述待测工件在加工过程中采用的工艺参数;
6、将所述多个工艺参数输入预设的参数调节模型,获取所述目标工艺设备在加工所述待测工件后的目标工艺参数,所述预设的参数调节模型是根据多个样本工件的样本检测数据,和所述目标工艺设备加工各个样本工件的多个样本工艺参数获得,所述多个样本工件与所述待测工件为相同类型工件。
7、在一些实施例中,在所述获取用于评估待测工件质量情况的检测数据,以及所述待测工件的第一标识信息之后,所述方法还包括:
8、当所述目标工艺设备在所述待测工件的加工过程中不满足预设的正常运行条件的情况下,结束当前工艺参数调节过程,生成并发送设备异常报警。
9、在一些实施例中,所述预设条件包括所述偏差数据处于预设的偏差阈值区间;所述方法还包括:
10、当所述偏差数据不满足所述预设条件的情况下,结束当前工艺参数调节过程,生成并发送待测工件检测异常报警。
11、在一些实施例中,所述第一标识信息包括所述待测工件对应的目标工艺设备信息和获得所述检测数据的目标检测时刻,所述第二标识信息包括所述待测工件对应的所述目标工艺设备信息和所述待测工件在加工过程中的目标加工时刻,所述目标加工时刻为所述目标检测时刻之前预设的时间范围内的时刻。
12、在一些实施例中,所述预设的参数调节模型通过以下方法进行预先设置:
13、获取所述多个样本工件的样本检测数据以及样本标识信息;
14、获取历史样本工件加工数据,所述历史样本工件加工数据包括各个样本工件在对应的工艺设备的加工过程中所采用的多个样本工艺参数;
15、获取所述历史样本工件加工数据中,通过各个样本工件的样本标识信息匹配到的各个样本工件对应的多个样本工艺参数;
16、对各个样本工件对应的样本检测数据和多个样本工艺参数进行特征处理,构建样本数据集,所述特征处理包括根据预设的异常条件剔除异常数据;
17、根据所述样本数据集和预设的参数调节公式,得到所述参数调节模型,所述预设的参数调节公式是根据与所述待测工件相同类型工件的加工过程设计的。
18、在一些实施例中,所述预设的参数调节公式是基于与所述待测工件的相同类型的工件在加工过程中的多个工艺参数作为输入变量、所述待测工件的相同类型的工件的检测数据作为输出变量以及多个预设参数构建的;
19、所述根据所述样本数据集和预设的参数调节公式,得到所述参数调节模型,包括:
20、将所述样本数据集中各个样本数据的检测数据和多个工艺参数,代入到所述预设的参数调节公式,求解出所述预设的参数调节公式中的各个预设参数的数值;
21、通过最小化损失值算法,对各个预设参数的数值进行优化,得到各个预设参数的优化数值;
22、将各个预设参数的优化数值代入所述参数调节公式,得到所述参数调节模型。
23、在一些实施例中,所述将所述多个工艺参数输入预设的参数调节模型,获取所述目标工艺设备在加工所述待测工件后的目标工艺参数,包括:
24、将第一工艺参数作为求解对象,将所述多个工艺参数中除所述第一工艺参数外的工艺参数的数值代入所述预设的参数调节模型进行求解处理,所述第一工艺参数为所述多个工艺参数中的一个工艺参数;
25、判断所述第一工艺参数是否有解;
26、在所述第一工艺参数有解的情况下,用第一工艺参数对应解的数值,对所述第一工艺参数的原始数值更新从而获取所述目标工艺设备在加工所述待测工件后的目标工艺参数;
27、在所述第一工艺参数没有解的情况下,将所述第一工艺参数和第二工艺参数作为求解对象,将所述多个工艺参数中除所述第一工艺参数和所述第二工艺参数外的工艺参数的数值代入所述预设的参数调节模型进行求解处理,所述第二工艺参数为所述多个工艺参数中除所述第一工艺参数外的一个工艺参数;
28、判断所述第一工艺参数和所述第二工艺参数是否有解;
29、在所述第一工艺参数和所述第二工艺参数有解的情况下,用第一工艺参数和所述第二工艺参数对应解的数值,对所述第一工艺参数和所述第二工艺参数的原始数值更新从而获取所述目标工艺设备在加工所述待测工件后的目标工艺参数;
30、所述方法还包括:
31、在所述第一工艺参数和所述第二工艺参数没有解的情况下,结束当前工艺参数调节过程,生成并发送调节失败报警。
32、在一些实施例中,所述将第一工艺参数作为求解对象,将所述多个工艺参数中除所述第一工艺参数外的工艺参数的数值代入所述预设的参数调节模型进行求解处理,包括:
33、根据预设的参数调节要求,获取对所述第一工艺参数进行调节的第一取值区间,和所述待测工件之后加工同类型工件的目标检测数据取值区间;
34、将所述多个工艺参数中除所述第一工艺参数外的工艺参数的数值输入所述预设的参数调节模型,对所述第一工艺参数进行求解处理;
35、所述求解处理包括,在所述第一取值区间内得到所述第一工艺参数对应解的数值,使得根据所述预设的参数调节模型输出的检测数据处于所述目标检测数据取值区间内。
36、在一些实施例中,所述待测工件为待测光伏电池片,所述待测工件的目标工艺设备为光伏扩散工艺设备,所述检测数据包括所述待测光伏电池片的方阻值,所述多个工艺参数包括所述待测光伏电池片在加工过程中的各步序的温度、持续时间以及扩散源通入量。
37、在一些实施例中,所述参数调节公式是基于与所述待测光伏电池片的相同类型或型号的光伏电池片在加工过程中对应的光伏扩散工艺设备的扩散步序的温度、持续时间以及扩散源浓度作为输入变量,与所述待测光伏电池片的相同类型的光伏电池片的方阻值作为输出变量,预设参数包括扩散源浓度系数、扩散常量、扩散电阻率、扩散源的活化能以及光伏电池片进行方阻检测时的温度偏移;
38、所述参数调节公式为:
39、
40、其中,r为光伏电池片的方阻值,rou为扩散电阻率,ea为扩散源的活化能,x_temp为扩散步序的温度,t为光伏电池片进行方阻检测时的温度偏移,274.15用于表示开尔文温度274.15度,d为扩散常量,x_t为扩散步序的持续时间,k为扩散源浓度系数,x_z为扩散源浓度,60用于表示60秒,扩散源浓度由扩散源通入量,占扩散源通入量、氧气通入量以及氮气通入量的总和的比例获得;
41、
42、其中,tk为方阻检测位置k处的温度偏移,m为扩散步序中温区的总数,tempi为温区i的温度,为温区i温度对方阻检测位置k处的温度影响系数;ak为方阻检测位置k的温度衰减系数。
43、本技术实施例提供的工艺参数调节装置,包括:
44、检测数据管理模块,用于获取用于评估待测工件质量情况的检测数据,以及所述待测工件的第一标识信息,所述检测数据和所述第一标识信息为目标检测设备采集获得;获取所述检测数据与预设的参考质量数据之间的偏差数据;
45、工艺参数获取模块,当所述偏差数据满足预设条件的情况下,获取历史工件加工数据中,通过所述第一标识信息匹配到的第二标识信息对应的多个工艺参数,所述历史工件加工数据包括所述待测工件的第二标识信息,以及所述第二标识信息所对应的所述多个工艺参数,所述多个工艺参数为目标工艺设备针对所述待测工件在加工过程中采用的工艺参数;
46、工艺参数调节模块,将所述多个工艺参数输入预设的参数调节模型,获取所述目标工艺设备在加工所述待测工件后的目标工艺参数,所述预设的参数调节模型是根据多个样本工件的样本检测数据,和所述目标工艺设备加工各个样本工件的多个样本工艺参数获得,所述多个样本工件与所述待测工件为相同类型工件。
47、本技术实施例提供的计算机设备,包括存储器和处理器,所述存储器存储有可在处理器上运行的计算机程序,所述处理器执行所述程序时实现本技术实施例所述的方法。
48、本技术实施例提供的计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现本技术实施例提供的所述的方法。
49、本技术实施例提供的计算机程序产品,包括计算机程序,该计算机程序执行时实现本技术实施例提供的所述的方法。
50、本技术提供的工艺参数调节方法及装置、设备、存储介质以及程序产品,有益效果至少包括:
51、在相关技术领域中,由于工件的检测数据和加工过程采用的工艺参数是在不同设备上采集的,通常需要人工进行匹配,这既耗时又容易出错。本技术提供的方法,通过自动匹配目标检测设备获得的待测工件的第一标识信息与历史工件加工数据中的第二标识信息,实现对检测数据和加工过程中多个工艺参数的自动匹配,提高了匹配效率和准确性。
52、此外,本技术提供的方法通过历史样本工件的检测数据和加工采用的工艺参数获得参数调节模型,相较于人工经验具有理论和数据依据,对工艺参数控制更精准
53、这样,在涉及多参数、多步序的工业生产中,对影响工件质量的工艺参数进行调整,减少人工调参的成本,有助于实现工艺参数的精准控制,提升生产效率和产品质量。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199881.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表