MES生产制造信息系统、九环工艺路线部署搭建和运行方法与流程
- 国知局
- 2024-08-01 00:09:24
本发明属于mes,尤其涉及mes生产制造信息系统、九环工艺路线部署搭建和运行方法。
背景技术:
1、mes系统即制造企业生产过程执行系统,是一种面向制造车间执行层的生产信息化管理系统。而作为mes系统的核心,数字化的工艺路线可以为企业提供包括制造数据管理、现场管控管理、生产资源管理、工作中心、设备管理、工具工装管理、生产过程控制等管理模块,为企业打造一个扎实、可靠、全面、可行的制造协同管理平台。
2、mes系统在生产制造行业非常实用,但是一些mes系统其管理不够全面,且在生产品工艺比较复杂、工序繁杂,需要采用多种方式检验对质量进行把控,又需要对产品进行返工,返修,并行改制操作时,或对生产后产品进行全流程追溯过程进行管理时,无法做到精细化管理把控,不能够全方位的对各种报警信息进行处理,且降低了整体的生产效率,影响使用者的使用,导致无法做到生产精细化管理和改善。
3、发明目的
4、本发明的目的在于提供一种mes生产制造信息系统、九环工艺路线部署搭建和运行方法,能提高和改善生产精细化管理,解决了mes系统管理不够全面的问题。
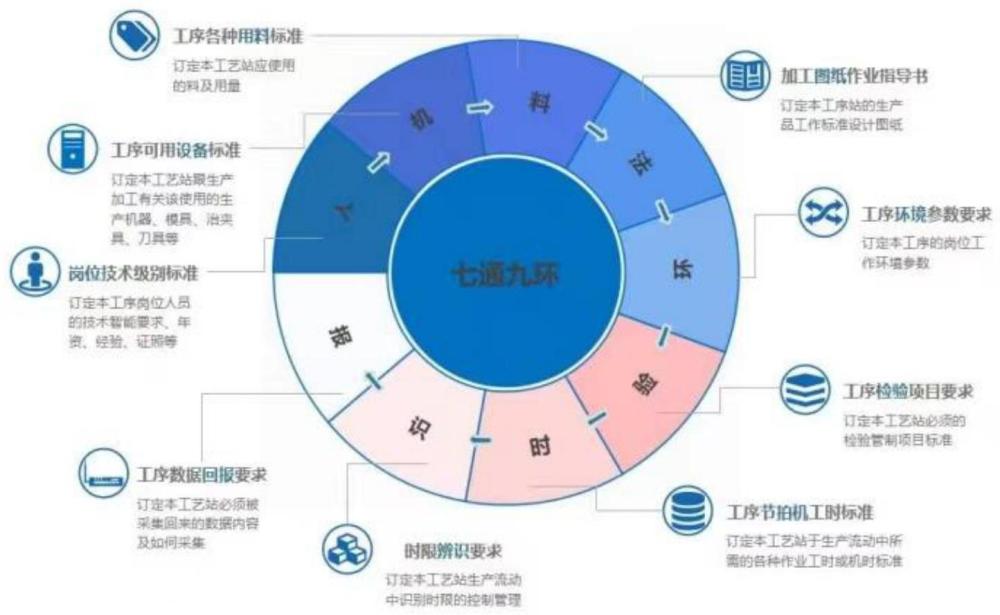
5、本发明mes生产制造信息系统,包括mes基础数据搭建模块、九环工艺路线驱动单元和生产报工模块,所述九环工艺路线包括【人】、【机】、【料】、【法】、【环】、【时】、【识】、【验】和【报】九个环节,所述mes基础数据搭建模块与九环工艺路线驱动单元连接,向九环工艺路线驱动单元提供搭建九环工艺路线所需的基础数据,针对九环工艺路线搭建的每一个环节建立相应的信息描述,所述九环工艺路线驱动单元从mes基础数据搭建模块获取基础数据,用于九环工艺路线的部署搭建,所述生产报工模块连接所述九环工艺路线驱动单元,根据部署搭建的九环工艺路线执行生产过程管理和控制,按照生产过程中各报工模块的配置、以此执行管理、控制和回报,分别输出各工序的执行结果和相关记录。
6、所述mes基础数据搭建模块,包含人力资源档案模块、物料资源档案模块、生产资源档案模块、生产设备资源档案模块、工艺流程资源档案模块和质量资源档案模块;
7、所述九环工艺路线驱动单元,包括工艺基础模块、工段基础模块、工艺适用维度模块;
8、所述生产报工模块,包括首件检验模块、进站报工模块、产中报工模块、产出报工模块、检验报工模块、巡检报工模块。
9、所述人力资源档案模块,用于建立使用mes系统的基础人力信息,包含部门档案、员工档案、职称档案、制造技能类别表和制造技能证照档案;
10、所述物料资源档案模块,用于提供mes系统与物料相关的所有基础数据,包括物料分类表、物料档案、物料清单、计量单位表、计量单位换算表和替代料档案;该物料清单包括有基础bom管理模块,用于提供基础物料、半成品/成品物料清单的管理功能;
11、所述生产资源档案模块,用于提供mes生产的基础物理资源档案,包括车间档案、工作中心表、生产班次表、生产班组表、仓库档案、产线档案和工位档案;
12、所述生产设备资源档案模块,用于提供mes生产过程中使用的设备资源,包括设备分类表、设备生命周期状态表、基础参数档案、机台主数据档案、模具主数据档案、模具明细表、治夹具主数据档案和明细表、刀具主数据档案和明细表、容器载具主数据档案和明细表、搬运设备主数据档案和明细表、报工机主数据档案、设备标准用量表;
13、所述工艺流程资源档案模块,用于提供搭建九环工艺路线的基础数据,包括工艺流程审核人员设定档案、工段基础表、生产工序档案、工时类别表、作业指导书、配方管理档案、产品配方设定档案、环境指标档案;
14、所述质量资源档案模块,用于提供九环工艺路线中【验】环节的数据来源,包括检验项目档案、检验指标档案、检验方案档案。
15、所述工艺基础模块,包括工艺基础信息模块、工艺流程属性模块、检验级别管理模块、投入产出属性模块;
16、所述工艺基础信息模块,用于对工艺基础信息的管理功能,工艺基础信息包括工艺编码、工艺名称、工艺版本和工艺日期的信息,其中工艺版本是通过多版本工艺管理模块实现对同一个工艺编码下,多个版本工艺流程的管理;
17、所述工艺流程属性模块,用于提供生产工艺流程、维修工艺流程、材料预处理流程的属性管理;
18、所述检验级别管理模块,用于提供检验级别选择;
19、所述投入产出属性模块,用于提供投入产出比例的计算。
20、所述工段基础模块,用于在搭建九环工艺路线过程中对生产制造资源进行配置管理;包括工段基础信息模块和工序设置模块;
21、所述工段基础信息模块,用于提供对工段名称和工作中心的管理功能;
22、所述工序设置模块,用于提供工序属性和工艺工序的设置功能,包括工序属性设定模块和工艺工序设置模块;
23、所述工序属性设定模块,用于设置工序基础属性,包括工序基础信息模块、检验模式设置模块、委外属性管理模块、工艺识别方式配置模块、工序打印模板设置模块以及首件必检频率设置模块;所述工序基础信息模块用于工序序号、工序编号、工序名称的工序基础信息的管理;所述检验模式设置模块,用于对检验模式的选择;所述委外属性管理模块,用于对工序是否委外的管理;所述工艺识别方式配置模块,用于对工艺识别方式的管理;所述工序打印模板设置模块,用于对不同类型标签模板、打印方式和打印份数的选择和管理;所述首件必检频率设置模块,用于对是否必检和检验频次的管理;
24、所述工艺工序设置模块,对应用于九环工艺路线中的工序基础信息,根据适用产品不同做相应的工序资料补充和完善的管理,包括【人】环节的人员设置管理;【机】环节的机台设备管理;【料】环节的所耗物料管理模块;【法】环节的作业方法sop管理;【环】环节的环境参数管理;【验】环节的检验指标和方案管理;【识】环节对工序生产中识别时限的控制管理;【时】环节的工时管理;【报】环节对生产过程中各报工模块的管理;以及返工管理模块,用于生产过程中需要返修的工序进行返工的管理。
25、基于mes生产制造信息系统的九环工艺路线部署搭建方法,包括如下步骤:
26、步骤1、根据mes基础数据搭建模块搭建基础数据
27、1)搭建人力资源档案,提供【人】环节信息
28、2)搭建物料资源档案,提供【料】环节信息
29、3)搭建生产资源档案
30、4)搭建生产设备资源档案,提供【机】环节和【报】环节信息
31、5)搭建工艺流程资源档案用于九环工艺路线部署
32、6)搭建质量资源档案
33、步骤2、从mes基础数据搭建模块引入数据,进行九环工艺路线驱动单元搭建
34、步骤2-1:搭建工艺基础模块
35、在工艺基础信息模块中,填写对应的工艺编码、工艺名称、工艺版本以及日期;
36、在工艺流程属性模块中,选择该工艺所支持的工艺流程属性,是否为生产工艺流程、维修工艺流程或材料预处理工艺流程;
37、在检验级别管理模块中,选择该工艺是否启动特殊检验--首件必检及首件必检参数的检验触发级别,是否为工艺级检验还是工序级检验;
38、在投入产出属性模块中,选择生产方式为一对一投入产出型或者一对多投入产出型;
39、步骤2-2:搭建工段基础模块
40、步骤2-2-1:在工段基础信息模块中,新增并配置工段基础信息,并引用该工序所支持的所有工作中心集合作为被选工作中心;
41、步骤2-2-2:搭建工段的工序的基础信息
42、新增工序集合,并选择所有工序集合作为被选工序,通过列表展示在编辑界面的选定工序区,成为工艺工序;
43、一个工艺流程必须包括所有正常工序,除了正常工序外,还支持返工工序类型,返工工序为可选工序;
44、步骤2-2-2-1:先搭建工序基础信息模块,设置工序序号、工序编号、工序名称,通过设置工序序号来决定各工序为串行或者并行工序,若序号相同,则为并行工序;
45、步骤2-2-2-2:在检验模式设置模块中,设置工序是否需要检验,以及选择检验模式;
46、步骤2-2-2-3:在委外属性管理模块中,设置工序是否为委外工序;
47、步骤2-2-2-4:在工艺识别方式配置模块中,设置生产执行时的识别依据,选择工单号、生产批号、生产序号或晶圆id;
48、步骤2-2-2-5:在工序打印模块设置模块中,设定工序需要打印的信息,识别标签的打印模板、打印方式和打印份数;
49、步骤2-2-2-6:在首件必检频率设置中,设定是否必检以及检验频次;
50、步骤2-2-3:在工艺工序设置模块中搭建工序的九环控制
51、在工艺工序设置模块中【人】环节的配置,定制化配置能完成该工序操作的人员资源;
52、在工艺工序设置模块中【机】关节的配置,维护机台设备信息及机台参数信息,定制化配置完成该工序操作所适用的机台设备、模具、刀具或治夹具;
53、在工艺工序设置模块中【料】环节的配置,维护引用物料清单信息并配置所需耗料比例或数量信息,在该工序生产时,自动计算并扣减该工序下对应消耗的原料数;
54、在工艺工序设置模块中【法】环节的配置,维护引用标准作业指导书信息,在该工序生产时,引用该工序下对应的作业指导书;
55、在工艺工序设置模块中【环】环节的配置,维护岗位工作环境指数信息,在该工序生产时,引用该工序下对应的岗位工作环境指数作为标准值进行检测;
56、在工艺工序设置模块中【验】环节的配置,维护或引用检验指标和检验方案,在该工序生产时,引用该工序下对应的检验指标和检验方案来进行生产过程中的检验工作;
57、在工艺工序设置模块中【时】环节的配置,维护或引用工序标准工时节拍信息,在该工序生产时,引用该工序下对应的工序标准工时节拍参数;
58、在工艺工序设置模块中【识】环节的配置,维护或引用时限控制信息,按照该设置,在该工序生产时,引用该工序下对应的时限控制参数;
59、在工艺工序设置模块中【报】环节的配置,维护工序数据回报要求,在该工序报工时,进行必要的参数回报操作,实时收集现场管理中的参数,在该工序报工时,通过引用该工序下对应的报工机信息,控制现场报工设备的登录操作;
60、在工艺工序设置模块中配置返工管理模块,维护或引用返工工序编码名称,在该工序生产需要返工时,通过引用该工序下对应的返工工序编码名称,实现返工工序操作的控制;
61、步骤2-3:搭建工艺适用维度模块,在此模块中设置工艺适用的产品,支持多个生产品共用同一个工艺流程的操作;
62、步骤3、在erp系统中按照客户需求生成生产订单,并产生生产工单以及与之相应的工艺路线,九环工艺路线驱动单元引用mes基础数据搭建模块的数据,部署搭建九环工艺路线,生产报工模块根据搭建的九环工艺路线,按照生产过程中首件检验模块、进站报工模块、产中报工模块、产出报工模块、检验报工模块、巡检报工模块的配置、以此执行管理、控制和回报,分别输出各工序的执行结果和相关记录,最终输出报工明细记录、生产进度看板、在制状态、检验记录、不良记录。
63、基于mes生产制造信息系统部署搭建的九环工艺路线的运行方法,包括如下步骤:
64、生产报工模块获取搭建的九环工艺路线;
65、在生产报工模块的首件检验模块、进站报工模块、产中报工模块、产出报工模块、检验报工模块、巡检报工模块操作前,根据【人】环节中人员技能证书设定,对操作人员进行技能判断,符合进入下一步;
66、若检验级别管理模型设定为首件必检,先进行首件检验,根据【报】和【验】环节的设定,进行首件检验的控制和回报,输出首件检验结果和相关记录;
67、进站报工模块根据【报】、【机】、【料】、【环】、【验】环节的设定,进行进站报工的控制和回报,输出进站报工结果和相关记录;
68、产中报工模块根据【报】、【机】、【料】、【环】、【验】环节的设定,进行产中报工的控制和回报,输出产中报工结果和相关记录;
69、产出报工模块根据【报】、【机】、【料】、【环】、【验】环节的设定,进行产出报工的控制和回报,输出产出报工结果和相关记录;
70、检验报工模块根据【报】、【验】环节的设定,进行检验报工的控制和回报,输出检验报工结果和相关记录;
71、巡检报工模块根据【报】、【验】环节的设定,进行巡检报工的控制和回报,输出巡检报工结果和相关记录。
72、采用本发明的技术方案后,本发明可实现公司资源投入的精细化核算,提高工艺路线的准确性,提高工厂运营能力;可减少公司人力的投入,降低运营成本;还可有效规避人员漏维护、维护不及时、维护错误带来的问题。
技术实现思路
本文地址:https://www.jishuxx.com/zhuanli/20240730/199860.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表