一种基于MES系统的质量控制数据处理方法与流程
- 国知局
- 2024-07-31 23:49:59
本发明涉及生产设备控制,尤其涉及一种基于mes系统的质量控制数据处理方法。
背景技术:
1、在现代制造业中,维护生产设备的运行效率和质量控制是至关重要的,传统的生产过程管理通常依赖于定期的设备检查和维护计划,这种方法存在一定的局限性,尤其是在面对高度自动化和复杂设备时,这些设备往往需要实时的监控和快速的故障响应,以防止生产中断和维护成本的增加。
2、另外,传统的生产过程管理往往缺乏实时数据分析和自动调整能力,在没有实时反馈和自动调整的情况下,生产线的效率和产品质量很难保持在最优状态,此外,环境因素如温度、湿度和振动等对生产质量和设备性能的影响也常被忽视,导致无法及时调整生产条件以适应这些变化。
3、目前,虽然一些制造执行系统(mes)开始采用数据驱动的方法来监控和控制生产线,但这些系统往往需要大量的初期设定和维护,且在数据集成、实时性和智能决策支持方面仍有待提高。
技术实现思路
1、基于上述目的,本发明提供了一种基于mes系统的质量控制数据处理方法。
2、一种基于mes系统的质量控制数据处理方法,包括以下步骤:
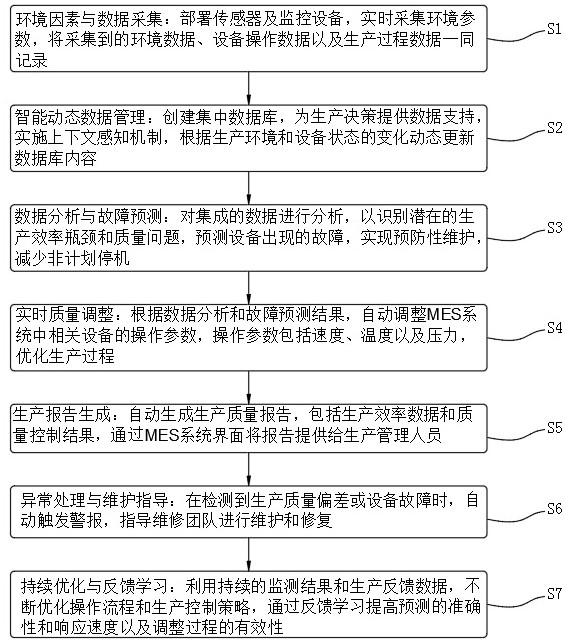
3、s1,环境因素与数据采集:部署传感器及监控设备,实时采集环境参数,将采集到的环境数据、设备操作数据以及生产过程数据一同记录;
4、s2,智能动态数据管理:创建集中数据库,为生产决策提供数据支持,实施上下文感知机制,根据生产环境和设备状态的变化动态更新数据库内容;
5、s3,数据分析与故障预测:对集成的数据进行分析,以识别潜在的生产效率瓶颈和质量问题,预测设备出现的故障,实现预防性维护,减少非计划停机;
6、s4,实时质量调整:根据数据分析和故障预测结果,自动调整mes系统中相关设备的操作参数,操作参数包括速度、温度以及压力,优化生产过程;
7、s5,生产报告生成:自动生成生产质量报告,包括生产效率数据和质量控制结果,通过mes系统界面将报告提供给生产管理人员,支持更好的决策制定;
8、s6,异常处理与维护指导:在检测到生产质量偏差或设备故障时,自动触发警报,指导维修团队进行维护和修复;
9、s7,持续优化与反馈学习:利用持续的监测结果和生产反馈数据,不断优化操作流程和生产控制策略,通过反馈学习提高预测的准确性和响应速度以及调整过程的有效性。
10、进一步的,所述s1中的环境因素与数据采集包括:
11、s11,部署传感器及监控设备于生产设备上,用于实时监测和记录环境参数,环境参数包括温度、湿度以及振动;
12、s12,通过无线网络将从传感器和监控设备收集到的环境参数数据传输至mes系统;
13、s13,采集生产线上各设备的操作数据及整个生产过程的相关数据,设备的操作数据包括速度、温度以及压力,生产过程的相关数据包括原料批次信息、产品合格率、生产节拍以及员工操作记录;
14、s14,将收集到的环境参数数据、设备的操作数据以及生产过程的相关数据进行整合存储,确保记录的数据反映当前的生产状态,当前的生产状态包括环境条件和设备运行情况;
15、s15,利用所采集的数据进行综合分析,评估环境参数变化对生产质量和设备性能的直接影响,从而支持mes系统在进行生产决策和质量控制时的数据需求。
16、进一步的,所述s2中的智能动态数据管理包括:
17、s21,综合性数据管理架构:创建集中的数据库,用于存储包括历史生产数据、设备运行数据、环境监测数据以及设备维护日志和相邻设备的操作数据在内的信息,设计数据库以支持多样的数据类型和格式,处理来自不同生产环节的信息,并进行查询和分析;
18、s22,上下文感知的数据更新机制:实施上下文感知机制,通过传感器和监控设备自动感知生产环境和生产过程中的变化,根据感知到的上下文信息,动态更新数据库中的数据;
19、s23,智能数据完善与匹配技术:分析数据库中的数据,自动识别并填补数据缺失或不一致的地方,对生产设备发出的数据进行智能匹配;
20、s24,质量保障与持续改进反馈:利用数据库提供的数据支持,实施持续的质量监控,通过比对实际生产结果与预期,评估并优化生产过程,建立反馈机制,根据生产质量结果对数据库的管理策略和数据分析进行持续改进。
21、进一步的,所述s22中的上下文感知的数据更新机制包括:
22、s221,实施上下文感知机制:在mes系统中实现上下文感知机制,利用已部署的传感器和监控设备收集的数据,自动检测环境或生产过程中的变化,识别数据中的模式或异常,从而触发相应的数据更新流程;
23、s222,动态更新数据库内容:根据上下文感知机制识别的信息,自动更新mes系统中的数据库相关数据记录,包括调整存储的环境参数、更新设备状态记录或修改生产过程数据;
24、s223,持续优化数据响应:mes系统将不断学习和适应生产环境的变化,优化上下文感知机制的响应策略和数据处理流程。
25、进一步的,所述上下文感知机制包括:
26、数据预处理:减少环境噪声和设备波动对数据的影响,应用高通和低通滤波器组合,滤除频率波动,计算公式为:
27、;
28、其中,是当前时刻的输入数据,是滤波后的输出数据,、和是滤波器的系数;
29、特征提取:从处理后的数据中提取对预测设备状态和生产质量有信息量的特征;
30、动态模式识别与异常检测:实时识别生产过程中的异常模式,快速响应潜在的生产问题,使用k-means算法对特征数据进行聚类,同时标识异常数据点,计算公式为:
31、for each point;
32、其中,是最近的聚类中心,是所有聚类中心的集合;
33、上下文感知的动态数据更新:根据检测到的数据变化更新数据库记录,自动调整数据库中的记录,更新相关设备状态或生产参数,计算公式为:
34、;
35、其中,是数据库中的原有数据,是新观测到的数据,是学习率。
36、进一步的,所述s23中的智能数据完善与匹配技术包括:
37、s231,数据不一致的识别与缺失数据填补:使用k-最近邻(knn)算法来识别数据中的不一致,并估算缺失值,计算公式为:
38、对于缺失数据点,找到其个最近邻:;
39、计算用于填补缺失值的平均值:;
40、其中,是填补缺失数据的估算值,是的第个最近邻的观测值;
41、s232,数据匹配:使用k-最近邻(knn)算法对生产设备发出的新数据点进行匹配,确定数据点是否与现有的数据模式一致,计算公式为:
42、对于新数据点,计算与现有数据中每个点的距离,找到最近的个点,计算平均值作为参考匹配值:;
43、使用最近邻点的平均值作为匹配参考:;
44、其中,是新数据点与现有数据点之间的欧氏距离,是用于匹配的参考值,是特征的维度。
45、进一步的,所述s3中的数据分析与故障预测包括:
46、s31,集成数据分析:从智能动态数据管理的结果中获得预处理和完善后的集成数据;
47、s32,识别潜在问题:采用时间序列分析对集成数据进行分析,识别影响生产效率和产品质量的模式和趋势;
48、s33,故障预测模型:利用故障预测模型,分析设备运行和维护数据,预测设备故障;
49、s34,预防性维护规划:根据故障预测模型的输出制定预防性维护计划,旨在减少因故障而产生的非计划性停机时间,维护生产连续性。
50、进一步的,所述时间序列分析包括:
51、数据收集:收集有关生产流程和设备状态的连续时间序列数据,包括机器运行时间、故障率、维护记录和质量控制指标;
52、数据预处理:处理时间序列数据以确保数据质量,计算公式为:
53、;
54、其中,是时间点的平滑数据值,是邻近时间点的原始数据值,是平滑窗口的宽度;
55、趋势和季节性分析:通过时间序列分解方法识别数据中的趋势和季节性模式,计算公式为:
56、;
57、其中,是时间点的观测值,是趋势成分,是季节性成分,是剩余成分;
58、建立预测模型:基于历史数据,构建arima模型来预测未来的生产数据,arima模型表示为:
59、;
60、其中,是滞后算子,是差分阶数,和分别是自回归项和移动平均项的阶数,是自回归系数,是移动平均系数,是白噪声误差项;
61、故障预测和预防性维护:使用arima模型预测潜在的故障和维护需求,从而安排预防性维护和减少非计划停机。
62、进一步的,所述故障预测模型采用支持向量机svm,所述支持向量机svm包括:
63、数据准备:收集并准备设备运行和维护数据,进行特征工程,计算公式为:
64、;
65、其中,是原始特征,是归一化后的特征;
66、核函数的选择与优化:根据数据的特点选择径向基函数(rbf)核处理非线性问题,计算公式为:
67、;
68、其中,和是两个特征向量,是核函数的参数;
69、成本敏感学习:引入成本敏感因子,为故障预测模型中的不同类型错误赋予不同的代价,尤其在不平衡数据集中区分故障和非故障事件,成本敏感svm的模型表示为:
70、;
71、其中,和是分类错误的代价,对应于正类(如故障)和负类(如非故障),和分别表示正类和负类的标签,和是松弛变量,是权重向量,是偏置项;
72、模型训练:使用选择的径向基函数(rbf)核函数和设置好的参数训练svm分类器,通过决策函数做出最终分类决策,决策函数表示为:
73、;
74、其中,是符号函数;
75、模型验证和评估:验证svm模型的性能,使用精确度、召回率以及f1分数进行评估,计算公式为:
76、;
77、其中,precision是精确度,recall是召回率。
78、进一步的,所述s4中的实时质量调整包括:
79、s41,操作参数调整决策:根据故障预测模型的输出,自动识别需要调整的操作参数,操作参数包括设备的速度、温度以及压力,确定每个参数的最优调整方向和幅度,以应对预测的生产风险;
80、s42,自动执行参数调整:通过mes系统接口,自动对调整后的操作参数进行反馈,实施参数调整,参数调整包括增加或减少速度、升高或降低温度以及增加或减少压力,以优化生产过程并防止故障发生;
81、s43,效果监测与反馈:继续监控调整后设备的运行数据,分析调整的效果是否符合预期以及对生产质量的实际影响,根据效果反馈,微调操作参数,实现生产过程的持续优化。
82、本发明的有益效果:
83、本发明,通过实时质量控制和故障预测,提高了设备故障的预防能力,减少了非计划停机的发生,通过集成的数据分析和智能故障预测模型,系统能够及时识别潜在的设备故障和生产效率瓶颈,这不仅使得维护工作更为及时和有针对性,而且通过预防性维护规划,提前解决可能的故障问题,避免了昂贵的设备维修和生产延误,从而保持了生产线的连续运行和高效率。
84、本发明,通过实时数据分析结果自动调整设备的关键操作参数,如速度、温度和压力,这种实时的自动调整能够根据生产状态的即时变化优化生产参数,确保生产过程在最佳状态下进行,自动化的参数调整不仅提高了生产过程的灵活性和适应性,还通过精确控制生产条件,提高了产品质量和产量,减少了资源浪费。
85、本发明,通过上下文感知机制和智能数据完善技术,保证了数据的准确性和及时性,这种动态数据管理为生产决策提供了坚实的数据支持,使得生产管理人员能够基于全面和实时的生产数据进行更加精准的决策,此外,系统的持续优化与反馈学习功能使得生产过程得以不断改进,增强了整个制造系统对市场变化和生产需求的响应能力,从而提高了生产系统的整体效率和市场竞争力。
本文地址:https://www.jishuxx.com/zhuanli/20240730/198734.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表