电机绕组及其制备方法与流程
- 国知局
- 2024-07-31 17:50:07
本专利涉及电机绕组及其制备方法,尤其是扁线电机绕组。
背景技术:
1、随着动力电机的发展,横截面为矩形的导体,尤其是扁截面导体用于动力电机成为发展趋势。这种以横截面为矩形的导体形成的扁线电机绕组,布置规整,槽满率高,提升了电机扭矩输出能力与散热能力。
2、但是扁线电机绕组与常规电机绕组一样,在制备工艺上都比较复杂,一般都是采用把导体穿过铁芯上的线槽再对导体进行弯折后的端部进行焊接。这种方法作业效率低,且难以实现自动化。
技术实现思路
1、本专利的目的是提供一种电机绕组制备方法,它作业高效快捷,省时省力,操作方便。
2、电机绕组制备方法,电机绕组包括导体组成的绕组和具有线槽的铁芯,绕组具有在绕组周向方向排列的间隙,间隙在绕组的径向方向内窄外宽;电机绕组制备步骤:
3、1)将硅钢片牙体的主体部放置在绕组的间隙内;硅钢片牙体成片状,在绕组径向方向从内到外包括内齿部、主体部、颈部、外齿部,内齿部宽度大于间隙最小宽度,外齿部宽度小于间隙最大宽度,颈部宽度小于外齿部宽度;
4、内齿部位于绕组的内圈内部,颈部和外齿部位于绕组的外圈外侧;同一个间隙内多个硅钢片牙体在绕组轴向方向叠落形成一个牙体组,所有间隙内的牙体组形成铁芯内圈;
5、2)铁芯外圈的内周上排布有卡槽,卡槽数量与牙体组相等;卡槽沿着绕组轴向延伸,包括宽度不小于外齿部宽度的外槽和宽度不小于颈部宽度的内槽;
6、沿着绕组轴向方向,把牙体组的外齿部插入外槽,牙体组的颈部穿过内槽;
7、3)将铁芯内圈与铁芯外圈在绕组轴向固定形成铁芯,铁芯和绕组形成电机绕组。
8、上述的电机绕组制备方法,卡槽是贯穿铁芯外圈两端的贯通槽,外槽的宽度大于外齿部,将铁芯内圈与铁芯外圈在绕组轴向固定的方法是:将卡柱从外槽的一端沿着轴向插入外槽,卡柱的两端延伸超出铁芯的两端面均是两个分叉的卡爪,将卡柱两端的各一个卡爪向铁芯外圈方向弯折,夹持铁芯外圈;将卡柱两端剩下的两个卡爪向铁芯外齿部方向弯折,夹持外齿部。
9、上述的电机绕组制备方法,铁芯外圈是硅钢片叠压制得成的。
10、本发明同时提供了一种制备过程简单,便于自动化作业的电机绕组。
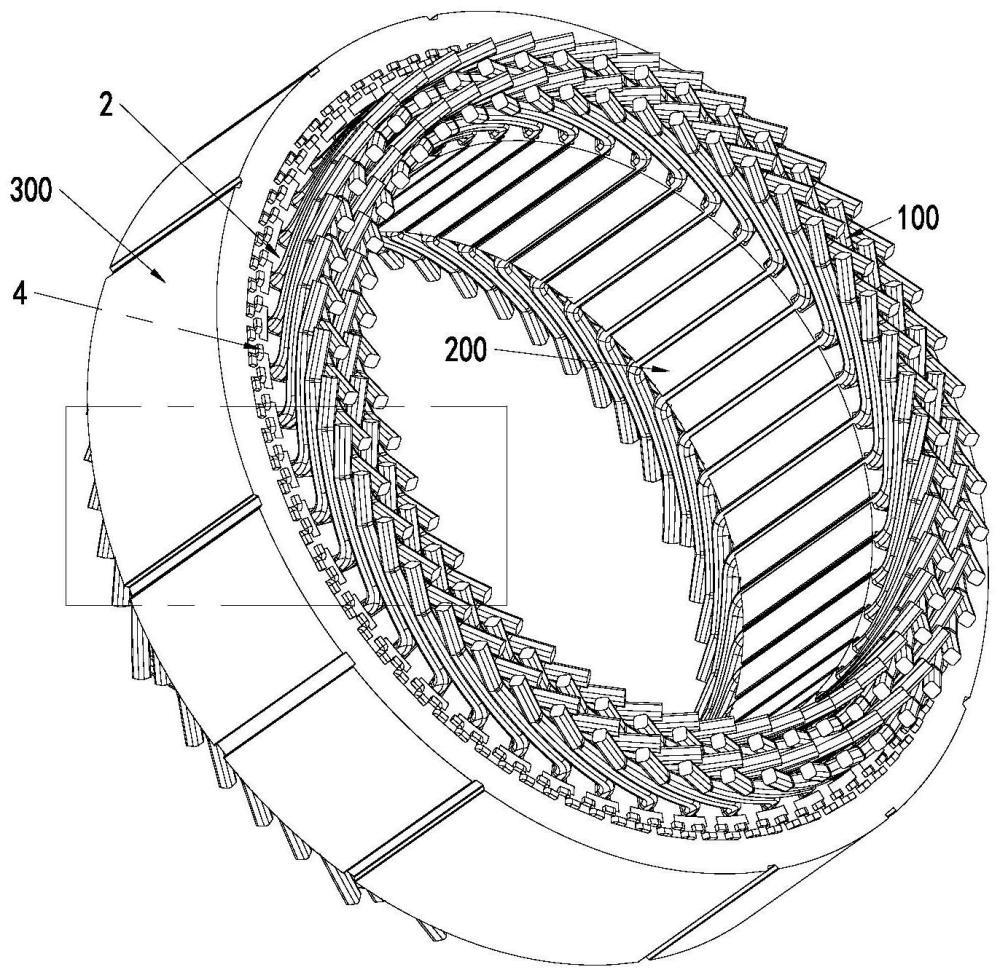
11、电机绕组,包括导体组成的绕组和具有线槽的铁芯,绕组具有在绕组周向方向排列的间隙,间隙在绕组的径向方向内窄外宽;
12、铁芯包括铁芯内圈、铁芯外圈及将铁芯内圈和铁芯外圈在绕组轴向固定的定位件;
13、铁芯内圈由穿过每个间隙的各牙体组形成,每个牙体组由多个硅钢片牙体在绕组轴向方向叠落形成;
14、每个硅钢片牙体成片状,在绕组径向方向从内到外包括内齿部、主体部、颈部、外齿部,内齿部宽度大于间隙最小宽度,外齿部宽度小于间隙最大宽度,颈部宽度小于外齿部宽度;
15、硅钢片牙体的主体部在绕组的间隙内,内齿部位于绕组的内圈内部,颈部和外齿部位于绕组的外圈外侧;
16、铁芯外圈的内周上排布有卡槽,卡槽数量与牙体组相等;卡槽沿着绕组轴向延伸,包括宽度不小于外齿部宽度的外槽和宽度不小于颈部宽度的内槽;
17、牙体组的外齿部插入外槽,牙体组的颈部穿过内槽。
18、上述的电机绕组,卡槽是贯穿铁芯外圈两端的贯通槽,外槽的宽度大于外齿部,所述定位件是一个穿过外槽的卡柱,卡柱的两端延伸超出铁芯的两端面均有弯折的一个铁芯外圈卡爪和一个外齿部卡爪,两个铁芯外圈卡爪夹持铁芯外圈,两个外齿部卡爪夹持外齿部。
19、上述的电机绕组,铁芯外圈是由硅钢片叠压制得。
20、本专利的有益效果:先把导体端部弯折焊接形成绕组后,再把硅钢片牙体塞入绕组的间隙,操作方便简单。而且,绕组制备时,因无需把导体象常规方法那样穿过铁芯的线槽,所以导体的端部弯折、焊接很容易操作和实现。将塞入绕组间隙的多个硅钢片牙体叠落形成的牙体组的外齿部压入铁芯外圈上的外槽,牙体组的颈部穿过铁芯外圈上的内槽,再把各个牙体组与铁芯外圈在轴向固定即可形成电机绕组。内齿部对绕组在径向方向进行固定。整体作业简便,便于自动化作业。
21、将一个两端具有两个分叉的卡爪的卡柱插入外槽,卡爪延伸超出铁芯的两端面,将卡柱两端的各一个卡爪向铁芯外圈方向弯折夹持铁芯外圈,将卡柱两端剩下的两个卡爪向铁芯外齿部方向弯折夹持外齿部。这种将各个牙体组与铁芯外圈在轴向固定的结构和方法,更容易作业,同时定位可靠。
22、铁芯外圈是硅钢片叠压制得成的,这样,铁芯外圈和各牙体组形成的铁芯内圈均是硅钢片制成,制成的电机绕组的热损耗更小。
技术特征:1.电机绕组制备方法,电机绕组包括导体组成的绕组和具有线槽的铁芯,绕组具有在绕组周向方向排列的间隙,间隙在绕组的径向方向内窄外宽;其特征是:电机绕组制备步骤:
2.如权利要求1所述的电机绕组制备方法,其特征是:卡槽是贯穿铁芯外圈两端的贯通槽,外槽的宽度大于外齿部,将铁芯内圈与铁芯外圈在绕组轴向固定的方法是:将卡柱从外槽的一端沿着轴向插入外槽,卡柱的两端延伸超出铁芯的两端面均是两个分叉的卡爪,将卡柱两端的各一个卡爪向铁芯外圈方向弯折,夹持铁芯外圈;将卡柱两端剩下的两个卡爪向铁芯外齿部方向弯折,夹持外齿部。
3.如权利要求1所述的电机绕组制备方法,其特征是:铁芯外圈是硅钢片叠压制得成的。
4.电机绕组,包括导体组成的绕组和具有线槽的铁芯,绕组具有在绕组周向方向排列的间隙,间隙在绕组的径向方向内窄外宽;其特征是:
5.如权利要求1所述的电机绕组,其特征是:卡槽是贯穿铁芯外圈两端的贯通槽,外槽的宽度大于外齿部,所述定位件是一个穿过外槽的卡柱,卡柱的两端延伸超出铁芯的两端面均有弯折的一个铁芯外圈卡爪和一个外齿部卡爪,两个铁芯外圈卡爪夹持铁芯外圈,两个外齿部卡爪夹持外齿部。
6.如权利要求1所述的电机绕组,其特征是:铁芯外圈是由硅钢片叠压制得。
技术总结本专利提供一种电机绕组及其制备方法,它作业高效快捷,省时省力,操作方便。电机绕组包括导体组成的绕组和铁芯,绕组具有周向方向排列的间隙,间隙在径向方向内窄外宽;其制备步骤:将硅钢片牙体的主体部放置在绕组的间隙内;硅钢片牙体成片状,包括内齿部、主体部、颈部、外齿部,内齿部位于绕组内圈内部,颈部和外齿部位于绕组外圈外侧;同一间隙内多个硅钢片牙体在轴向方向叠落形成一个牙体组,所有牙体组形成铁芯内圈;铁芯外圈的内周上排布有卡槽;包括宽度不小于外齿部宽度的外槽和宽度不小于颈部宽度的内槽;把牙体组的外齿部插入外槽,牙体组的颈部穿过内槽;将铁芯内圈与铁芯外圈在绕组轴向固定形成铁芯,铁芯和绕组形成电机绕组。技术研发人员:林中尉受保护的技术使用者:苏州阿福机器人有限公司技术研发日:技术公布日:2024/7/29本文地址:https://www.jishuxx.com/zhuanli/20240731/176862.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种挂墙配电箱的制作方法
下一篇
返回列表