一种锂电池包电芯极柱焊接焊点无损检验方法与流程
- 国知局
- 2024-07-31 18:07:51
本发明涉及电池,具体涉及一种锂电池包电芯极柱焊接焊点无损检验方法。
背景技术:
1、锂电池是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池,多个锂电池原件通过极柱焊接来组成电池包,扩大容量,同时,其循环寿命长、自放电小且较为环保,同时能量密度也高于传统的铅酸电池,广泛使用在各种如储能、电动车行业内,电动车及储能对锂电池的需求巨大,同时也对锂离子电池提出了更高的要求,要求电池的结构稳定、一致性良好、安全可靠,进而在锂电池电池包生产过程中,需要对其焊接位置进行焊点检测,防止因虚焊而导致其品质不良、安全隐患等问题。
2、现有的焊点检测方法主要是通过ccd视觉检测软件来判断,通过抓取转接片的焊接区域图像,识别提取,利用软件算法,计算焊接面积,或通过x射线ct扫描来对电池包进行透视检测,也可以通过抽检一部分电池包进行拆解,通过破坏性的手段来进行检测,或使用工具撬开焊接点进行直接观察,以上方法均可以在一定程度上对电池包极柱的激光焊接部位进行观测,使电池包的性能更加稳定。
3、虽然上述现有技术能够解决相应的技术问题,但是仍存在一定缺陷:现有的ccd视觉检测软件检测的时候,只看外观,无法得知锂电池焊接部位内部连接情况,无法判断是否产生虚焊;而使用抽检法进行破坏性检测时,检测后的电池包损坏,无法继续使用,只能报废,较为浪费,同时由于其随机性,无法判断其他未拆解的电池包是否有虚焊问题;而使用工具撬开焊点则容易在撬开过程中对电池包的电芯造成伤害,并且容易导致连接片变形,进而影响焊接效果;使用ct扫描来进行观察虽然可以在不破坏电池包的情况下清楚观察焊点,但是检测设备价格昂贵,每次使用成本很高,导致电池包生产成本大幅提高。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供一种无损伤、成本低、适应性好、操作简单的锂电池包电芯极柱焊接焊点无损检验方法。
2、为实现上述目的,本发明采用以下技术方案是:一种锂电池包电芯极柱焊接焊点无损检验方法,所述锂电池包电芯极柱焊接焊点无损检验方法包括如下步骤:
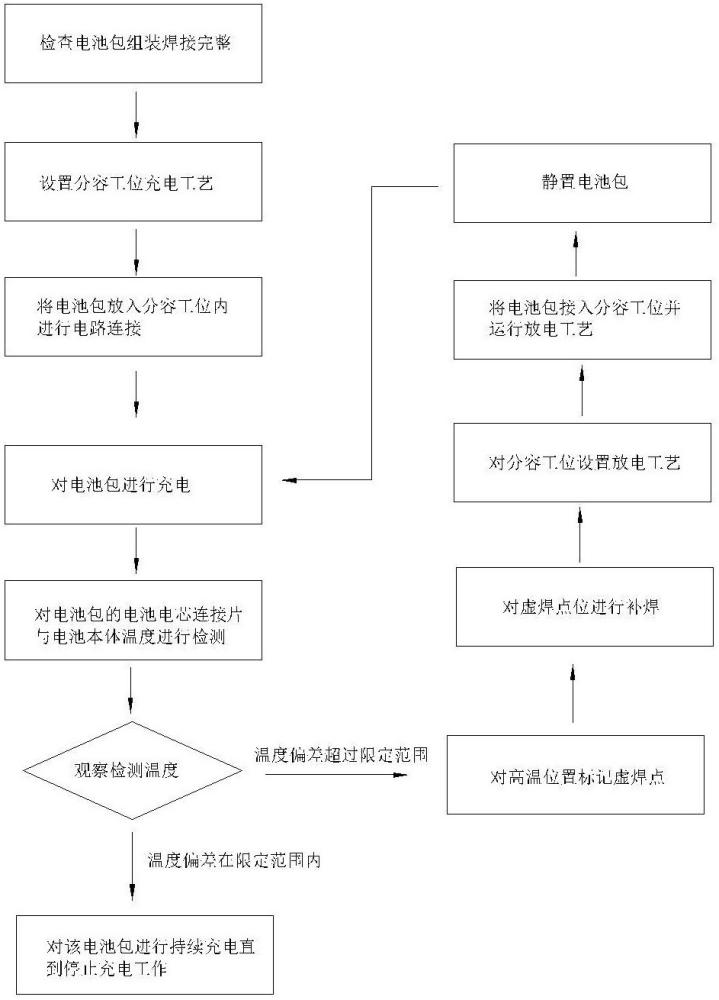
3、步骤一:对电池包进行充电;
4、步骤二:对电池包的电池电芯连接片与电芯本体上表面温度进行检测;
5、步骤三:观察检测温度,若温度偏差超过限定范围,对该电池电芯连接片标记为虚焊点,并停止充电;
6、步骤四:观察检测温度,若温度偏差在限定范围内,对该电池包进行持续充电直到停止充电工作。
7、进一步改进的是:所述对电池包进行充电,之前还包括如下步骤:将电池包放入分容工位内进行电路连接。
8、进一步改进的是:所述将电池包放入分容工位内进行电路连接,之前还包括如下步骤:设置分容工位充电工艺。
9、进一步改进的是:所述设置分容工位充电工艺,之前还包括如下步骤:检查电池包组装焊接完整。
10、进一步改进的是:所述观察检测温度,若温度偏差超过限定范围,对该电池电芯连接片标记为虚焊点,并停止充电,之后还包括如下步骤:对异常虚焊点位进行补焊。
11、进一步改进的是:所述对异常虚焊点位进行补焊,之后还包括如下步骤:对分容工位设置放电工艺。
12、进一步改进的是:所述对分容工位设置放电工艺,之后还包括如下步骤:将电池包接入分容工位并运行放电工艺。
13、进一步改进的是:所述将电池包接入分容工位并运行放电工艺,之后还包括如下步骤:静置电池包。
14、进一步改进的是:所述静置电池包,之后还包括如下步骤:循环进行步骤一、步骤二、步骤三、步骤四。
15、采用上述技术方案后,本发明有益效果为:使用本发明对电池包检测后,电池包不会有结构性的损伤,有效降低废品率,同时经过检测后可以保障电池包整体soc的一致性,且检测仅需对电池包进行充放电,无需投入大量的资金购买专用的检测设备,成本较低,同时检测步骤简单,容易实行,且对电池包的要求较低,电池包有无保护板均可实施,且本方法是模拟电池包正常工作的状态,更接近于实际使用状态,检测结果更加可靠。
技术特征:1.一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述锂电池包电芯极柱焊接焊点无损检验方法包括如下步骤:
2.根据权利要求1所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述对电池包进行充电,之前还包括如下步骤:将电池包放入分容工位内进行电路连接。
3.根据权利要求2所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述将电池包放入分容工位内进行电路连接,之前还包括如下步骤:设置分容工位充电工艺。
4.根据权利要求3所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述设置分容工位充电工艺,之前还包括如下步骤:检查电池包组装焊接完整。
5.根据权利要求1所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述观察检测温度,若温度偏差超过限定范围,对该电池电芯连接片标记为虚焊点,并停止充电,之后还包括如下步骤:对异常虚焊点位进行补焊。
6.根据权利要求5所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述对异常虚焊点位进行补焊,之后还包括如下步骤:对分容工位设置放电工艺。
7.根据权利要求6所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述对分容工位设置放电工艺,之后还包括如下步骤:将电池包接入分容工位并运行放电工艺。
8.根据权利要求7所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述将电池包接入分容工位并运行放电工艺,之后还包括如下步骤:静置电池包。
9.根据权利要求8所述的一种锂电池包电芯极柱焊接焊点无损检验方法,其特征在于:所述静置电池包,之后还包括如下步骤:循环进行步骤一、步骤二、步骤三、步骤四。
技术总结本发明涉及电池技术领域,提供一种无损伤、成本低、适应性好、操作简单的锂电池包电芯极柱焊接焊点无损检验方法,包括如下步骤:步骤一:对电池包进行充电;步骤二:对电池包的电池电芯连接片与电芯本体上表面温度进行检测;步骤三:观察检测温度,若温度偏差超过限定范围,对该电池电芯连接片标记为虚焊点,并停止充电;步骤四:观察检测温度,若温度偏差在限定范围内,对该电池包进行持续充电直到停止充电工作。技术研发人员:李晓龙,孟印山,苏锋,罗少文受保护的技术使用者:福建华振新能源科技有限公司技术研发日:技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240731/177995.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表