密封钉装配设备、密封钉装配方法及电池生产线与流程
- 国知局
- 2024-07-31 18:15:43
本技术涉及电池,尤其涉及密封钉装配设备、密封钉装配方法及电池生产线。
背景技术:
1、新能源电池在生活和产业中的应用越来越广泛,例如,搭载电池的新能源汽车已经被广泛使用,另外,电池还被越来越多地应用于储能领域等。
2、在电池的生产制造过程中,特别是将密封钉装配于电池的注液孔的制造工序中,相关技术中,通常需要经过未装钉电池上料、装钉、已装钉电池下料等多个步骤,影响生产节拍,生产效率低,难以满足不断提升的产能需求。
技术实现思路
1、为解决上述技术问题,本技术提供一种具有生产效率高的密封钉装配设备、密封钉装配方法及电池生产线。
2、本技术通过如下技术方案实现。
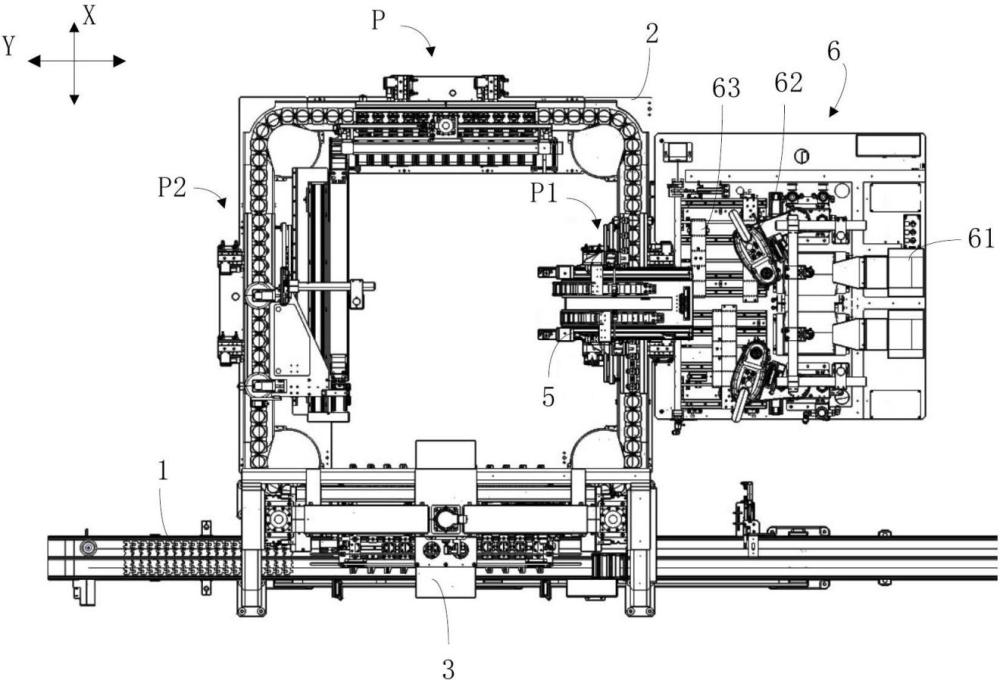
3、本技术的第一方面提供一种密封钉装配设备,包括:输送机构,用于输送电池,所述输送机构包括第一输送机构和位于所述第一输送机构一侧的第二输送机构;装钉机构,用于对所述第二输送机构上的未装钉电池装配密封钉为已装钉电池;上下料机构,包括取放机构,所述取放机构包括第一取放组件和第二取放组件,所述取放机构构成为能够转动使得所述第一取放组件和所述第二取放组件在第一取放位置和第二取放位置之间进行位置切换,其中,在所述第一取放位置的所述第一取放组件能够朝向所述第一输送机构移动,并且所述第一取放组件能够拾取所述第一输送机构上的多个所述未装钉电池,在所述第二取放位置的所述第二取放组件能够朝向所述第二输送机构移动,并且所述第二取放组件能够拾取所述第二输送机构上的多个所述已装钉电池,在所述第二取放位置的所述第一取放组件能够朝向所述第二输送机构移动,并且所述第一取放组件能够将拾取的多个所述未装钉电池释放于所述第二输送机构,在所述第一取放位置的所述第二取放组件能够朝向所述第一输送机构移动,并且所述第二取放组件能够将拾取的多个所述已装钉电池释放于所述第一输送机构。
4、通过取放机构转动使得第一取放组件和第二取放组件在第一取放位置和第二取放位置之间进行位置切换,并将第一输送机构输送的多个未装钉电池释放到第二输送机构从而实现上料操作,以及将第二输送机构输送的多个已装钉电池释放到第一输送机构从而实现下料操作,由此,多个未装钉电池的上料操作以及多个已装钉电池的下料操作结合在一起,简化了装钉工艺,有利于加快生产节拍,提升生产效率,从而有助于产能最大化。
5、在一些实施例中,所述上下料机构还包括转动机构,所述取放机构还包括移动架,所述移动架连接于所述转动机构,所述第一取放组件和所述第二取放组件分别设置于所述移动架,所述转动机构用于驱动所述移动架带动所述第一取放组件和所述第二取放组件转动。
6、通过转动机构驱动移动架带动第一取放组件和第二取放组件转动,使得第一取放组件和第二取放组件能够在第一取放位置和第二取放位置之间同步且快速地进行位置切换,进一步加快生产节拍,提升生产效率。
7、在一些实施例中,所述移动架能够在所述转动机构的驱动下使所述第一取放组件和所述第二取放组件绕同一旋转轴转动,沿着第一方向,所述取放机构位于所述第一输送机构和第二输送机构之间,所述第一方向垂直于所述旋转轴的方向。
8、沿着第一方向,取放机构位于第一输送机构和第二输送机构之间,样的布局,能够缩短第一取放组件和第二取放组件到达第一输送机构和第二输送机构的距离,便于快速取放未装钉电池和已装钉电池,提高生产效率,并且上下料机构整体更加紧凑,减少空间占用。
9、在一些实施例中,所述第一取放组件设置有多个,多个所述第一取放组件沿着第二方向排列且能够沿着所述第二方向相互靠近或者远离;所述第二取放组件设置有多个,多个所述第二取放组件沿着第二方向排列且能够沿着所述第二方向相互靠近或者远离,所述第二方向垂直于所述旋转轴的方向和所述第一方向。
10、通过多个第一取放组件和多个第二取放组件分别沿着第二方向相互靠近或者远离,从而分别调节多个第一取放组件和多个第二取放组件之间的间距,进而改变释放到第一输送机构的多个已装钉电池以及第二输送机构的多个未装钉电池之间的间距,由此,在针对不同电池类型装钉时也能够高效完成装钉操作,使得生产更加柔性化。
11、在一些实施例中,所述取放机构还包括第一变距机构和第二变距机构,所述第一变距机构与多个所述第一取放组件中的至少两个连接,与所述第一变距机构连接的所述第一取放组件在所述第一变距机构的驱动下相互靠近或者远离,所述第二变距机构与多个所述第二取放组件中的至少两个连接,与所述第二变距机构连接的所述第二取放组件在所述第二变距机构的驱动下相互靠近或者远离。
12、由此,能够自动化地实现多个第一取放组件和多个第二取放组件的变距操作,提高生产效率。
13、在一些实施例中,所述第一变距机构包括:第一滑轨,设置于所述移动架,且沿着所述第二方向延伸;多个第一滑块,分别与所述第一滑轨滑动连接,各所述第一滑块设置有第一变距槽,各所述第一取放组件与各自的所述第一滑块连接;多个第一拉杆,每相邻两个所述第一滑块之间通过所述第一拉杆连接,且所述第一拉杆的两端部分别设置于相邻两个所述第一滑块的所述第一变距槽内,所述第一拉杆的两端部能够沿着所述第二方向在各自的所述第一变距槽内移动。
14、通过一个第一滑块移动并通过第一拉杆拉动其余第一滑块沿着第一滑轨滑动的方式使得各第一滑块能够更平稳可靠地相互靠近或者远离,从而各第一取放组件之间的间距调节更可靠。
15、在一些实施例中,所述第二变距机构包括:第二滑轨,设置于所述移动架,且沿着所述第二方向延伸;多个第二滑块,分别与第二滑轨滑动连接,各所述第二滑块设置有第二变距槽,各所述第二取放组件与各自的所述第二滑块连接;多个第二拉杆,每相邻两个所述第二滑块之间通过第二拉杆连接,且所述第二拉杆的两端部分别设置于相邻两个所述第二滑块的所述第二变距槽内,所述第二拉杆的两端部能够沿着所述第二方向在各自的所述第二变距槽内移动。
16、通过一个第二滑块移动并通过第二拉杆拉动其余第二滑块沿着第二滑轨滑动的方式使得各第二滑块能够更平稳可靠地相互靠近或者远离,从而各第二取放组件之间的间距调节更可靠。
17、在一些实施例中,所述第一变距机构还包括第一变距驱动件,所述第一变距驱动件的驱动端与多个所述第一滑块中沿着所述第二方向的首个所述第一滑块连接;和/或,所述第二变距机构还包括第二变距驱动件,所述第二变距驱动件的驱动端与多个所述第二滑块中沿着所述第二方向的首个所述第二滑块连接。
18、通过驱动首个滑块移动并通过拉杆拉动各滑块依次滑动,能够实现逐级变距,且可以少用变距驱动件即可实现取放组件的变距操作,简化了结构,有助于提升变距可靠性。
19、在一些实施例中,所述第一取放组件包括成对的第一取放夹爪,成对的所述第一取放夹爪能够相互靠近或远离,所述第一取放夹爪包括弧形的第一夹持面;所述第二取放组件包括成对的第二取放夹爪,成对的所述第二取放夹爪能够相互靠近或远离,所述第二取放夹爪包括弧形的第二夹持面。
20、第一取放夹爪和第二取放夹爪分别包括弧形的夹持面,能够更适配且可靠地夹取圆柱形电池。
21、在一些实施例中,所述上下料机构还包括机架、升降组件和升降驱动件,所述升降组件与所述取放机构连接且能够升降地连接于所述机架,所述升降驱动件的驱动端与所述升降组件连接,用于驱动所述升降组件带动所述第一取放组件和所述第二取放组件升降。
22、通过升降驱动件驱动升降组件带动第一取放组件和第二取放组件升降,能够更顺利且准确地使第一取放组件和第二取放组件分别到达或离开第一输送机构和第二输送机构,为拾取和释放未装钉电池和已装钉电池以及切换位置提供便利。
23、在一些实施例中,所述升降组件包括滑动设置于所述机架的升降架,所述升降驱动件的驱动端与所述升降架连接,所述升降架与所述移动架连接。
24、升降驱动件驱动升降架升降带动移动架升降,使得设置于移动架上的第一取放组件和第二取放组件能够一起升降,从而同步到达第一输送机构和第二输送机构,加快生产节拍,提升效率。
25、在一些实施例中,所述第一输送机构和所述第二输送机构分别设置有多个沿所述第二方向排列的托架,各所述托架用于放置电池。
26、通过将电池放置于托架,能够使各电池保持期望的姿态,从而能够降低电池倾倒而发生相互碰撞导致热失控的风险,提升电池运输时的可靠性。另外,针对较小支撑面的圆柱形电池也能可靠运输。
27、在一些实施例中,设置于所述第一输送机构的多个所述托架之间的间距与设置于所述第二输送机构的多个所述托架之间的间距不同。
28、通过将第二输送机构的多个托架之间设置为更大间距,能够更顺利地完成装钉操作。
29、在一些实施例中,各所述托架具有电池容纳槽,所述电池容纳槽的内周面具有与所述电池的外轮廓相适配的形状。
30、由此,使得电池更稳定地容纳于电池容纳槽中,运输更可靠。
31、在一些实施例中,所述第二输送机构构成为具有环形的输送路径。
32、环形的输送路径能够循环输送电池,为将已装钉电池转移至第一输送机构提供便利,从而提升输送效率,同时还能减小占地空间。
33、在一些实施例中,所述装钉机构包括预装钉机构和打钉机构,沿着所述第二输送机构的输送路径方向,所述预装钉机构位于所述打钉机构的上游,所述密封钉装配设备还包括供钉机构,
34、所述供钉机构用于向所述预装钉机构提供密封钉,所述预装钉机构构成为能够拾取所述密封钉并将所述密封钉预装配于所述未装钉电池,所述打钉机构用于将预装有密封钉的电池打钉为已装钉电池。
35、供钉机构向预装钉机构提供密封钉,预装钉机构拾取密封钉并将密封钉预装配于多个未装钉电池,使得从密封钉提供到装配密封钉过程能够自动化地完成,提升装钉效率,另外,在装钉前先进行预装钉,能够降低密封钉装配失效的发生概率,提升装钉可靠性。
36、在一些实施例中,所述预装钉机构包括多个吸盘组件、移送机构和移送驱动机构,所述吸盘组件用于吸取所述密封钉,所述移送机构与所述吸盘组件连接,所述移送驱动机构用于驱动所述移送机构带动所述吸盘组件移动并将吸取的所述密封钉预装配于多个所述未装钉电池。
37、通过移送驱动机构驱动移送机构带着各吸盘组件移动,能够自动化地完成吸取密封钉和将密封钉预装配操作,提升装钉效率。
38、在一些实施例中,所述供钉机构包括:筛选机构,用于筛选出规定姿态的所述密封钉;密封钉转移机构,用于拾取并转移所述规定姿态的所述密封钉;缓存机构,用于接收所述密封钉转移机构转移来的所述密封钉并使所述密封钉保持在所述规定姿态。
39、通过筛选机构筛选出规定姿态的密封钉,通过密封钉转移机构拾取该规定姿态的密封钉并转移至缓存机构,通过缓存机构将密封钉保持在规定姿态,能够提升供钉效率,且便于预装钉机构吸取密封钉并预装配于多个未装钉电池,无需再次调整密封钉的姿态,由此能够提升装钉效率。
40、在一些实施例中,所述缓存机构包括第一缓存台、第二缓存台和缓存台驱动件,所述第一缓存台和所述第二缓存台分别用于放置所述密封钉,所述缓存台驱动件与所述第一缓存台和所述第二缓存台连接,用于驱动所述第一缓存台和所述第二缓存台移动并交替地到达密封钉接收位置和密封钉提供位置,在所述密封钉接收位置和所述密封钉提供位置,所述第一缓存台和第二缓存台的一者用于接收所述密封钉转移机构转移来的所述密封钉,另一者用于向所述预装钉机构提供所述密封钉。
41、第一缓存台和第二缓存台交替地到达密封钉接收位置和密封钉提供位置,能够持续性地为预装钉机构提供密封钉,有利于加快生产节拍,提高生产效率。
42、在一些实施例中,所述缓存台驱动件包括传动组件和传动驱动件,所述传动组件包括两个间隔设置的带轮和绕设于两个所述带轮的传动带,所述第一缓存台和所述第二缓存台分别连接于所述传动带,所述传动驱动件与至少一个所述带轮连接,用于驱动所述带轮顺时针和逆时针转动,从而使所述传动带带动所述第一缓存台和所述第二缓存台分别沿着相反的方向移动。
43、通过带传动组件带动第一缓存台和第二缓存台沿着相反的方向交替地在密封钉接收位置和密封钉提供位置进行位置切换,能够减少驱动件的数量,简化结构。
44、在一些实施例中,所述缓存机构还包括切换组件,所述切换组件包括轨道和滑杆,所述轨道包括凹凸面,所述滑杆的一端可滑动地设置于所述凹凸面,所述滑杆的另一端与所述第二缓存台连接,所述第二缓存台通过所述滑杆沿着所述凹凸面滑动而升降,从而在所述第一缓存台和所述第二缓存台沿着相反的方向移动过程中,所述第一缓存台和所述第二缓存台在升降方向上错位。
45、通过在第一缓存台和第二缓存台沿着相反的方向移动过程中,第一缓存台和第二缓存台能够在升降方向上错位,实现第一缓存台和第二缓存台交替地在密封钉接收位置和密封钉提供位置进行位置切换,使得缓存机构整体更加紧凑,减少空间占用,同时减少切换路径,提升供钉效率。
46、在一些实施例中,所述凹凸面包括依次相连接的第一凸面、凹面和第二凸面,在所述滑杆滑动至所述凹面时,所述第二缓存台与所述第一缓存台在所述升降方向上错位,在所述滑杆滑动至所述第一凸面或所述第二凸面时,所述第二缓存台和所述第一缓存台中的一者位于所述密封钉接收位置,另一者位于所述密封钉提供位置。
47、通过依次相连接的第一凸面、凹面和第二凸面,实现滑杆带动第二缓存台升降,结构紧凑。
48、在一些实施例中,所述缓存机构还包括第一滑动组件和第二滑动组件,所述第一滑动组件包括第一导轨和与所述第一导轨滑动连接的第一滑块,所述第一缓存台与所述第一滑块连接;所述第二滑动组件包括第二导轨、第二滑块和移动板,所述第二导轨与所述第一导轨相互平行,所述第二滑块与所述第二导轨滑动连接且与所述移动板连接,所述移动板设置有通孔,所述滑杆可升降地穿设于所述通孔。
49、第一缓存台和第二缓存台分别通过各自的滑块沿着各自的导轨在密封钉接收位置和密封钉提供位置之间往复移动,能够提升运行过程中的平稳性,降低第一缓存台和第二缓存台上的密封钉倾斜或摔落风险,提升供钉可靠性。
50、在一些实施例中,所述第一缓存台和所述第二缓存台上分别设置有密封钉保持部,用于使所述密封钉保持在规定姿态。
51、由此,有利于预装钉机构快速拾取并完成预装操作,无需再次调整密封钉姿态,加快生产节拍。
52、在一些实施例中,所述缓存机构还包括密封钉收集装置,所述密封钉收集装置包括收集箱和通气管,所述通气管一端与收集箱的内腔连通,另一端用于与气压系统连通,所述通气管设置有用于接纳所述预装钉机构转移的异常密封钉的接收孔。
53、通过密封钉收集装置能够及时地收集异常的密封钉,以便重复利用。
54、在一些实施例中,所述筛选机构包括振动筛和密封钉识别机构,所述振动筛能够振动从而改变所述密封钉的姿态,所述密封钉识别机构用于识别出符合所述规定姿态的所述密封钉。
55、在一些实施例中,所述密封钉转移机构,包括密封钉拾取组件、移动臂和移动臂驱动机构,所述密封钉拾取组件与所述移动臂连接,用于拾取所述规定姿态的所述密封钉,所述移动臂驱动机构用于驱动所述移动臂带动所述密封钉拾取组件将拾取的所述密封钉转移至所述缓存机构。
56、通过密封钉转移机构能够自动化的完成密封钉的转移操作,从而提升生产效率。
57、在一些实施例中,所述打钉机构包括多个凸轮机构和多个冲头组件,各所述凸轮机构的凸轮轮廓面与各自的冲头组件的冲头相抵接,用于驱动各自的所述冲头往复移动将已预装钉的电池打钉为已装钉电池。
58、通过凸轮机构中的凸轮转动,使得凸轮的外轮廓抵着冲头组件朝着装钉工位的已预装钉的电池上的密封钉移动,将预装的密封钉压实,提升装钉可靠性。
59、本技术的第二方面提供一种密封钉装配方法,应用于密封钉装配设备,所述密封钉装配设备包括第一输送机构、第二输送机构、装钉机构和上下料机构,所述上下料机构包括取放机构,所述取放机构包括第一取放组件和第二取放组件,所述密封钉装配方法包括:电池输送步骤,通过所述第一输送机构向所述第二输送机构提供多个未装钉电池,并接收来自所述第二输送机构的多个已装钉电池;装钉步骤,通过装钉机构对所述第二输送机构上的所述未装钉电池装配密封钉为所述已装钉电池;电池位置切换步骤,通过所述取放机构转动使得所述第一取放组件和所述第二取放组件在第一取放位置和第二取放位置之间进行位置切换,在所述第一取放位置的所述第一取放组件能够朝向所述第一输送机构移动,并且所述第一取放组件拾取所述第一输送机构上的多个所述未装钉电池,在所述第二取放位置的所述第二取放组件能够朝向所述第二输送机构移动,并且所述第二取放组件能够拾取所述第二输送机构上的多个所述已装钉电池,在所述第二取放位置的所述第一取放组件能够朝向所述第二输送机构移动,并且所述第一取放组件能够将拾取的多个所述未装钉电池释放于所述第二输送机构,在所述第一取放位置的所述第二取放组件能够朝向所述第一输送机构移动,并且所述第二取放组件能够将拾取的多个所述已装钉电池释放于所述第一输送机构。
60、通过取放机构转动使得第一取放组件和第二取放组件在第一取放位置和第二取放位置之间进行位置切换,并将第一输送机构输送的多个未装钉电池释放到第二输送机构从而实现上料操作,以及将第二输送机构输送的多个已装钉电池释放到第一输送机构从而实现下料操作,由此,多个未装钉电池的上料操作以及多个已装钉电池的下料操作结合在一起,简化了装钉工艺,有利于加快生产节拍,提升生产效率,有利于产能最大化。
61、在一些实施例中,所述电池位置切换步骤还包括:升降步骤:通过所述取放机构升降使得所述第一取放组件和所述第二取放组件分别到达所述第一输送机构和所述第二输送机构。
62、通过取放机构升降带动第一取放组件和第二取放组件升降,能够更顺利且准确地使第一取放组件和第二取放组件分别到达第一输送机构和第二输送机构,为拾取和释放未装钉电池和已装钉电池以及位置切换提供便利。
63、在一些实施例中,所述第一取放组件设置有多个,所述第二取放组件设置有多个,所述密封钉装配方法还包括:电池变距步骤:通过多个所述第一取放组件相互靠近或者远离,从而改变各所述第一取放组件之间的间距;通过多个所述第二取放组件相互靠近或者远离,从而改变各所述第二取放组件之间的间距。
64、在针对不同电池类型装钉时也能够高效完成装钉操作,有利于柔性化生产。
65、在一些实施例中,所述装钉机构包括预装钉机构和打钉机构,所述装钉步骤包括:预装钉步骤:通过所述预装钉机构将密封钉预装配于所述未装钉电池;打钉步骤:通过所述打钉机构将所述预装钉的电池打钉为所述已装钉电池。
66、在装钉前先进行预装钉再打钉,能够降低密封钉装配失效的发生概率,提升装钉可靠性。
67、在一些实施例中,所述密封钉装配设备还包括供钉机构,所述密封钉装配方法还包括:密封钉提供步骤:通过所述供钉机构向所述预装钉机构提供密封钉。
68、通过供钉机构向预装钉机构提供密封钉,预装钉机构拾取密封钉并将密封钉预装配于多个未装钉电池,使得从密封钉提供到装配密封钉过程能够自动化地完成,提升装钉效率。
69、在一些实施例中,所述供钉机构包括筛选机构、密封钉转移机构和缓存机构,所述密封钉提供步骤包括:筛选步骤:通过所述筛选机构筛选出规定姿态的所述密封钉;密封钉转移步骤:通过所述密封钉转移机构用于拾取并转移所述规定姿态的所述密封钉;缓存步骤:通过所述缓存机构接收所述密封钉转移机构转移来的所述密封钉并使所述密封钉保持在所述规定姿态,并将所述规定姿态的密封钉提供给所述预装钉机构。
70、通过筛选机构筛选出规定姿态的密封钉,通过密封钉转移机构拾取该规定姿态的密封钉并转移至缓存机构,通过缓存机构将密封钉保持在规定姿态,以便于预装钉机构吸取密封钉并预装配于多个未装钉电池,无需再次调整密封钉的姿态,由此能够提升装钉效率。
71、在一些实施例中,所述缓存机构包括第一缓存台、第二缓存台和缓存台驱动件,所述缓存步骤包括:通过所述缓存台驱动件驱动所述第一缓存台和所述第二缓存台移动并交替地到达密封钉接收位置和密封钉提供位置,在所述密封钉接收位置和所述密封钉提供位置,所述第一缓存台和所述第二缓存台的一者接收所述密封钉转移机构转移来的所述密封钉,另一者将所述规定姿态的密封钉提供给所述预装钉机构。
72、第一缓存台和第二缓存台交替地到达密封钉接收位置和密封钉提供位置,能够持续性地为预装钉机构提供密封钉,有利于加快生产节拍,提高生产效率。
73、在一些实施例中,所述密封钉装配设备还包括密封钉检测机构,所述打钉步骤之后,所述密封钉装配方法还包括:密封钉检测步骤,通过所述密封钉检测机构检测所述已装钉电池,并发出检测结果。
74、通过密封钉检测能够及时发现已装钉电池的异常情况,便于及时处理,提升产品质量。
75、本技术的第三方面提供一种电池生产线,包括:电池输送线;至少一个第一方面所述的密封钉装配设备,所述第一输送机构是所述电池输送线的一部分。
76、发明效果:
77、通过本技术实施例,能够简化制造步骤,加快生产节拍,提高生产效率,有利于产能最大化。
本文地址:https://www.jishuxx.com/zhuanli/20240731/178522.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表