一种防漏电线制作工艺及防漏电线、水泵电机的制作方法
- 国知局
- 2024-07-31 18:28:02
本发明涉及电线,特别涉及一种防漏电线制作工艺及防漏电线、水泵电机。
背景技术:
1、水泵电机一般有干式和灌油式两种,干式电机靠水冷却,灌油式靠油和水冷却,不管是干式还是灌油式电机防漏都必须达到ip68级别,传统的防漏做法有:1、在电机进线孔灌注环氧,将电线与电机连接,电线与机壳之间完全密封;2、在电线的表面穿上形状适当的橡胶件,再用螺丝压紧橡胶件与机壳连接来完成密封。这两种方式仅仅是对电线外皮与电机壳之间的密封。随着用户对水泵防漏要求越来越高,对电线内部的绝缘皮与绝缘皮之间、导体单丝间隙以及导体与电机定子漆包线连接等必须做到完全密封。
2、现有方法有:1、用焊锡焊接,在焊锡表面套上热缩管;2、用中间实心铜管连接,在铜管外面套上热缩管。但是由于热缩管与焊锡或铜管之间不完全密封,水泵工作时,电机温度引起内部负压,气体和水分通过热缩管表面渗透,导致电机进水或漏油缩短使用寿命。
技术实现思路
1、有鉴于此,本发明的目的是提供一种防漏电线制作工艺及防漏电线、水泵电机,旨在解决现有技术中由于电线不密封导致电机进水缩短使用寿命的问题。
2、本发明提出一种防漏电线制作工艺,所述制作工艺包括:
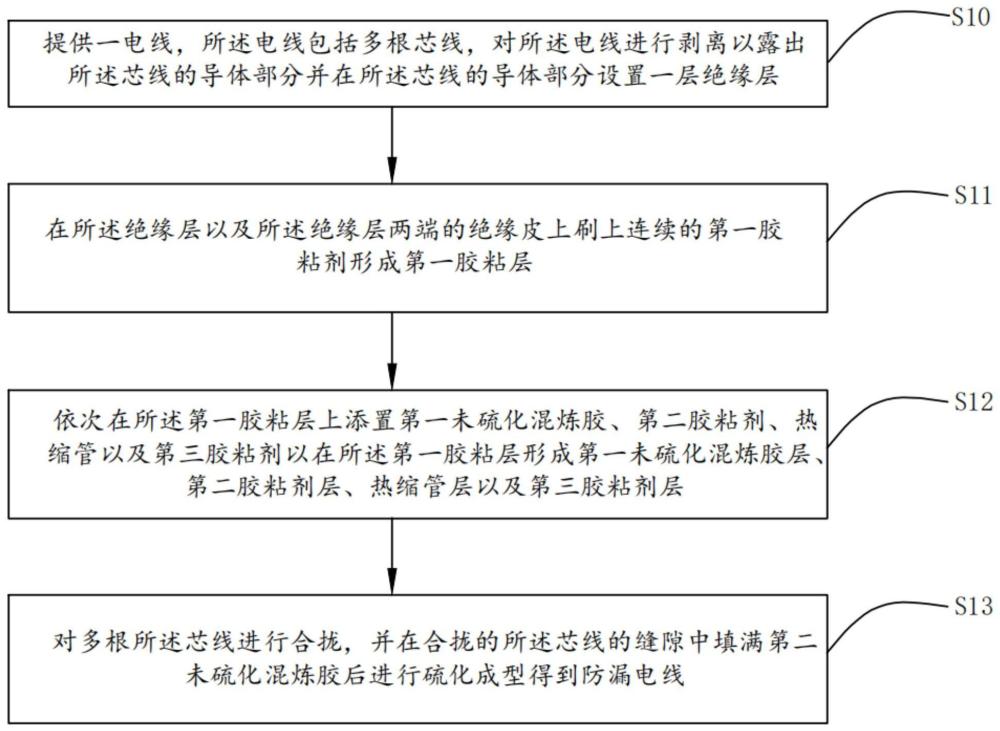
3、提供一电线,所述电线包括多根芯线,对所述电线进行剥离以露出所述芯线的导体部分并在所述芯线的导体部分设置一层绝缘层;
4、在所述绝缘层以及所述绝缘层两端的绝缘皮上刷上连续的第一胶粘剂形成第一胶粘层;
5、依次在所述第一胶粘层上添置第一未硫化混炼胶、第二胶粘剂、热缩管以及第三胶粘剂以在所述第一胶粘层形成第一未硫化混炼胶层、第二胶粘剂层、热缩管层以及第三胶粘剂层;
6、对多根所述芯线进行合拢,并在合拢的所述芯线的缝隙中填满第二未硫化混炼胶后进行硫化成型得到防漏电线。
7、进一步的,上述防漏电线制作工艺,其中,所述对所述电线进行剥离以露出所述芯线的导体部分并在所述芯线的导体部分设置一层绝缘层的步骤包括:
8、按照接线工艺,将所述电线外皮和绝缘皮剥离,露出所述芯线的导体部分并采用铜管压接或锡焊接工艺在所述芯线的导体部分设置一层绝缘层。
9、进一步的,上述防漏电线制作工艺,其中,所述制作工艺还包括:
10、在每一次刷胶粘剂后,将刷胶后的所述芯线进行风干或者在烘箱中烘干直至胶粘层无任何粘连感。
11、进一步的,上述防漏电线制作工艺,其中,所述对多根所述芯线进行合拢,并在合拢的所述芯线的缝隙中填满第二未硫化混炼胶后进行硫化成型得到防漏电线的步骤包括:
12、选定适合的模具,将所述模具放在平板硫化机中加热,再根据所述模具的型腔的大小,剪称一定量的未硫化混炼胶,待模具温度升高到设定温度后,把所述未硫化混炼胶填在上下模的型腔中;
13、将刷胶包胶完毕的电线,放在下模的未硫化混炼胶上,盖上上模,推至所述平板硫化机中,合上硫化机上下模板,进行硫化得到所述防漏电线。
14、进一步的,上述防漏电线制作工艺,其中,所述平板硫化机的硫化压力为60~100吨。
15、进一步的,上述防漏电线制作工艺,其中,当所述电线为塑料线,所述设定温度为135~145℃,硫化时间为300~400s。
16、进一步的,上述防漏电线制作工艺,其中,进一步的,上述防漏电线制作工艺,其中,当所述电线为橡胶线,所述设定温度为145~165℃,硫化时间为200~250s。
17、本发明的另一个目的在于提供一种防漏电线,采用上述防漏电线制作工艺制作而成,所述防漏电线包括:
18、多根芯线,所述芯线上的部分导体部分上设有绝缘层,所述绝缘层以及所述绝缘层两端的绝缘皮上依次设有第一胶粘层、第一未硫化混炼胶层、第二胶粘剂层、热缩管层、第三胶粘剂层以及第二未硫化混炼胶层以将多根所述芯线连接成整体。
19、进一步的,第一未硫化混炼胶层厚度为0.5mm。
20、本发明的另一个目的在于提供一种水泵电机,包括上述的防漏电线,所述防漏电线采用上述的防漏电线制作工艺制作而成。
21、本发明通过对电线进行剥离以露出芯线的导体部分并在芯线的导体部分设置一层绝缘层;在绝缘层以及绝缘层两端的绝缘皮上刷上连续的第一胶粘剂形成第一胶粘层;依次在第一胶粘层上添置第一未硫化混炼胶、第二胶粘剂、热缩管以及第三胶粘剂以在第一胶粘层形成第一未硫化混炼胶层、第二胶粘剂层、热缩管层以及第三胶粘剂层;对多根芯线进行合拢,并在合拢的芯线的缝隙中填满第二未硫化混炼胶后进行硫化成型得到防漏电线,从而通过热硫化粘胶水将橡胶与导体、橡胶与热缩管热硫化粘合在一起,将电线外皮、绝缘皮以及导体硫化成完整的整体,内部不存在任何分层和缝隙,不管电机内部负压多大,均不会出现渗透现象,从而延长电机使用寿命。
技术特征:1.一种防漏电线制作工艺,其特征在于,所述制作工艺包括:
2.根据权利要求1所述的防漏电线制作工艺,其特征在于,所述对所述电线进行剥离以露出所述芯线的导体部分并在所述芯线的导体部分设置一层绝缘层的步骤包括:
3.根据权利要求1所述的防漏电线制作工艺,其特征在于,所述制作工艺还包括:
4.根据权利要求1所述的防漏电线制作工艺,其特征在于,所述对多根所述芯线进行合拢,并在合拢的所述芯线的缝隙中填满第二未硫化混炼胶后进行硫化成型得到防漏电线的步骤包括:
5.根据权利要求4所述的防漏电线制作工艺,其特征在于,所述平板硫化机的硫化压力为60~100吨。
6.根据权利要求4所述的防漏电线制作工艺,其特征在于,当所述电线为塑料线,所述设定温度为135~145℃,硫化时间为300~400s。
7.根据权利要求4所述的防漏电线制作工艺,其特征在于,当所述电线为橡胶线,所述设定温度为145~165℃,硫化时间为200~250s。
8.一种防漏电线,其特征在于,采用权利要求1至7任一项所述的防漏电线制作工艺制作而成,所述防漏电线包括:
9.根据权利要求8所述的防漏电线,其特征在于,第一未硫化混炼胶层厚度为0.5mm。
10.一种水泵电机,其特征在于,包括权利要求8至9所述的防漏电线,所述防漏电线采用权利要求1至7任一项所述的防漏电线制作工艺制作而成。
技术总结本发明公开了一种防漏电线制作工艺及防漏电线、水泵电机,所述制作工艺包括:提供一电线,所述电线包括多根芯线,对所述电线进行剥离以露出所述芯线的导体部分并在所述芯线的导体部分设置一层绝缘层;在所述绝缘层以及所述绝缘层两端的绝缘皮上刷上连续的第一胶粘剂形成第一胶粘层;依次在所述第一胶粘层上添置第一未硫化混炼胶、第二胶粘剂、热缩管以及第三胶粘剂以在所述第一胶粘层形成第一未硫化混炼胶层、第二胶粘剂层、热缩管层以及第三胶粘剂层;对多根所述芯线进行合拢,并在合拢的所述芯线的缝隙中填满第二未硫化混炼胶后进行硫化成型得到防漏电线。本发明中解决了现有技术中由于电线不密封导致电机进水缩短使用寿命的问题。技术研发人员:王开,陈超,林发明,雷键,杨灿飞,林力军受保护的技术使用者:大福智能科技有限公司技术研发日:技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240731/179305.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表