烟花批量组装机的制作方法
- 国知局
- 2024-08-02 13:17:44
本技术涉及烟花制造,特别是涉及一种烟花批量组装机。
背景技术:
1、烟花又称烟火,是利用火药燃烧,以供观赏的产品。纸筒式烟花由药筒和手柄组成,其制造需要经过上胶、接合,从而使药筒与手柄筒相互对接。目前药筒与手持柄的上胶及对接安装依靠人工来操作,效率低,成本高。
2、专利文献cn116182643a公开了一种两段式手持烟花组装装置和方法,通过自动化完成传送、涂胶、组装工序,比人工组装提高了效率。然而,该专利中产品的生产效率难以进一步提升,具体的,该专利中传送、涂胶、组装同步进行,机器的生产速度由驱动电机决定,若加快生产速度,则电机转速过快会导致每个工序时间变短,上胶和组装工序效果不佳,产品良品率下降;并且电机转速有限,不能更进一步提高生产效率。
技术实现思路
1、本技术实施例提供了一种烟花批量组装机,旨在提高烟花的生产效率及良品率。
2、为了实现上述目的,本技术实施例提供一种烟花批量组装机,其包括:
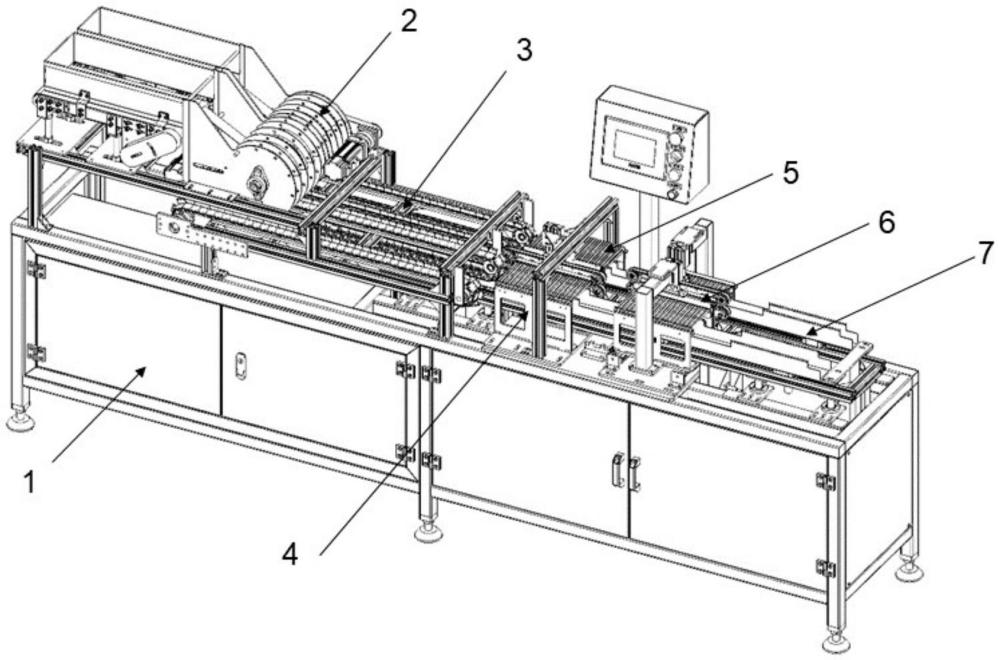
3、下料机构,用以下料;上胶机构,用以将手柄筒进行上胶;对接机构,用以将手柄筒以及药筒进行对接;工作台;下料机构、上胶机构、对接机构,在工作台上顺序安装,互不连接;移动送料机构,移动送料机构穿过下料机构、上胶机构、对接机构,并可将工作台位置在前的前一机构烟花批量运送至下一机构。
4、移动送料机构可以将下料机构下料的烟花移送至上胶机构进行批量上胶;上胶完成后,移动送料机构将上胶机构的烟花移动到对接机构进行批量对接。通过批量移动、批量上胶、批量对接的生产方式,产品的良品率由单个上胶机构、对接机构决定,生产的效率由移动送料机构移动的烟花数量决定,良品率与生产效率互不影响,通过移动送料机构的搬运保证了产品的良品率同时提高了生产速度。
5、进一步的,下料机构包括沿工作台宽度方向设置的第一定位槽、第二定位槽,多个第一、第二定位槽沿工作台长度方向布置,分别用以放置手柄筒和药筒;上胶机构包括沿工作台宽度方向设置的第三定位槽,多个第三定位槽沿工作台长度方向布置,用以放置手柄筒;对接机构包括沿工作台宽度方向设置的第四定位槽、第五定位槽,多个第四、第五定位槽沿工作台长度方向布置,分别用以放置手柄筒和药筒;移动送料机构包括沿工作台宽度方向设置的第六定位槽、第七定位槽、多个第六、第七定位槽沿工作台长度方向布置,分别用以放置手柄筒和药筒;第一定位槽、第三定位槽、第四定位槽、第六定位槽位于工作台长度方向的同一直线;第二定位槽、第五定位槽、第七定位槽位于工作台长度方向的同一直线。
6、通过设置定位槽,保证烟花的手柄筒与药筒在移送、点胶、对接工序时位置固定,并且通过布置定位槽的位置,使得药筒与手柄筒的区居两条产线,避免混料情况出现。进一步的,可以增加定位槽的数量,来提高移动送料机构送料的数量,进一步提高了生产效率。
7、优选的,移动送料机构还包括移动支架、滑轨、移料驱动电机、升降电机;滑轨安装于工作台,滑轨上安装有移动支架、移动支架设置有多个第六定位槽、第七定位槽,移料驱动电机驱动移动支架沿工作台长度方向移动,升降电机驱动所述移动支架升或降。
8、升降电机使移动送料机构升起,移动送料机构的定位槽将烟花从下料机构托起;移料驱动电机使移动支架在工作台上移动,将烟花送往上胶机构;升降电机使传送机构下降,位于上胶机构的定位槽托起烟花,进行上胶工序;上胶机构到对接机构的移送同理。通过升降气缸与移料驱动电机的设置,使传送机构更好的批量移送烟花。
9、优选的,移动支架上包括多组多个第六定位槽,多组多个第七定位槽,沿工作台长度方向布置;下料机构包括数量与所述第六、第七定位槽相匹配的第一、第二定位槽。
10、通过设置多组定位槽,移动送料机构可以一次将多组烟花移送,调高了生产效率。
11、进一步的,下料机构包括存料盒、转盘组、链条组;存料盒包括第一存料盒、第二存料盒,第一存料盒用以存储手柄筒,第二存料盒用以存储药筒;第一定位槽、第二定位槽设置于链条组上;转盘组用以将所述第一存料盒、第二存料盒中的烟花分别放置于链条组上的第一定位槽、第二定位槽。通过设置存料盒、转盘组、链条组,可以将位于存料盒的烟花搬运至链条组,使烟花处于待搬运状态,移动送料机构可以更容易送料。
12、优选的,下料结构还包括检测单元,检测单元检测到第一定位槽、第二定位槽放满烟花,则转盘组停止工作。通过设置检测单元,避免机器一直运转,使得链条组放置的烟花数量更加合理。
13、进一步的,烟花批量组装机还包括扩孔机构:扩孔机构安装于工作台,位于对接机构前;移动送料机构穿过扩孔机构;扩孔机构包括:扩孔支架,扩孔支架上有多个第八定位槽,用以放置药筒,第八定位槽与第二定位槽、第五定位槽、第七定位槽位于工作台长度方向的同一直线;扩孔气缸,扩孔气缸连接扩孔销,扩孔销正对药筒的扩孔端,扩孔气缸将扩孔销推向药筒;药筒挡板,药筒挡板安装于扩孔支架,其与扩孔销位于第八定位槽两侧。
14、烟花因运输挤压、本身缺陷、下料磕碰或者其它因素,会导致端面形状不规则,造成两段纸筒无法对接,使产品的不良率上升。通过在对接机构前设置扩孔机构,将药筒内径加工规则,进一步提高良品率。
15、优选的,扩孔机构与上胶机构沿工作台长度方向并排放置。通过扩孔机构与上胶机构的并排放置,使得组装机整体对称,移动送料机构一次移送可以同时进行上胶工序和扩孔工序,进一步提高了生产效率。
16、进一步的,上胶机构包括上胶支架,上胶支架安装于工作台,上胶支架安装有胶槽,手柄筒搓动组件;位于第三定位槽的手柄筒的上胶端放置于胶槽中;手柄筒搓动组件包括上搓料带、下搓料带、上搓料带升降气缸,上搓料带升降气缸、下搓料带固定安装于上胶支架,上搓料带安装于上搓料带气缸活塞端,由上搓料带气缸带动上搓料带升降;上搓料带与下搓料带用以将手柄筒在所述第三定位槽滚动。通过设置胶槽与手柄筒搓动组件,可以使手柄筒在第三定位槽滚动,同时手柄筒上胶端在胶槽中滚动,上胶更加均匀,良品率得到提升。
17、进一步的,对接机构包括固定支架;固定支架安装于工作台,固定支架上设置有滑轨,滑轨上安装有左对接支架、右对接支架;左对接支架有放置手柄筒的第四定位槽,右对接支架上有放置药筒的第五定位槽,多个第四定位槽与多个第五定位槽沿工作台长度方向并排放置;固定支架还包括安装于工作台的左对接气缸、右对接气缸,左对接气缸、右对接气缸使左对接支架、右对接支架在滑轨上移动,使位于第四定位槽、第五定位槽的药筒与手柄筒对接。
18、通过并排放置的第四、第五定位槽,可以将药筒与纸筒处于对接位置;通过左对接气缸、右对接气缸将位于左对接支架、右对接支架的手柄筒与药筒靠拢对接。
19、优选的,右对接支架还包括上搓料带升降气缸,上搓料带气缸一端设置有上搓料带;右对接支架还包括下搓料带;上搓料带与下搓料带用以将对接后的烟花在所述第五定位槽滚动。通过设置上、下搓料带,将对接后的烟花滚动,手柄筒上胶端的胶水也因滚动而更好的涂抹在药筒扩孔端,提高了烟花对接效果,提高了良品率。
20、优选的,左对接支架还设置有:上对中压板升降气缸、上对中压板升降气缸活塞端设置有上对中压板;下对中压板升降气缸、下对中压板升降气缸活塞端设置有下对中压板;上、下对中压板压紧位于第四定位槽的手柄筒。由于药筒加工的原因,药筒中含药量不固定,如果含药量较多,药筒的对接点较浅;若达到对接点后仍然对接,可能造成烟花损坏。通过设置上、下对中压板,上、下对中压板压紧手柄筒,给予手柄筒一定摩擦力,左对接气缸将手柄筒靠近药筒进行对接,如果已经到对接点,阻力大于摩擦力,此手柄筒将停止对接,进一步保证了良品率。
21、进一步的,烟花批量组装机还包括出料端,出料端安装于工作台,位于对接机构后端,移动送料机构可以移动到出料端。通过设置出料端,方便下料,进一步提高了生产效率。
22、为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
本文地址:https://www.jishuxx.com/zhuanli/20240801/239150.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种隔音窗帘布的制作方法
下一篇
返回列表