一种智能化玻璃合片台控制方法与流程
- 国知局
- 2024-08-02 13:20:38
本发明涉及人工智能领域,具体为一种智能化玻璃合片台控制方法。
背景技术:
1、随着科技的不断发展,夹层玻璃作为一种结构性玻璃应用广泛,现代社会对环保和节能的要求提高,夹层玻璃能够减少能源浪费。在这个背景下,本发明提出了一种智能化玻璃合片台控制方法,旨在利用人工智能技术来改进夹层玻璃的合片过程。
2、现有技术存在的问题:首先人工操作不仅增加了劳动成本,尤其是当需求量较大时,导致成本上升,而且人工操作可能导致不同产品之间的差异性,缺乏一致性和标准化,传统的合片方法通常需要手动设置或调整辅助片层的粘接点位置,难以动态地根据实际需要调整粘接点的位置,无法及时适应不同规格的玻璃产品,来确保夹层玻璃的强度和稳定性,存在生产效率和产品质量普遍较低的问题。
3、因此,当前玻璃合片台控制方法需要更先进的技术来解决这些问题,而本发明的一种智能化玻璃合片台控制方法提供了一种全新的、更高效的解决方案。
技术实现思路
1、本发明的目的在于:提供一种智能化玻璃合片台控制方法,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:一种智能化玻璃合片台控制方法,该智能化玻璃合片台控制方法用于控制夹层玻璃的合片过程,该方法包括以下步骤:
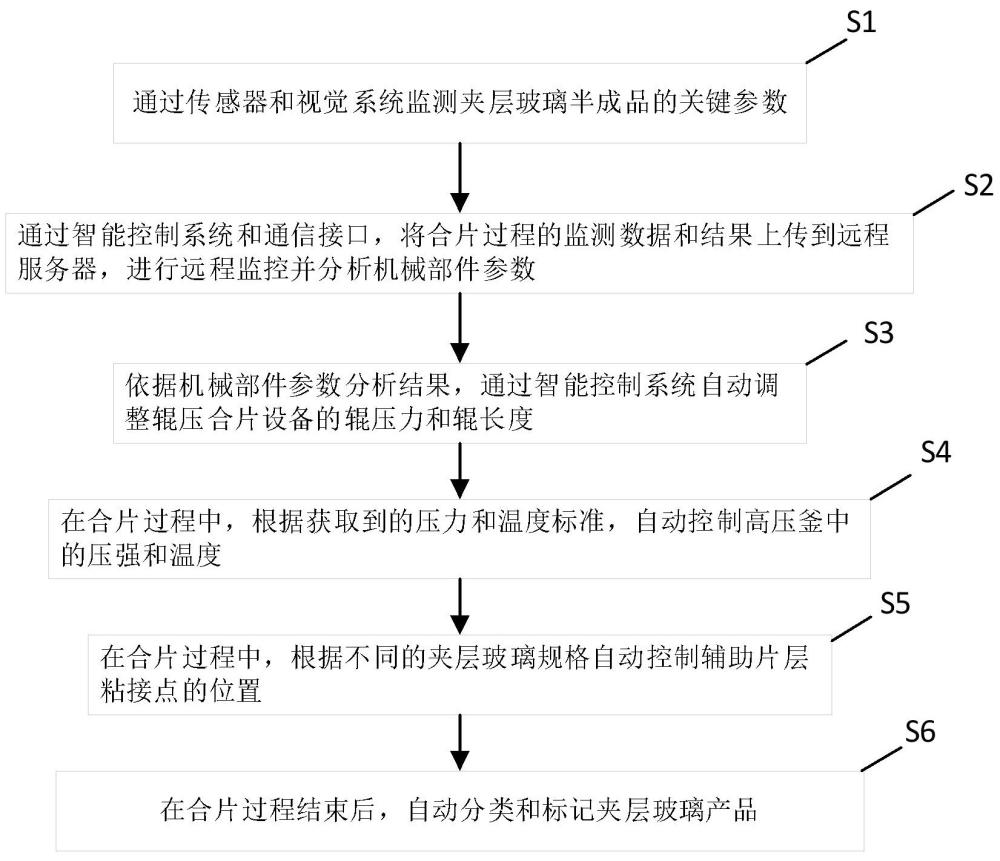
3、s1、通过传感器和视觉系统监测夹层玻璃半成品的参数;
4、s2、通过智能控制系统和通信接口,将合片过程的监测数据和结果上传到远程服务器,进行远程监控并分析机械部件参数;
5、s3、依据机械部件参数分析结果,通过智能控制系统自动调整辊压合片设备的辊压力和辊长度;
6、s4、在合片过程中,根据获取到的压力和温度标准,自动控制高压釜中实时的压强和温度;
7、s5、在合片过程中,根据不同的夹层玻璃规格自动控制辅助片层粘接点的位置;
8、s6、在合片过程结束后,自动分类和标记夹层玻璃产品。
9、所述传感器和视觉系统包括温度传感器、压力传感器、湿度传感器、位置传感器、尺寸传感器和摄像头,温度传感器用于监测夹层玻璃合片过程中的温度变化,确保在特定温度范围内进行合片,以避免温度波动引起的玻璃变形或不均匀加热。压力传感器用于测量夹层玻璃合片时的压力情况,确保合片过程中施加的压力在安全范围内,以避免过度压力导致的玻璃破损或形变。湿度传感器用于检测环境湿度,确保合片过程中的湿度控制在适宜的范围内,以避免湿度对玻璃材料性能的影响。位置传感器用于确定辅助片层、第一弯曲玻璃板和第二弯曲玻璃板的位置,保证各层次在合片过程中的正确对齐和放置。尺寸传感器用于测量夹层玻璃的尺寸变化,确保合片过程中的尺寸精度和稳定性,保证最终产品的质量和一致性。摄像头用于视觉系统负责实时监控合片过程中的视觉情况,检测并记录夹层玻璃的外观和表面状态,提供对生产过程的视觉反馈。
10、所述监测夹层玻璃半成品的参数,包括监测温度、压力、湿度、辅助片层的位置、第一弯曲玻璃板和第二弯曲玻璃板之间放置中间层区域的尺寸、辅助片层与第二弯曲玻璃板的调整间距和辊压力。
11、在步骤s2中,所述智能控制系统包括故障诊断模块,故障诊断模块通过分析合片过程中的监测数据和结果,能够实时检测辊压合片设备和高压釜的工作情况,它能够识别温度、压力、湿度、辅助片层的位置、第一弯曲玻璃板和第二弯曲玻璃板之间放置中间层区域的尺寸和辊压力的异常,一旦检测到异常,故障诊断模块能够自动触发报警,并立即停止合片过程。
12、所述智能控制系统还包括数据处理模块、通信模块和优化模块,数据处理模块用于接收并处理高压釜和辊压合片设备的工作数据和合片结果,通信模块用于将数据处理模块的输出数据通过通信接口上传至远程服务器进行远程监控和分析,优化模块用于利用机器学习和人工智能技术不断优化控制方法,以适应不同夹层玻璃类型和生产条件,提高智能化玻璃合片台的自适应性和智能性,优化模块还用于实时调整高压釜和辊压合片设备的控制装置的工作参数,以达到最佳的合片质量标准。
13、所述智能控制系统与通信接口之间采用物联网协议,智能控制系统负责管理和控制合片过程中的各项参数和设备,而通信接口则提供了数据传输的通道,将智能控制系统收集到的数据传送至远程服务器或云端。
14、在步骤s3中,所述自动调整辊压合片设备的辊压力和辊长度,首先通过传感器收集监测玻璃合片的厚度、玻璃合片辅助片层的位置、玻璃合片第一弯曲玻璃板和第二弯曲玻璃板之间放置中间层区域的尺寸、辊压力的实时数值、辊的长度和位置,然后智能控制系统接收从传感器收集到的数据,并与获取到的预先设定玻璃合片参数标准值进行比较,如果监测到的玻璃合片参数值与预先设定值不符,智能控制系统启动自动调整机制根据预设的标准值对辊的力度和辊长度进行调整。
15、在步骤s4中,所述自动控制高压釜中的压力和温度,将获取到的高压釜中标准压力和实时压力,标准温度和实时温度比较,如果≠或≠,系统动态调整容量体积和加热时间直到满足=且=,高压釜中的实时压力和温度由以下公式计算可得:
16、=;
17、=t0+;
18、其中代表气体的摩尔数,代表气体常数,代表绝对温度,代表容量体积,t0代表初始温度,代表加热功率,代表加热时间,代表气体比热容,代表气体质量。
19、在步骤s5中,所述自动调整粘接点的位置,首先,通过传感器和视觉系统获取夹层玻璃的尺寸、重量分布和表面形状,以夹层玻璃的中心位置为原点建立三维坐标系,通过计算其重心位置来确定粘接点位置,在三维坐标系中,将夹层玻璃看作由不同离散的点组成,每个点都有固定的质量,基于点的质量和位置的乘积来计算其重心,获取到夹层玻璃的每个点的质量为,每个点的坐标位置为(,,),根据以下公式分别计算每个离散点沿坐标轴方向上的质量与其对应坐标的乘积之和,和:
20、=;
21、=;
22、=;
23、其中是离散点质量与横坐标的乘积之和,是离散点质量与纵坐标的乘积之和,是离散点质量与竖坐标的乘积之和,是第个点的质量,=1,2,3,…,n,表示第个点的横坐标,表示第个点的纵坐标,表示第个点的竖坐标;
24、计算所有点的质量之和:
25、=;
26、通过以下公式计算可得重心位置:():
27、=;
28、=;
29、=;
30、根据所得夹层玻璃的重量分布和重心位置参数,来确定粘接点的位置,最后,将坐标值输入智能控制系统中,自动调整粘接点位置。
31、在步骤s6中,所述自动分类和标记夹层玻璃产品,使用传感器或视觉系统收集玻璃合片的质量和尺寸数据,根据智能控制系统的指令使用机械臂或传送带将夹层玻璃产品移动到相应的分类区域,使用喷码机或激光刻印机在夹层玻璃产品的表面打印产品的尺寸、厚度、生产日期和批次号。
32、与现有技术相比,本发明所达到的有益效果是:
33、提高了生产效率,实现智能化、自动化的合片过程可以减少人工操作,从而提高生产效率。自动化能够快速、准确地完成合片过程,提升生产速度和产能。
34、提升了产品一致性和质量,智能化合片方法可以减少人为因素对产品的影响,确保每个产品都遵循相同的标准和规范,提升产品一致性和质量。
35、降低了生产成本,自动化能够减少人力投入,降低了人工成本,并且通过优化粘接点位置,减少了浪费,从而降低了整体生产成本。
36、提高了适应性和灵活性,智能化合片方法能够根据不同规格的玻璃产品动态调整粘接点的位置,提高了生产线的适应性和灵活性,更好地满足不同需求。
37、降低了错误和废品率,自动化合片过程减少了人为错误,降低了废品率,从而提高了生产效率和产品质量。
38、总的来说,这一智能化玻璃合片台控制方法提供了更高效的自动化和智能决策,提高了效率和准确性,带来了便捷、快速和可靠的玻璃合片控制方法。
本文地址:https://www.jishuxx.com/zhuanli/20240801/239315.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表