一种医疗电极的加工工艺的制作方法
- 国知局
- 2024-08-02 12:24:24
本技术属于医疗器械加工,具体为一种医疗电极的加工工艺。
背景技术:
1、理疗体表电极是理疗仪的终端耗材,在老年慢性疼痛领域这种绿色环保、立竿见影、安全有效、重点是成本低廉的治疗方式极受欢迎。
2、传统的理疗电极贴片多数是由无纺布、导电碳膜、水凝胶、尾巴线或金属扣组成,属一次性医疗用品,使用成本高,医疗资源严重浪费,再者寒冷的冬天贴片水凝胶的寒冰问题让患者难以承受,痛苦不堪,治疗时疼痛加剧,患者痛点本就是寒瘀所致,冰冷的传统贴片严重影响治疗效果。因此为了更经济,更节能,体验更好,我们开发了一款可循环使用,性能更稳定,使用成本更低,温度可控,更舒适,更温馨,更加优质的康复理疗耗材。
技术实现思路
1、为了解决现有技术的问题,本技术提供了一种医疗电极的加工工艺,本技术是通过下述方案实现的:
2、一种医疗电极的加工工艺,pi膜与金属箔高温热压复合形成单层卷材或双层卷材,单层卷材的制备步骤如下:
3、步骤一、pi膜与金属箔高温热压复合形成单层卷材:pi膜在上,金属箔在下,pi膜和金属箔之间采用热熔胶高温复合;
4、步骤二、将步骤一制备的复合卷材裁片,裁片后对金属箔的底面进行清洗以除去金属箔表面的油污;
5、步骤三、将裁片后的片材进行涂墨烘干;
6、步骤四、将涂墨烘干后的片材进行菲林校对,后通过曝光机进行曝光;
7、步骤五、将曝光后的片材放入显影机进行检查;
8、步骤六、将曝光显影后的片材通过蚀刻机对金属箔的底面进行蚀刻,其中蚀刻机为化学蚀刻机;
9、步骤七、经过蚀刻后的片材再通过退墨机进行退墨,所用的退墨液为质量浓度为5-10%的氢氧化钠;
10、步骤八、退墨后的片材进行清洗并烘干,保障产品的干净清洁,采用清水进行清洗;
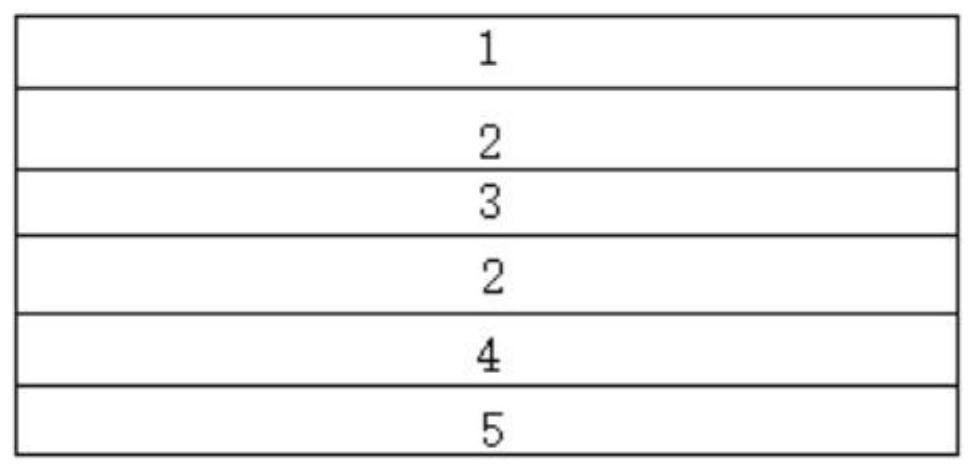
11、步骤九、将步骤八所得片材与脉冲导电层片材复合,发热层片材在上,脉冲导电层在下,发热层片材与脉冲导电层片材之间采用热熔胶高温复合或3m胶粘合方法;
12、步骤十、将步骤九所得的材料的上表面喷涂或粘贴pu层;
13、步骤十一、印刷商标、烘干固色,所述商标印刷为uv打印或者丝印;
14、步骤十二、依据单贴片设计规格裁切小片;
15、步骤十三、贴片打孔;
16、步骤十四、打扣机打扣;
17、步骤十五、内扣极点覆绝缘层,所述绝缘层采用喷涂、印刷、热转印、绝缘贴或滴胶方法进行覆盖;
18、步骤十六、覆水凝胶;
19、一种非加热型医疗电极贴片的单层蚀刻加工工艺,pi膜与金属箔高温热压复合形成单层卷材,单层卷材的制备步骤如下:
20、步骤一、pi膜与金属箔高温热压复合形成单层卷材:pi膜在上,金属箔在下,pi膜和金属箔之间采用热熔胶高温复合;
21、步骤二、将步骤一制备的复合卷材裁片,裁片后对金属箔的底面进行清洗以除去金属箔表面的油污;
22、步骤三、将裁片后的片材进行涂墨烘干;
23、步骤四、将涂墨烘干后的片材进行菲林校对,后通过曝光机进行曝光;
24、步骤五、将曝光后的片材放入显影机进行检查;
25、步骤六、将曝光显影后的片材通过蚀刻机对金属箔的底面进行蚀刻,其中蚀刻机为化学蚀刻机;
26、步骤七、经过蚀刻后的片材再通过退墨机进行退墨,所用的退墨液为质量浓度为5-10%的氢氧化钠;
27、步骤八、退墨后的片材进行清洗并烘干,保障产品的干净清洁,采用清水进行清洗;
28、步骤九、将步骤九所得的材料的上表面喷涂或粘贴pu层;
29、步骤十、印刷商标、烘干固色,所述商标印刷为uv打印或者丝印;
30、步骤十一、依据单贴片设计规格裁切小片;
31、步骤十二、贴片打孔;
32、步骤十三、打扣机打扣;
33、步骤十四、内扣极点覆绝缘层,所述绝缘层采用喷涂、印刷、热转印、绝缘贴或滴胶方法进行覆盖;
34、步骤十五、覆水凝胶;
35、一种加热型医疗电极的双层蚀刻加工工艺,所述pi膜与金属箔高温热压复合形成双层卷材,双层卷材的制备步骤如下:
36、步骤一:pi膜与双层金属箔高温热压复合形成双层卷材:pi膜在中间,pi膜的上下均复合一层金属箔;
37、步骤二、将步骤一制备的复合卷材,对金属箔面进行清洗以除去金属箔表面的油污;
38、步骤三、卷材上全自动凹版印刷机,先整卷印好需要蚀刻的图型,然后再整卷蚀刻,双层卷材通过蚀刻机对下层金属箔的底面、上层金属箔的顶面进行蚀刻,其中蚀刻机为双面化学蚀刻机;
39、步骤四:将步骤三所得卷材在发热蚀刻层处喷涂装饰层或覆pu层(pu层以热熔胶高温复合或3m粘合方法;其他与单层制备步骤七后相同;
40、一种心电电极贴片的单层蚀刻加工工艺,pet膜胶带与金属箔复合形成单层卷材,单层卷材的制备步骤如下:
41、步骤一、pet膜胶带与金属箔复合形成单层卷材:pet膜在上,金属箔在下,pet膜和金属箔之间采用3m胶复合;
42、步骤二、将步骤一制备的复合卷材,对金属箔进行清洗以除去金属箔表面的油污;
43、步骤三、卷材上全自动凹版印刷机,先整卷印好需要蚀刻的图型,然后再整卷蚀刻,其中蚀刻机为双面化学蚀刻机;
44、步骤四:经过蚀刻后的卷材再通过退墨机进行退墨,所用的退墨液为质量浓度为5-10%的氢氧化钠;
45、步骤五、退墨后的卷材进行清洗并烘干,保障产品的干净清洁,采用清水进行清洗;
46、步骤六、将步骤七所得的卷材通过卷料设备将上面的pet膜分离,同时金属箔面与预先涂有压敏胶粘剂的防粘性基材(医用硅油纸)加压复合,从而使压敏胶粉剂从医用硅油纸的表面转移到金属箔上。
47、步骤七、上表面印刷商标、烘干固色,所述商标印刷为uv打印、丝印或者激光镭射;
48、步骤八、贴片打孔;
49、步骤九、打扣机打扣;
50、步骤十、依据单贴片设计规格裁切小片;
51、步骤十一、内扣极点覆导电胶
52、步骤十二、覆pet隔离膜;
53、一种心电电极贴片的非蚀刻单层模切加工工艺,金属箔单层卷材独立,单层金属箔的制备步骤如下:
54、步骤一、将单层金属箔卷材,对金属箔面进行清洗以除去金属箔表面的油污;
55、步骤二、金属箔与预先涂有压敏胶粘剂的防粘性基材(医用硅油纸)加压复合,从而使压敏胶粉剂从医用硅油纸的表面转移到金属箔上。
56、步骤三、印刷商标、烘干固色,所述商标印刷为uv打印、丝印或者激光镭射;
57、步骤四、贴片打孔;
58、步骤五、打扣机打扣;
59、步骤六、依据单贴片设计规格裁切小片;
60、步骤七、内扣极点覆导电胶
61、步骤八、覆pet隔离膜;
62、进一步的,所述步骤一中金属箔的厚度为0.005-0.1mm,优选0.03mm,pi膜的厚度为0.025-0.125mm,优选0.03mm。
63、更进一步的,所述步骤一所述金属箔为铜箔、不锈钢箔、不锈铁箔、铝箔、钢箔、钛箔、镍箔、锡箔、银箔、金箔中的一种。
64、更进一步的,所述步骤一pi膜为聚酰亚胺pi薄膜、有聚四氟乙烯ptfe薄膜、聚醚醚酮peek薄膜、液晶聚合物lcp薄膜、聚苯硫醚pps薄膜、聚苯并咪唑pbi薄膜、pet、pvc中的一种。
65、更进一步的,所述步骤二所用清洗液为碱性清洗液,优选质量浓度为5-10%的氢氧化钠溶液。
66、更进一步的,所述步骤三涂墨量为1-2g/m2或干量10-20μm,涂墨速度为20米/分钟。
67、更进一步的,所述步骤九脉冲导电层为不锈钢箔、不锈铁箔、铝箔、钢箔、钛箔、镍箔、锡箔、银箔、金箔中的一种;优选食品级304或316不锈钢箔、不锈铁箔或者铝箔。
68、更进一步的,所述步骤十或九喷涂的厚度为0.2-0.5mm,粘贴的pu层为pu革层,pu革层的厚度为0.45mm。
69、更进一步的,所述压敏胶粘剂为医用胶,所述医用胶为医用纯天然马来胶、压敏胶、合成橡胶或天然橡胶,无毒聚丙烯酸酯、丁基橡胶、医用无毒水乳胶、医用无毒溶剂胶中的一种。
70、有益效果:(1)本技术公开的工艺制备的医疗电极在使用时,只把价格低廉的一次性水凝胶替换即可,不用整个贴片都要扔掉,严重浪费。本贴片可循环使用,水凝胶独立包装,无菌封装,单人单次,干净卫生,废弃遇水则自然分解,减少医疗垃圾,重点给国家医保降低巨大的费用支出,同时给病患带来更大的优惠以及更舒适和更好的治疗效果;
71、(2)本技术公开的医疗电极的加工工艺简单,加工速度快,速度是传统贴片加工机械的3至5倍以上,且制备的医疗电极超级精密;
72、(3)本技术制备的医疗电极的电阻值精准,温度更精准,且发热快、柔软、耐用,本技术采用金属箔作为脉冲导电层,不仅增加了医疗电极的牢固度,且使医疗电极的导电性更稳定、电流经久性能不衰减,同时也可设计优美图案蚀刻成型,让产品更美观;
73、(4)本技术将脉冲导电层与pi膜热熔胶200多度高温复合,增加了医疗电极的稳定性,可水洗,可酒精消毒,可长期使用;
74、(5)本发明工艺制备的电极片成为一个可持续循环使用的医用器械,而非一次性医用耗材,可重复使用。和传统一次性贴片相比我们的外观更美观,结实耐用,体验感超好,治疗过程更舒适,减少不必要的医疗浪费,绿色环保,利国利民,惠利民生。
本文地址:https://www.jishuxx.com/zhuanli/20240802/235937.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。