防伪标识的全息次层PET膜剥离设备及剥离方法与流程
- 国知局
- 2024-08-02 12:28:34
本发明属于pet膜分离,具体涉及一种防伪标识的全息次层pet膜剥离设备及剥离方法。
背景技术:
1、目前生产的防伪标识主要是数码查询防伪标识,在这类防伪标识中,分为明码防伪标识和隐藏码防伪标识,隐藏码防伪标识分为刮开式防伪标识和揭开式防伪标识,揭开式防伪标识分为纸面揭开式防伪标识和全息揭开式防伪标识。其中,全息揭开式防伪标识中,全息次层的pet膜无法回收利用,主要是由于缺乏全息次层pet膜剥离设备所导致,所以全息揭开式防伪标识无法进行工业化生产。而手工剥离pet膜导致的废品率较高,并且剥离下来的pet膜由于剥离的不彻底,上面附着全息次层的镀铝层,从而导致pet膜无法循环使用,几乎全部形成固废材料,造成pet膜的严重浪费。
2、中国专利cn203697653u公开一种pet转移膜剥离机,包括原膜筒、剥离辊和卷膜筒,所述原膜筒与剥离辊设于同一水平线上,卷膜筒与剥离辊设于同一竖直线上,所述剥离辊后方设有热吹气系统,所述热吹气系统包括热吹嘴、吹气阀和输气管路;所述热吹嘴、吹气阀通过输气管路连接;所述热吹嘴正下方设有支撑杆,热吹嘴正对着剥离辊后方被剥离开的两层膜之间的夹角。该专利主要适用于一般的pet转移膜的剥离作业,用于离型膜和原膜的剥离,难以满足从防伪标识的全息次层上剥离pet膜的工艺要求。
技术实现思路
1、本发明的目的是提供一种防伪标识的全息次层pet膜剥离设备,解决了全息次层pet膜无法回收利用的问题;本发明同时提供一种防伪标识的全息次层pet膜剥离方法。
2、本发明解决其技术问题所采用的技术方案是:
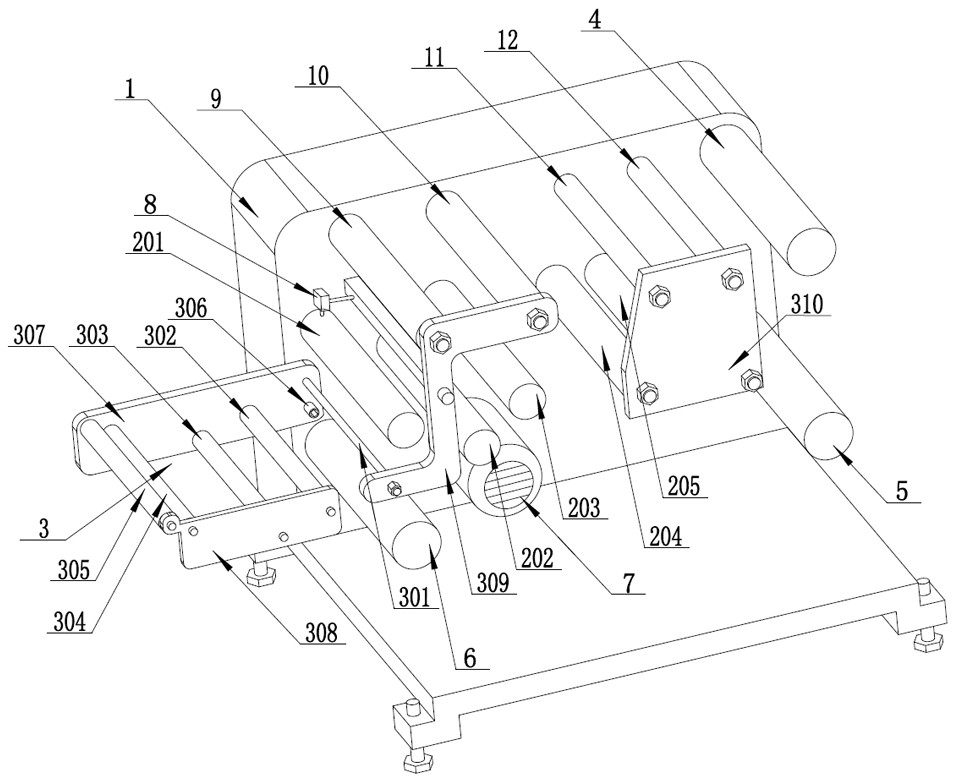
3、本发明所述的防伪标识的全息次层pet膜剥离设备,包括机体和设置在机体下部的同步电机,机体上转动设置有放料辊和牵引机构,牵引机构位于放料辊的上方,机体左侧设置有导膜机构,导膜机构包括连接板一,连接板一上设置有螺栓,连接板一通过螺栓连接在机体上;连接板一上从右至左依次转动设置有剥离辊、导辊一、导辊二、张力辊一和张力辊二,剥离辊的位置、导辊一的位置和导辊二的位置依次降低;剥离辊位于放料辊和牵引机构之间;
4、牵引机构包括牵引辊一,牵引辊一、剥离辊和导辊一形成剥离角,剥离角的角度120-170°;
5、机体上还设置有收料辊一和收料辊二,收料辊二设置在牵引机构的右侧,并配合牵引机构使用,收料辊一设置在收料辊二的上方,并配合导膜机构使用;同步电机带动放料辊、收料辊一和收料辊二转动。
6、张力辊一和张力辊二配合使用,能够对pet膜施加拉力,使剥离辊处的pet膜张紧并紧贴剥离辊,确保pet膜能够完整地剥离,减少对全息膜的损伤;导辊一和导辊二可以牵引pet膜,防止pet膜起皱,确保拉力能均匀地传导到位于剥离辊处的pet膜上。
7、剥离角的角度为120-170°时,能够保证pet膜能够完整地剥离,且剥离效果好。
8、根据不同的生产需要,通过螺栓调节连接板一的位置,从而调节剥离角的大小。
9、同步电机使收料辊一、收料辊二和放料辊协调转动,使放料速率与收料速率保持一致。
10、其中:
11、所述的张力辊一和张力辊二并列设置;导膜机构还包括连接板二,导辊一、导辊二、张力辊一和张力辊二均设置在连接板一和连接板二之间;螺栓位于剥离辊的下方。
12、所述的机体上部从左至右依次转动设置有辅助辊一、辅助辊二、辅助辊三和辅助辊四,剥离辊远离连接板一的一端转动连接有连接板三,连接板三还转动连接辅助辊一和辅助辊二,辅助辊一、辅助辊二、辅助辊三和辅助辊四位于牵引机构的上方并配合导膜机构使用,收料辊一位于辅助辊四的右侧。
13、所述的牵引机构还包括从左至右依次转动设置在机体上的牵引辊二、牵引辊三、牵引辊四、牵引辊五和牵引辊六,收料辊二位于牵引辊六的右侧,牵引辊二位于牵引辊一和牵引辊三的下方,同步电机带动牵引辊五转动,牵引辊四、牵引辊六、辅助辊三和辅助辊四上还分别连接在连接板四上。
14、牵引机构能够为剥离辊与收料辊二之间的全息膜提供缓冲,减少震动,防止数码层起皱,确保收卷效率。
15、所述的剥离辊的直径为8-12毫米;导辊一、导辊二、张力辊一和张力辊二的直径均相同,均为剥离辊直径的2-4倍。
16、所述的牵引辊一的正上方设置有纠偏传感器,纠偏传感器上连接有连杆,连杆两端分别连接在连接板三和机体上,纠偏传感器电连接同步电机。
17、纠偏传感器的目的是检测pet膜和全息膜是否偏离运动方向,当pet膜或全息膜偏离运动方向时,同步电机自动停机,后续排除故障后,继续开机运行即可。
18、所述防伪标识的全息次层pet膜剥离设备的剥离方法,包括以下步骤:
19、(1)将防伪标识卷插设在放料辊上,再将防伪标识卷前端剥离开,形成pet膜和全息膜;
20、(2)将防伪标识卷pet膜的前端沿逆时针方向经过剥离辊,再经过导辊一和导辊二后,沿顺时针方向经过张力辊一和张力辊二,最后固定在收料辊一上;
21、(3)将防伪标识卷全息膜的前端沿逆时针方向经过剥离辊,并沿顺时针方向经过牵引辊一,最后固定在收料辊二上;
22、(4)收料辊一沿顺时针方向转动,直到pet膜张紧,使pet膜抵触剥离辊、导辊一、张力辊一和张力辊二;
23、(5)收料辊二沿顺时针方向转动,直到全息膜张紧,使全息膜抵触剥离辊和牵引辊一;
24、(6)启动同步电机,使放料辊、收料辊一和收料辊二均沿顺时针方向转动,将pet膜收卷到收料辊一上,将全息膜收卷到收料辊二上。
25、所述的剥离方法,进一步包括以下步骤:
26、(1)将防伪标识卷插设在放料辊上,再将防伪标识卷前端剥离开,形成pet膜和全息膜;
27、(2)将防伪标识卷pet膜的前端沿逆时针方向经过剥离辊,再经过导辊一和导辊二后,沿顺时针方向经过张力辊一、张力辊二,再经过辅助辊一,辅助辊二、辅助辊三、辅助辊四,最后固定在收料辊一上;
28、(3)将防伪标识卷全息膜的前端沿逆时针方向经过剥离辊,并沿顺时针方向经过牵引辊一,再经过牵引辊二、牵引辊三、牵引辊四、牵引辊五、牵引辊六,最后固定在收料辊二上;
29、(4)收料辊一沿顺时针方向转动,直到pet膜张紧,使pet膜抵触剥离辊、导辊一、导辊二、张力辊一、张力辊二、辅助辊一、辅助辊二、辅助辊三和辅助辊四;
30、(5)收料辊二沿顺时针方向转动,直到全息膜张紧,使全息膜抵触剥离辊、牵引辊一、牵引辊二、牵引辊三、牵引辊四、牵引辊五和牵引辊六;
31、(6)启动同步电机,使放料辊、收料辊一、收料辊二和牵引辊五均沿顺时针方向转动,将pet膜收卷到收料辊一上,将全息膜收卷到收料辊二上。
32、步骤(1)中,将防伪标识卷插设在放料辊上之前,根据生产需要,将螺栓松开,调节连接板一的位置,使剥离角的角度位于120-170°之间,再将螺栓拧紧,使连接板一固定在机体上。
33、步骤(2)中,防伪标识卷pet膜的前端沿顺时针方向依次经过导辊一和导辊二;或防伪标识卷pet膜的前端沿逆时针方向经过导辊一,再沿顺时针方向经过导辊二。
34、步骤(2)中,防伪标识卷pet膜的前端在经过张力辊一和张力辊二之后,依次沿顺时针方向经过辅助辊一,沿逆时针方向经过辅助辊二,沿顺时针方向经过辅助辊三,逆时针方向经过辅助辊四,最后顺时针固定在收料辊一上。
35、步骤(3)中,沿顺时针方向经过牵引辊一之后,依次沿逆时针方向经过牵引辊二,沿顺时针方向经过牵引辊三,沿逆时针方向经过牵引辊四,沿顺时针方向经过牵引辊五,沿逆时针方向经过牵引辊六,最后顺时针固定在收料辊二上。
36、所述的放料辊的表面线速度为30-120米/分钟,放料辊的表面线速度等于收料辊一和收料辊二的表面线速度;pet膜层的90°剥离强度为0.0020-0.0025kn/m,横断力为1-2.5n/25cm,pet膜的厚度为20-30μm。
37、本发明的有益效果如下:
38、本发明剥离设备上设置导膜机构,导膜机构包括剥离辊、牵引辊一、牵引辊二、张力辊一、张力辊二、螺栓和连接板一。导膜机构包括连接板一,连接板一上设置有螺栓,连接板一通过螺栓连接在机体上;连接板一上从右至左依次转动设置有剥离辊、导辊一、导辊二、张力辊一和张力辊二,剥离辊的位置、导辊一的位置和导辊二的位置依次降低;剥离辊位于放料辊和牵引机构之间。
39、本发明通过螺栓可以使得连接板一绕剥离辊转动,从而调整剥离角的角度,使剥离角的角度处于120-170°之间,在提高剥离效率的同时,降低防伪标识废品率。
40、本发明的pet膜经过导辊一、导辊二、张力辊一和张力辊二,能够对pet膜施加力,使剥离辊处的pet膜张紧并紧贴剥离辊,确保pet膜和全息膜完整地剥离,减少对全息膜的损伤。
41、本发明结构简单、便于维护,操作步骤简洁;通过设置导膜机构和剥离角,降低防伪标识废品率,同时提高pet膜的回收率,pet膜的回收率达到99.8%以上。
42、本发明实施后,每年节约pet膜10万平方米,不仅减少了固废材料的产生量,而且提高了生产效率,节约了生产成本。
本文地址:https://www.jishuxx.com/zhuanli/20240802/236274.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表