一种工装、定子加工方法、定子、电机及伺服系统与流程
- 国知局
- 2024-08-05 12:20:58
本发明涉及电机制造,特别涉及一种工装、定子加工方法、定子、电机及伺服系统。
背景技术:
1、电机定子灌胶后,不仅可以实现定子绕组的固定、绝缘和导热,还可以提高对外来冲击、震动的抵抗力,提高电机的防水、防潮等级,有利于电机整体性能的提升。例如在伺服控制系统中,对伺服电机在高速运行中电机温度有苛刻的要求,依据伺服电机结构特性,电机定子灌胶质量成为制约伺服电机能否在高速条件下低温升运行的关键因素之一。同时在生产中因灌胶工装为易损件,复杂且昂贵的灌胶工装制约着伺服电机定子灌胶实现批量生产。
2、相关技术中,灌胶工装往往设计得较为复杂,而没有设计加强结构,从而使得工装在使用过程中容易变形,降低了工装的使用寿命,且复杂的工装结构还会导致定子冷却不均匀,使胶水的固化效果变差。
技术实现思路
1、本发明的主要目的是提出一种工装、定子加工方法、定子、电机及伺服系统,能够使工装的结构强度较高,且能够增强传热,使定子散热更为均匀。
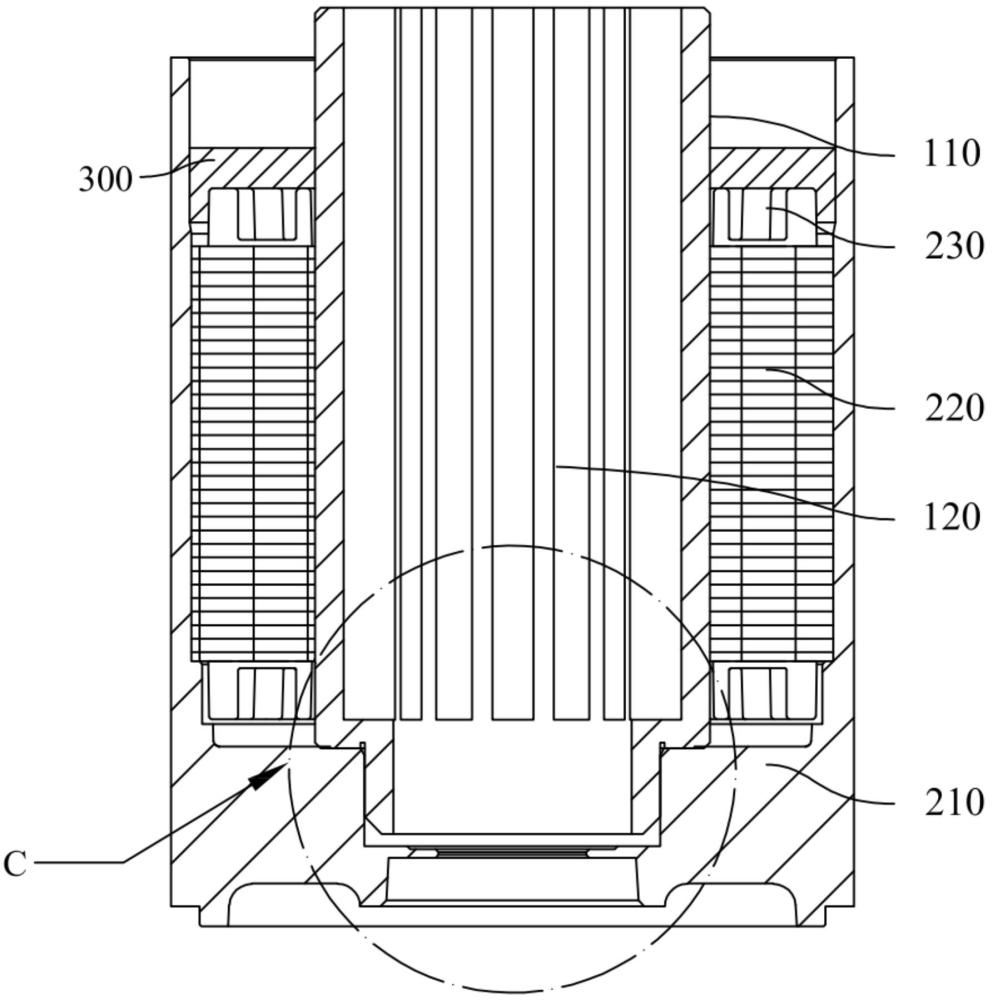
2、为实现上述目的,本发明提出一种工装,用于定子加工,定子包括外壳以及设于外壳内的定子绕组以及定子铁芯,工装包括:
3、第一周壁壳配置成能够插设于定子铁芯内,第一周壁壳适于抵接定子铁芯的内圈,且第一周壁壳的轴线与定子铁芯的轴线平行;
4、多个加强筋片均连接于第一周壁壳的内周壁面,各加强筋片沿第一周壁壳的轴线周向间隔分布,且各加强筋片均沿第一周壁壳的轴线方向延伸。
5、在一些实施例中,沿第一周壁壳的轴线方向,第一周壁壳的一端伸出外壳,另一端连接有第二周壁壳,第二周壁壳的外径小于第一周壁壳的外径,第二周壁壳插设于外壳的轴承孔并抵接轴承孔的孔壁。
6、在一些实施例中,第一周壁壳靠近第二周壁壳的一端设有环形端板,环形端板的一侧连接第一周壁壳、另一侧连接第二周壁壳;
7、各加强筋片一端与第一周壁壳背离第二周壁壳的端部平齐、另一端连接环形端板背离第二周壁壳的端壁。
8、在一些实施例中,定子绕组包括沿第一周壁壳的轴线周向间隔分布的多个线圈,加强筋片的数量与线圈的数量相同,沿第一周壁壳的轴线周向,各加强筋片分别位于每两个线圈之间,沿第一周壁壳的轴线径向,各加强筋片均位于工装背离定子绕组的一侧。
9、本发明第二方面的实施例还提供了一种定子加工方法,包括以下步骤:
10、将上述任一实施例的工装插设于定子内,以使工装与定子共同限定出灌注区域;其中,定子包括位于灌注区域内的待包裹部位,待包裹部位包括定子的定子铁芯以及定子绕组;
11、使熔融状态的包裹材料包裹待包裹部位;其中,包裹材料为绝缘材料;
12、以第一温度加热包裹材料第一预设时间;其中,第一温度低于包裹材料的熔融温度;
13、以第二温度加热包裹材料第二预设时间;其中,第二温度高于包裹材料的熔融温度;
14、冷却包裹材料,从而使包裹材料固化。
15、在一些实施例中,第一温度t1满足:60℃≤t1<100℃;
16、和/或,
17、第二温度t2满足:80℃≤t2≤145℃;
18、和/或,
19、熔融温度t3满足:70℃≤t3≤100℃;
20、和/或,
21、第二温度t2与熔融温度t3满足:10℃≤t2-t3≤45℃。
22、在一些实施例中,第一预设时间s1满足:30min≤s1≤60min;
23、和/或,
24、第二预设时间s2满足:30min≤s2≤60min。
25、在一些实施例中,使熔融状态的包裹材料包裹待包裹部位的步骤前,还包括以下步骤:
26、对定子进行多次预热,每次的预热温度依次递增,并使预热完成的定子的温度高于包裹材料的熔融温度。
27、在一些实施例中,对定子进行多次预热,每次的预热温度依次递增,并使预热完成的定子的温度高于包裹材料的熔融温度的步骤包括:
28、对定子进行第一次预热;其中,第一次预热温度t4满足:40℃≤t4<60℃,第一次预热时间s3满足5min≤s2≤10min;
29、对定子进行第二次预热;其中,第二次预热温度t5满足:60℃≤t5<100℃,第二次预热时间s4满足10min≤s4≤30min;
30、对定子进行第三次预热;其中,第三次预热温度t6满足:100℃≤t6<120℃,第三次预热时间s5满足10min≤s5≤30min。
31、在一些实施例中,对定子进行多次预热,每次的预热温度依次递增,并使预热完成的定子的温度高于包裹材料的熔融温度的步骤后,以及使熔融状态的包裹材料包裹待包裹部位的步骤前,还包括以下步骤:
32、降低定子所处环境的气压,并使定子所处环境的气压保持于预设气压;预设气压p满足:0.5mbar≤p≤1.0mbar。
33、在一些实施例中,使熔融状态的包裹材料包裹待包裹部位的步骤包括:
34、将包裹材料第一次灌注入定子内的灌注区域内;其中,包裹材料的灌注速度为v1,灌注总量为m1;
35、将包裹材料第二次灌注入定子内的灌注区域内;其中,包裹材料的灌注速度为v2,灌注总量为m2;v1≥v2,且m1≥m2。
36、在一些实施例中,4.2g/s≤v1≤5.0g/s;
37、和/或,
38、600g≤m1≤620g;
39、和/或,
40、1.5g/s≤v2≤2.0g/s;
41、和/或,
42、50g≤m2≤60g。
43、在一些实施例中,将包裹材料第二次灌注入定子内的灌注区域内的步骤后,还包括以下步骤:
44、使定子所处环境恢复至常压状态;
45、将包裹材料第三次灌注入定子内的灌注区域内,以填充满灌注区域。
46、在一些实施例中,定子所处环境恢复至常压状态前,灌注区域的填充度k满足:80%≤k≤95%。
47、在一些实施例中,冷却包裹材料,从而使包裹材料固化的步骤包括:
48、使冷却气流由第一周壁壳的其中一个端口导入第一周壁壳,并由第一周壁壳的另一个端口导出第一周壁壳。
49、本发明第三方面的实施例还提供了一种定子,由上述任一实施例的定子加工方法加工而成,定子包括外壳以及设于外壳内的定子铁芯以及定子绕组。
50、本发明第四方面的实施例还提供了一种电机,包括:
51、上述任一实施例的定子;以及
52、转子,设于定子内,配置成能够相对于定子转动。
53、本发明第五方面的实施例还提供了一种伺服系统,包括:
54、上述任一实施例的电机;以及
55、传动装置,连接于电机。
56、与现有技术相比,本发明的有益效果是:
57、本发明的工装包括第一周壁壳以及多个加强筋片。第一周壁壳配置成能够插设于定子铁芯内,第一周壁壳适于抵接定子铁芯的内圈,且第一周壁壳的轴线与定子铁芯的轴线平行。多个加强筋片均连接于第一周壁壳的内周壁面,各加强筋片沿第一周壁壳的轴线周向间隔分布,且各加强筋片均沿第一周壁壳的轴线方向延伸。相较于相关技术中结构复杂且未设置加强结构的设计,本发明的工装采用的多个加强筋片可以加强工装的结构强度,且各加强筋片可以共同起到增强传热的作用,且可以使定子各部分的散热更为均匀。因此,本发明的工装的结构强度较高,且能够增强传热,使定子散热更为均匀。
本文地址:https://www.jishuxx.com/zhuanli/20240802/262316.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表