一种基于FIR滤波的锚定点速度规划方法及设备
- 国知局
- 2024-08-19 14:21:06
本发明属于数控加工相关,更具体地,涉及一种基于fir滤波的锚定点速度规划方法及设备。
背景技术:
1、在机床的高速高精加工过程中,由于设定的进给速度较快,为了避免冲击和振动,确保工件的精度和表面质量,必须进行速度规划。
2、常见的速度规划方法有:梯形速度规划、正弦型速度规划、s型速度规划等。其中梯型速度规划虽然简单,但是其只能保证速度连续,加速度有突变,在加工过程中会造成较大冲击;正弦型速度曲线的加速度为正弦曲线形式,虽然在运行过程中其加速度是连续的,但难以计算精确解;s型速度规划型的加速度曲线是连续的,并且能够在速度交接处光滑过渡,但是s型速度规划存在计算复杂、不易求解的问题。而使用滤波的方法进行速度规划,能够平滑速度的同时,其计算比较简单,fir滤波速度规划方法就是滤波速度规划里的一种典型方法。
3、fir滤波速度规划:fir(finite impulse response)滤波即有限脉冲响应滤波。它的优点是方法简单,时间效率高,能够根据输入速度与滤波窗口,保证控制加速度、捷度在限制值之下(如图1所示)。如输入一个矩形的速度脉冲,经过2次fir滤波,就可以得到速度平滑、加速度连续、捷度不超限的速度;并且由a=v/tfir1,j=a/tfir2直接可知加速度与捷度,其中tfir1为第一次滤波的时长,tfir2为第二次滤波的时长。
4、但滤波速度规划存在着其特有的问题:在同一位置速度滤波后与速度滤波前(原始速度)相比,速度的最大值下降,速度的最小值上升,可以把这种现象称为削峰填谷(如图2及图3所示,图3中标红即是填谷处)。为了平滑超出限制值的加速度或者捷度,导致速度最大值下降,虽然加工时间变长,但是机床运行更加平稳,加工质量变高,尚可以接受;而速度最小值上升可能会造成机床运行时超过自身物理极限,或者影响加工质量,这是必须避免的,所以在使用滤波速度规划时,要求只削峰不填谷,保证速度低点。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种基于fir滤波的锚定点速度规划方法及设备,其解决了fir滤波速度规划后速度削峰填谷的问题,保证了速度低点,做到了只削峰不填谷。
2、为实现上述目的,按照本发明的一个方面,提供了一种基于fir滤波的锚定点速度规划方法,该方法包括以下步骤:
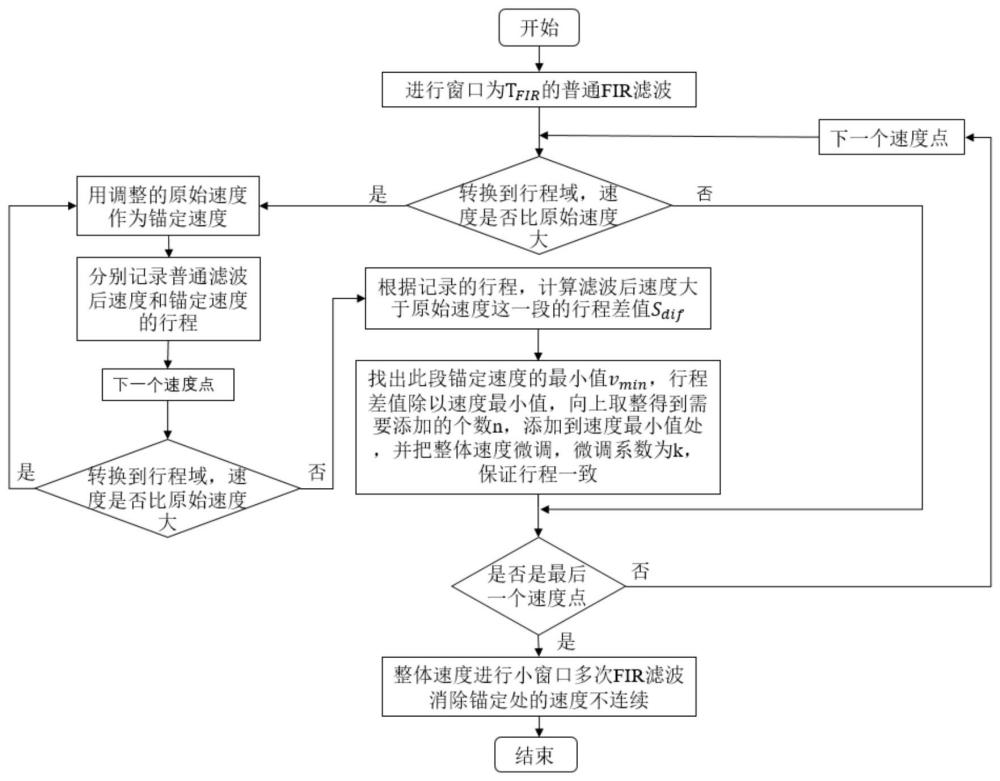
3、(1)基于待规划速度计算滤波窗口tfir,并对待规划速度进行窗口为tfir的fir滤波;其中待规划速度为一系列离散速度点;
4、(2)将fir滤波后的速度和原始速度转换到行程域,并进行对比大小;其中,行程域为横轴为行程,纵轴为速度所形成的区域;
5、(3)当同一位置滤波后的速度大于原始速度时,调整滤波后速度曲线得到锚定速度曲线,同时分别记录滤波速度曲线的行程和锚定速度曲线的行程,进而计算两者的行程差值;
6、(4)根据行程差值和锚定速度曲线中的最小速度计算插入周期数n,在锚定速度曲线中插入n个锚定速度曲线中的最小速度,以保证锚定速度曲线与滤波速度曲线的行程一致,进而完成速度规划。
7、进一步地,分别将滤波速度曲线的行程和锚定速度曲线的行程记为sfir与sbef,计算两行程之差sdif=sfir-sbef,找出锚定速度小于滤波后速度的区间内的速度最小值vmin,将行程之差除以速度最小值与数控系统插补周期之积,且向上取整得到插入周期数n,并在vmin位置处添加n个vmin,并依据微调系数对添加速度后的速度段进行调整,进而进行下一个速度点的对比直至速度点对比完,并对调整后的整体速度进行多次、小窗口fir滤波,继而完成速度规划。
8、进一步地,若需要限制加速度,则根据公式a=v/tfir,计算滤波窗口大小tfir=vmax/alimit,其中vmax为输入速度的最大值,alimit为加速度限制值;若需要限制捷度,则根据公式j=a/tfir,计算滤波窗口大小tfir=amax/jlimit,其中amax为输入速度的加速度最大绝对值,jlimit为捷度限制值。
9、进一步地,调整原始速度得到锚定速度时所用的调整系数为k,其中tf为使用fir联级滤波器对速度交界处进行平滑的总窗口时长;tc为添加n个速度最小值后的调整速度中小于速度最小值vmin的时长。
10、进一步地,插入周期数n的计算公式为:
11、其中t为数控系统插补周期。
12、进一步地,微调系数k的计算公式为:设滤波前序列为[v1v2…vn],锚定后速度序列为k·[v1 v2…vmin…vn],添加n个锚定速度序列的速度最小值后的速度序列为微调后的序列为
13、
14、进一步地,小窗口fir滤波的窗口为20*t、10*t、5*t的fir联级滤波器,其中t为数控系统插补周期。
15、本发明还提供了一种基于fir滤波的锚定点速度规划系统,所述系统包括存储器及处理器,所述存储器储存有计算机程序,所述处理器执行所述计算机程序时执行如上所述的基于fir滤波的锚定点速度规划方法。
16、本发明还提供了一种计算机可读存储介质,所述计算机可读存储介质存储有机器可执行指令,所述机器可执行指令在被处理器调用和执行时,所述机器可执行指令促使所述处理器实现如上所述的基于fir滤波的锚定点速度规划方法。
17、总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的基于fir滤波的锚定点速度规划方法及设备主要具有以下有益效果:
18、1.该方法将滤波后的速度与原始速度进行对比,对同一位置处滤波后速度比原始速度大的,重新进行速度规划,得到锚定速度曲线,从而解决了fir滤波速度规划后速度削峰填谷的问题,保证了速度低点,且做到了只削峰不填谷,并且保留了fir滤波速度规划计算简单的优点。
19、2.由于fir滤波速度规划后可以保证行程不变,但滤波后的速度与原始速度相比,时间会延长,如果在时域上同一时刻直接进行对比速度大小,此时滤波前后速度不在同一位置,加工时需要在特定的位置降速而不是在同一时刻,若不能保证降速,可能会造成机床运行时超过自身物理极限,或者影响加工质量,因此本发明在相同位置处对比速度大小,引入行程域的概念以进行速度的对比。
20、3.在对滤波后速度超过原始速度的部分重新进行速度规划时,必须保证速度重新规划后的行程,与此部分滤波后速度走过的行程相同,若不同,会导致在后续加工中某些部分的速度超过原始速度,为此本发明用于锚定速度低点后,计算滤波后速度曲线与锚定速度曲线的行程差值,添加速度并微调此部分速度,保证行程一致。
21、4.在对滤波后速度超过原始速度的部分重新进行速度规划时,必须保证锚定速度与滤波后速度的边界处是连续的,若不连续,会导致加工中存在冲击,缩短机床寿命,降低加工质量。为此本发明利用fir滤波速度规划不改变行程的特性,对行程保证后的整体速度进行多次、小窗口的普通fir滤波,解决新的速度规划与滤波后速度规划在边界处速度不连续的问题。
本文地址:https://www.jishuxx.com/zhuanli/20240819/274836.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表