一种电解铜工业负荷生产作业安排优化方法与流程
- 国知局
- 2024-08-30 14:25:14
本发明涉及电解铜工业负荷生产,具体涉及一种电解铜工业负荷生产作业安排优化方法。
背景技术:
1、随着国民经济的快速发展和城市化进程的加快,工业化进程成为推动经济增长的主要引擎。高耗能工业是工业化进程中的重要组成部分,包括钢铁、化工、有色金属等行业,其生产经济性取决于负荷生产周期内得到产品的数量与质量。合理的工业负荷生产作业计划安排有助于增加工业负荷生产周期内得到的产品数量,然而对于大部分工业负荷,尤其是多工艺流程环节工业负荷,其生产过程往往伴随复杂的物理化学反应,改变工艺环节生产设备会影响工业负荷正常的生产秩序,甚至影响生产安全,因此制定工业负荷生产作业计划安排往往需要考虑不同流程环节特性以及其间耦合关系,存在一定困难。
2、电解铜工业负荷是典型的高耗能多工艺流程工业负荷,生产工艺流程中伴随复杂的物理-化学反应。电解铜工业负荷正常情况下可能因为某些原因,例如更换设备、检修、参与电网需求侧相应,改变了原有的生产作业计划,当恢复正常生产时,需要重新规划负荷生产周期内的生产作业安排。然而电解铜工业负荷生产工艺流程特性复杂,流程环节生产设备缺乏调控生产状态的方法,难以兼顾负荷安全生产以及负荷产品数量的最大化。
3、针对上述问题,电解铜工业负荷需要一种生产作业安排优化方法,考虑解铜工业负荷工艺流程特性,兼顾负荷生产安全与产量,最大化电解铜工业负荷生产经济效益。
技术实现思路
1、针对上述问题,本发明针对电解铜负荷工艺流程特性复杂,改变生产设备工作状态可能影响负荷正常生产秩序以及生产安全,提出一种电解铜工业负荷生产作业安排优化方法,研究电解铜负荷工艺流程特性,建立可调节生产设备功率调控模型并明确调控边界,分析不同工艺流程生产环节物料耦合关系,研究生产设备工作状态与物料生产之间关联,明确不同物料数量约束,在保证电解铜工业负荷正常生产的前提下,最大化电解铜工业负荷生产经济效益。
2、本发明通过下述技术方案实现:
3、一种电解铜工业负荷生产作业安排优化方法,包括如下步骤:
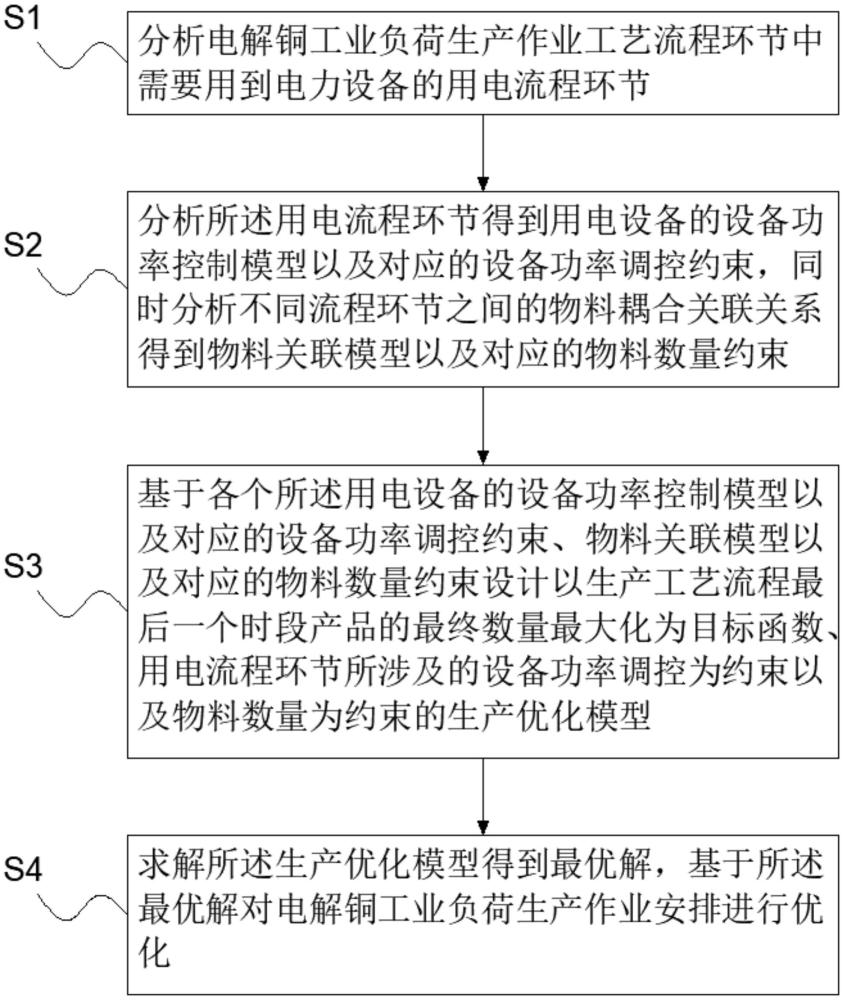
4、s1、分析电解铜工业负荷生产作业工艺流程环节中需要用到电力设备的用电流程环节;
5、s2、分析所述用电流程环节得到用电设备的设备功率控制模型以及对应的设备功率调控约束,同时分析不同流程环节之间的物料耦合关联关系得到物料关联模型以及对应的物料数量约束;
6、s3、基于各个所述用电设备的设备功率控制模型以及对应的设备功率调控约束、物料关联模型以及对应的物料数量约束设计以生产工艺流程最后一个时段产品的最终数量最大化为目标函数、用电流程环节所涉及的设备功率调控为约束以及物料数量为约束的生产优化模型;
7、s4、求解所述生产优化模型得到最优解,基于所述最优解对电解铜工业负荷生产作业安排进行优化。
8、作为优化,电解铜工业负荷生产作业工艺流程环节依次包括物料准备环节、火法炼铜环节、制氧环节与强化熔炼环节、电解精炼环节、制酸环节。
9、作为优化,所述用电流程环节包括物料准备环节、制氧环节与强化熔炼环节、电解精炼环节、制酸环节。
10、作为优化,所述物料准备环节的设备功率控制模型表示为:
11、pm∝fm;
12、
13、所述物料准备环节的设备功率调控约束表示为:
14、fmmin≤fm≤fmmax;
15、
16、其中,pm为送料皮带消耗的额定功率,fm为送料皮带的变频电机的工作频率,fmmax、fmmin分别为变频电机的工作频率的上限、下限,分别表示时段t生产设备m的功率调控状态以及投切状态,生产设备m即为送料皮带,为时段t生产设备m的功率,ymmax、ymmin分别为生产设备m的功率调控状态上限和下限。
17、作为优化,所述制氧环节的设备功率控制模型表示为:
18、ph∝vhgas;
19、vhgas=sh·vhgas;
20、sh=shn·(1-sinθh);
21、
22、所述制氧环节的设备功率调控约束表示为:
23、θhmin≤θh≤θhmax;
24、
25、其中,ph为制氧环节中的生产设备h消耗的额定功率,vhgas、sh、vhgas、shn、θh分别为生产设备h处理的气体体积、通气管道等效横截面积、处理气体的流速、通气管道面积、进口导叶调控角度,θhmax、θhmin分别为生产设备h的进口导叶调控角度的上限、下限,分别表示时段t生产设备h的功率调控状态以及投切状态,生产设备h即为空气压缩机,为时段t生产设备h的功率,yhmax、yhmin分别为生产设备h的功率调控状态上限和下限。
26、作为优化,所述强化熔炼环节的设备功率控制模型表示为:
27、pr∝vrgas;
28、vrgas=sr·vrgas;
29、sr=srn·(1-sinθr);
30、
31、所述强化熔炼环节的设备功率调控约束表示为:
32、θrmin≤θr≤θrmax;
33、
34、其中,pr为制氧环节中的生产设备r消耗的额定功率,vrgas、sr、vrgas、srn、θr分别为生产设备r处理的气体体积、通气管道等效横截面积、处理气体的流速、通气管道面积、进口导叶调控角度,θrmax、θrmin分别为生产设备r的进口导叶调控角度的上限、下限,分别表示时段t生产设备r的功率调控状态以及投切状态,生产设备r即为鼓风机,为时段t生产设备r的功率,yrmin、yrmax分别为生产设备r的功率调控状态上限和下限。
35、作为优化,所述电解精炼环节的设备功率控制模型表示为:
36、
37、
38、
39、所述电解精炼环节的设备功率调控约束表示为:
40、kemin≤ke≤kemax;
41、
42、
43、其中,pe表示电解槽的额定功率,uch、ucl、ke分别为有载调压变压器的高压侧电压、低压侧电压及变比,usr为饱和电抗器的压降,ub、id、r、e分别为电解槽的直流侧电压、电流、等效电阻和反电动势,kemax、kemin分别为有载调压变压器接头变比的上限和下限,分别表示时段t生产设备e的功率调控状态以及投切状态,生产设备e即为电解槽,为时段t生产设备e的功率,yemax、yemin分别为生产设备e的功率调控状态上限和下限。
44、作为优化,所述制酸环节的设备功率控制模型表示为:
45、pz∝vzgas;
46、vzgas=szl·vzgas;
47、sz=szn·(1-sinθz);
48、所述制酸环节的设备功率调控约束表示为:
49、θzmin≤θz≤θzmax;
50、
51、其中,pz为制酸环节中生产设备z消耗的功率,vzgas、sz、vzgas、szn、θz分别为生产设备z处理的气体体积、通气管道等效横截面积、处理气体的流速、通气管道面积、对应生产设备z的进口导叶调控角度,θzmax、θzmin分别为生产设备z的进口导叶调控角度的上限、下限,分别表示时段t生产设备z的功率调控状态以及投切状态,生产设备z即为环保风机,为时段t生产设备z的功率,yzmax、yzmin分别为生产设备z的功率调控状态上限和下限。
52、作为优化,所述物料关联模型具体为:
53、
54、所述物料关联模型对应的物料数量约束具体为:
55、
56、其中,为时段t产生物料x的数量,i为生产设备i的集合,i={m,h,r,e},vx,i为生产设备i在时段t产生物料x的数量,为生产设备i的功率调控状态以及投切状态,rxmax、rxmin为物料x的上限和下限。
57、作为优化,所述生产优化模型的目标函数为:
58、
59、其中,表示生产周期最后一个时段产品的最终数量,p为阴极铜,即最后一个时段所产生的物料,t为生产周期最后时段;
60、所述约束条件包括调控投切约束、物料数量约束,其中,所述调控投切约束包括:
61、
62、
63、所述物料数量约束包括:
64、
65、本发明与现有技术相比,具有如下的优点和有益效果:
66、本发明设计的电解铜工业负荷生产作业安排优化方法,分析电解铜负荷工艺流程以及环节之间的关联,明确环节生产设备功率调控以及物料数量约束,上述生产作业安排优化方法能够保证电解铜工业负荷的正常生产秩序的同时,最大化电解铜负荷生产周期内的产品数量,提升了电解铜负荷的生产经济性。
本文地址:https://www.jishuxx.com/zhuanli/20240830/281905.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表