异种强度热轧型共析珠光体钢轨焊接接头及其焊后冷却方法与流程
- 国知局
- 2024-08-30 14:57:20
本发明涉及钢轨生产,具体涉及一种异种强度热轧型共析珠光体钢轨焊接接头及其焊后冷却方法。
背景技术:
1、不同铁路线路条件对于钢轨材质和性能的要求各不相同。根据生产工艺上的差异,钢轨可细分为热轧型和热处理型钢轨。对于普速铁路(运行速度在200km/h以下的铁路)和高速铁路(运行速度在200~350km/h的铁路)的直线段和大曲线半径路段,热轧型钢轨较为适宜,而小曲线半径路段则通常采用耐磨性能更佳的热处理型钢轨。对于某些线路条件复杂的铁路,高强度热处理型钢轨的使用可能会使接触疲劳裂纹扩展更为深入,这反而会降低钢轨服役寿命。而尽管耐磨性能略低的热轧型钢轨的使用会增加自然磨耗,但同时也会大幅度降低接触疲劳裂纹深入扩展给钢轨服役带来的危害。因此,现阶段国内普速和高速铁路普遍采用热轧型钢轨与热处理型钢轨共用,这就涉及到了异种材质/强度等级钢轨之间的焊接。
2、现阶段,移动闪光焊已成为国内外铁路施工现场的主流钢轨在线焊接技术。对于热轧型钢轨,受焊接热循环作用,热影响区相当于受到热处理。再加上钢轨钢中多元合金的作用,导致焊接热影响区的硬度整体上高于用于焊接的钢轨母材,即热轧型钢轨焊接热影响区硬度整体上高于用于焊接的钢轨母材。而当热轧型钢轨焊接热影响区硬度达到钢轨母材硬度的1.2倍以上时,由于母材硬度偏低,易优先在母材区域出现伤损。因此,对于热轧型共析珠光体钢轨的焊接,通常将焊接热影响区硬度控制在母材硬度的1.0~1.1倍。对于热处理型钢轨,焊接热循环作用下原本属于钢轨母材的淬硬层受到破坏,造成焊接热影响区奥氏体晶粒尺寸粗大以及珠光体片层间距高于母材,进而导致热影响区的硬度整体上低于用于焊接的钢轨母材,即热处理型钢轨焊接热影响区的硬度整体上低于用于焊接的钢轨母材。而当热处理型钢轨焊接热影响区硬度在钢轨母材硬度的0.9倍以下时,由于焊接热影响区硬度偏低,易优先在焊接热影响区处出现伤损。此外,当热处理型钢轨焊接热影响区硬度达到钢轨母材硬度的1.0倍以上(如1.1~1.2倍)时,很可能是因为焊接热影响区内形成了高硬度的马氏体。马氏体内应力较高,易在轮轨接触压力下于组织内部形成裂纹,不利于钢轨接头的整体服役安全。此外,马氏体还易造成轨头踏面的整体片状剥落。因此,对于热处理型共析珠光体钢轨的焊接,通常将焊接热影响区硬度控制在母材硬度的0.9~1.0倍之间。
3、当将新品种钢轨铺设到既有线路用于旧轨更换及新轨试铺时,就涉及到了新品种钢轨与线路上既有品种钢轨之间的异种材质/强度钢轨间的焊接。对于材质和强度均不相同的两种钢轨,母材之间的差异给其焊接带来了挑战。钢轨焊接接头在铁路线路服役过程中,易优先在轨头踏面低硬度区域形成“鞍型”磨耗,这不仅增加了轮轨冲击,还影响到了钢轨使用寿命,甚至危及行车安全。因而,钢轨焊接完成后,如何恢复因焊接而降低的强度、硬度就成了钢轨应用的前提。
4、综上,将具有不同材质和/或强度的钢轨焊接在一起时,所形成的异种钢轨接头的焊接及后续通过焊后热处理来实现组织性能协同提升都是需要考虑的问题。考虑到钢轨的焊接质量决定了无缝线路能否承受住铁路运行考验,甚至是行车安全。因此,现有技术中存在对异种强度等级和/或异种材质钢轨焊接及焊后热处理技术改进的需求。
技术实现思路
1、本发明的主要目的在于提供一种异种强度热轧型共析珠光体钢轨焊接接头的焊后冷却方法,以解决如何针对异种强度热轧型共析珠光体钢轨焊接接头进行焊后冷却以保证钢轨性能的问题。
2、根据本发明的一个方面,提出一种异种强度热轧型共析珠光体钢轨焊接接头的焊后冷却方法,包括依次进行的以下步骤:
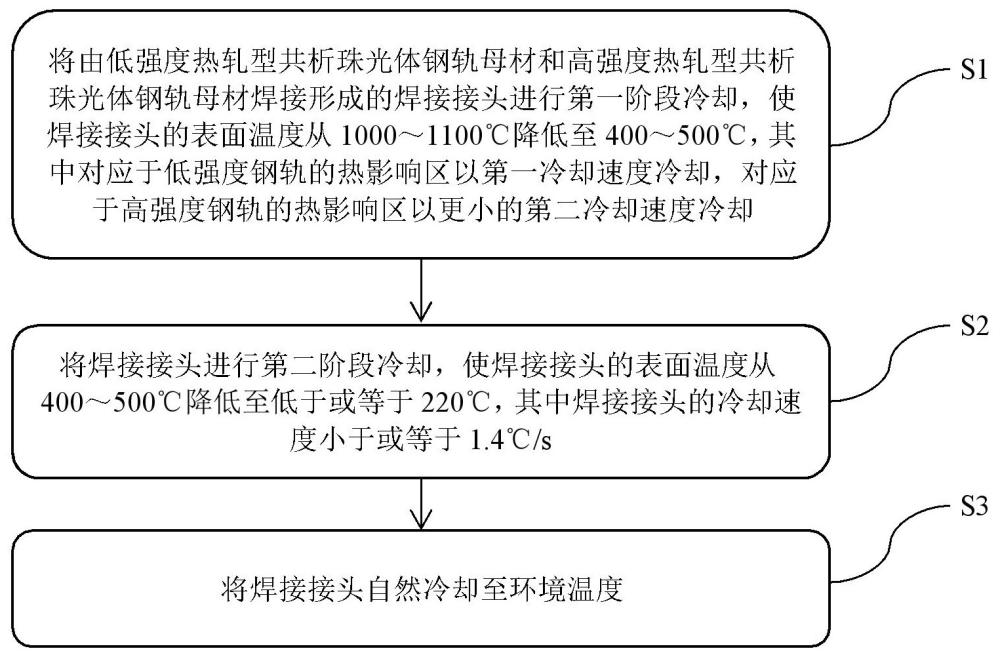
3、s1,将由低强度热轧型共析珠光体钢轨母材和高强度热轧型共析珠光体钢轨母材焊接形成的焊接接头进行第一阶段冷却,使焊接接头的表面温度从1000~1100℃降低至400~500℃,其中对应于低强度热轧型共析珠光体钢轨母材的第一热影响区以第一冷却速度冷却,对应于高强度热轧型共析珠光体钢轨母材的第二热影响区以小于第一冷却速度的第二冷却速度冷却;
4、s2,将焊接接头进行第二阶段冷却,使焊接接头的表面温度从400~500℃降低至低于或等于220℃,其中焊接接头的冷却速度小于或等于1.4℃/s;
5、s3,将焊接接头自然冷却至环境温度。
6、根据本发明的一个实施例,第一冷却速度为3.0~4.0℃/s,第二冷却速度为1.5~2.5℃/s。
7、根据本发明的一个实施例,步骤s2中焊接接头的冷却速度为0.8~1.4℃/s。
8、根据本发明的一个实施例,该方法在温度为1~15℃的野外低温环境中进行,步骤s1和步骤s2中采用仿形温控装置对焊接接头进行全断面热量补偿。
9、根据本发明的一个实施例,仿形温控装置包括:
10、枢转连接的两个壳体,两个壳体分别具有与第一热影响区和第二热影响区匹配的形状,并且均设有多个加热部;
11、控制部,配置为分别控制两个壳体的加热部。
12、根据本发明的一个实施例,两个壳体对应于轨头的区域的加热部比对应于轨腰和轨底的区域的加热部尺寸更小、分布更密集。
13、根据本发明的一个实施例,低强度热轧型共析珠光体钢轨母材在室温下的抗拉强度为980~1050mpa,硬度为280~310hv;高强度热轧型共析珠光体钢轨母材在室温下的抗拉强度为1100~1180mpa,硬度为320~350hv。
14、根据本发明的一个实施例,低强度热轧型共析珠光体钢轨母材的化学成分包含:0.68~0.74%的c,0.50~0.80%的si,0.70~1.0%的mn,0.04~0.08%的v,余量为fe和不可避免的杂质;
15、高强度热轧型共析珠光体钢轨母材的化学成分包含:0.76~0.82%的c,0.50~0.80%的si,0.70~1.0%的mn,0.30~0.50%的cr,0.04~0.08%的v,余量为fe和不可避免的杂质。
16、根据本发明的一个实施例,低强度热轧型共析珠光体钢轨母材和高强度热轧型共析珠光体钢轨母材的轨型相同并且规格为60~75kg/m,焊接接头通过移动闪光焊机焊接形成。
17、根据本发明的另一方面,提出一种异种强度热轧型共析珠光体钢轨焊接接头,焊接接头经过如上所述的焊后冷却方法进行冷却;焊接接头的焊缝两侧的热影响区组织均为珠光体,无马氏体;对应于低强度热轧型共析珠光体钢轨母材且从焊缝中心到距焊缝中心15mm的区域的纵向硬度达到低强度热轧型共析珠光体钢轨母材的平均硬度的106~110%;对应于高强度热轧型共析珠光体钢轨母材且从焊缝中心到距焊缝中心15mm的区域的纵向硬度达到低强度热轧型共析珠光体钢轨母材的平均硬度的100~105%;焊缝两侧热影响区的硬度差在30hv以内。
18、在本发明的技术方案中,通过依次进行第一阶段冷却、第二阶段冷却和自然冷却,并控制第一阶段冷却和第二阶段冷却的开冷温度、终冷温度和冷却速度,可以实现以下有益效果:使钢轨接头焊缝两侧的热影响区均保有较高的硬度,进而保证钢轨接头的耐磨性;能够保证钢轨接头焊缝两侧的热影响区组织均为珠光体,无有害的马氏体;可使距焊缝中心±15mm区域内的钢轨接头纵向硬度分别达到对应的低强度热轧型共析珠光体钢轨和高强度热轧型共析珠光体钢轨母材平均硬度的106~110%和100~105%,且钢轨接头焊缝两侧热影响区的硬度差在30hv以内,改善异种钢轨接头焊缝两侧热影响区的硬度差异,从而实现异种强度钢轨焊缝两侧热影响区的良好硬度匹配,保证铁路运行安全。
本文地址:https://www.jishuxx.com/zhuanli/20240830/284763.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表